The results of theoretical and experimental investigations of liquid cast iron crystallizations on conveyer - kokil machine are presented and recommendations as for cooling regime that allows inner structure changing and improving of milling bodies exploitation characteristics are given.
На Макеевском литейном заводе (ЗАО "МЛЗ") отливаются в кокиль мелющие тела (МТ) из износостойкого белого чугуна, выплавляемого в вагранках производительностью 14 т/ч. Номенклатура литья - шары диаметром 60 мм и параболоиды типоразмеров Т1 - Т9 с диаметром основания от 30 до 60 мм.
Отливаются МТ в окрашенные металлические кокили на карусельно- и конвейерно-кокильных машинах .
Одним из путей повышения качества МТ из нелегированного белого чугуна является изменение макро- и микроструктуры отливок путем микролегирования, модифицирования, фильтрации жидкого чугуна через керамические фильтры, а также изменение режима охлаждения во время нахождения чугуна в металлическом кокиле.
На ЗАО "МЛЗ" проводились исследования по влиянию различных модификаторов, вводимых в заливочный ковш перед подачей его на конвейерно-кокильную машину. Модифицированные ультрадисперсными порошками мелющие тела при испытании на копре с энергией удара 436 джоулей показали увеличение ударостойкости в 1,8 раза по сравнению с обычными МТ, а твердость возросла на 4-8 % [1].
С целью уменьшения содержания неметаллических включений в отливках МТ, влияющих на служебные характеристики, отливались шары диаметром 60 мм параболоиды с диаметром основания 60 мм через керимические фильтры производства Чехии фирмы KERAMTEH. Исследование различных образцов МТ, отлитых через фильтр, показали, что твердость в плоскости образца, перпенликулярной поверхности МТ, повысилась незначительно и находилась в пределах 49-53HRC, а микротвердость, измеренная в плоскости образца МТ на глубине 0,1 и 10 мм от поверхности, увеличилась в среднем на 25%, что объясняется снижением размеров дендритов видоизмененного аустенита. Загрязненность неметаллическими включениями в образцах фильтрованного шара, оцениваемая критерием И в соответствии с ГОСТ 1778-70, снизилась с 0,030 до 0,023, что привело к повышению коррозионной стойкости : по удельному изменению массы (Кm ) c 222, 3 до 191,2 г/м2ч и объемному показателю по количеству выделившегося водорода (Кv х 103) с 36,70 до 20,89 мл/м2ч [2].
Аналогичные исследования по влиянию фильтрации были проведены при отливке параболоидов через керамические фильтры. При этом максимальная твердость на поверхностях МТ, соприкасающихся с поверхностью кокиля, возросла с520 до 530 НВ, а минимальная твердость на открытой поверхности МТ (разливка в открытые кокили) увеличилась со 155 до 175 НВ. Исследование микроструктуры фильтрованных и обычных образцов показало, что содержание перлита значительно увеличилось (примерно в 2 раза) в фильтрованных образцах, в результате чего увеличилась микротвердость на осевой части МТ в среднем на 15%.
Значение коррозионной стойкости для сердцевины (Кm ) снизилось с 317 до 270 г/м2ч .
С целью улучшения таких характеристик, как твердость и ударостойкость МТ, было исследовано влияние способа закалки МТ после их выпадания из ячеек кокиля. Закалка партии МТ производилась в отдельных емкостях, как в индустриальном масле, так и в воде.
По существующей технологии сразу после заливки чугуна с температурой 1310-1360 ˚С в ячейки производилось интенсивное охлаждение водой открытой поверхности кокиля. Среднемассовая температура мелющих тел перед выбивкой из ячеек кокиля составляла 600-650 ˚С, при этом скорость охлаждения составляла 6-7˚С/с. Время охлаждения как в воде, так и в кокиле, составило 20-60 с. Охлажденные МТ испытывались на твердость, ударостойкость, а также исследовались на структуру. Исследования показали, что твердость МТ после закалки увеличивается на 5-10%, ударостойкость снижается примерно в 2 раза по сравнению с обычными. Структура мелющих тел после закалки была во всех образцах одинаковая и состояла из перлита и лидебурита. Таким образом, при охлаждении мелющих тел при таком режиме их служебные характеристики ухудшаются.
По литературным данным [3] показано, что при ускоренном охлаждении отливок из чугуна от температур 800-900˚С до температур ниже 100˚С со скоростью более 10˚С/с можно предупредить диффузионный распад аустенита. Благодаря этому в отливках сохраняется повышенное количество аустенита, вследствие чего присутствующий внутри отливки метастабильный аустенит повышает вязкость чугуна, что может благотворно сказаться на стойкости МТ при ударных воздействиях в шаровых мельницах. В месте ударного воздействия аустенит испытывает мартенситное превращение, что резко повышает локальную твердость чугуна и препятствует изнашиванию и образованию трещин.
Для обеспечения среднемассовой температуры МТ перед их выбивкой из кокиля, составляющей 800-900 ˚С, необходимо уменьшить скорость охлаждения кокилей с залитым чугуном в ячейках на конвейерно-кокильной машине.
С целью выбора оптимальной интенсивности охлаждения МТ в кокиле была разработана математическая модель, позволяющая достичь среднемассовую температуру МТ на выходе из конвейера, составляющую 800-900 ˚С. Для составления математической модели был использован метод конечных разностей [4].
Изменение температурного состояния металла во времени можно определить , решая дифференциальное уравнение теплопроводности, которое с учетом влияния температуры на теплофизические свойства жидкого и твердого чугуна, для трехмерного температурного поля запишется в виде
где см- теплоемкость чугуна, Дж/кг•К;  - плотность чугуна, кг/м3;
- плотность чугуна, кг/м3;
 -коэффициент теплопроводности чугуна, Вт/м•К; Lкр - скрытая теплота кристаллизации
чугуна, Дж/кг;
-коэффициент теплопроводности чугуна, Вт/м•К; Lкр - скрытая теплота кристаллизации
чугуна, Дж/кг;  -относительное количество твердой фазы .
-относительное количество твердой фазы .
За начальные условия для заливаемого в кокиль чугуна принимались теплофизические параметры жидкого металла в момент разливки, т. е. при t=0. При разработке математической модели были приняты дополнительные граничные условия, учитывающие образование зазора между мелющим телом и кокилем, влияние которых на теплообмен были описаны в работе [5].
При достижении на поверхности тела tохл мелющие тела охлаждаются в проточной холодной воде. Процесс охлаждения мелющих тел описывается дифференциальным уравнением (1). За начальные условия принималось расхождение температуры по объему тела в момент времени, при котором температура поверхности становится равной температуре tохл.
Граничные условия запишутся в виде:
 =
=
где tср - температура охлаждающей воды, ˚С; tnx, tny ,tnz - температура поверхности мелющего тела вдоль осей х, у, z; tохл - коэффициент теплоотдачи от воды и поверхности тела, Вт/(м2 К).
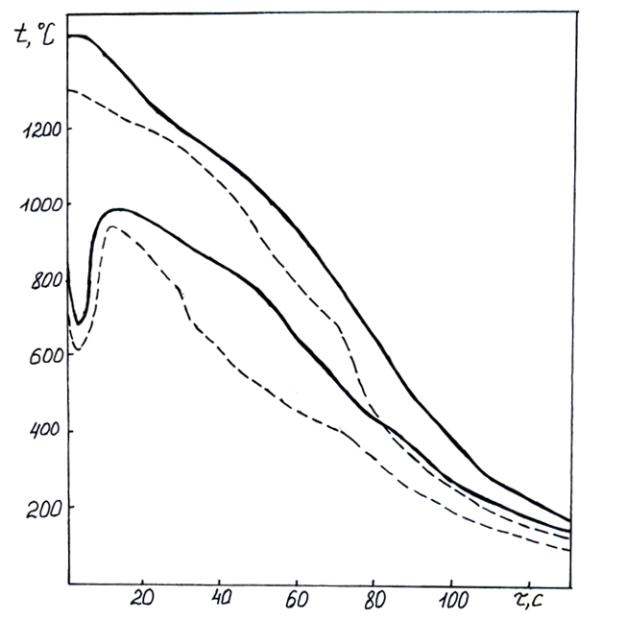
Дифференциальное уравнение теплопроводности решалось по неявной схеме. Расчет производился для двух предельных нижних и верхних температур разливки - 1300 и 1450 ˚С. Среднемассовая температура МТ в конце конвейера была принята равной 800 ˚С, а температура охлаждающей воды - 20 ˚С, при которой коэффициент теплоотдачи αохл = 1000 Вт/(м2 К) [6].
Результаты расчета охлаждения мелющих тел в кокиле и в воде приведены на рисунке 1. Из рисунка видно, что для получения среднемассовой температуры МТ в конце конвейера 800 ˚С время пребывания кокилей на конвейере должно быть: при начальной температуре разливки 1300 ˚С - 50 с, а при температуре 1450 ˚С - 70 с.
В производственных условиях среднемассовая температура МТ в конце конвейера составляет 600 - 650 ˚С. Для такой температуры время, рассчитанное по математической модели составляет 1300 и 1450 ˚С.
Для получения среднемассовой температуры МТ, равной 800 ˚С в конце конвейера можно двумя путями: изменять интенсивность охлаждения кокилей с залитым в ячейке чугуном на самом конвейере или регулировать скорость движения конвейера.
Оптимальные скорость охлаждения кокилей и движение конвейера можно установить опытным путем с учетом данных расчетов, полученных с использованием математической модели.