ENG | RUS | UKR |
ABSTRACT OF THESIS
Theme: "Research of process of resiliently-plastic bend and straightening of continuously poured slabs on the stage of incomplete crystallization".
Scientific leader: Smirnov Eugen
Actuality. Subsequent
development of process of the continuous pouring of steel is linked, above all
things with the decision of the following questions: increase of sizes of
transversal section of slyab, taking into account the necessity of production of
pipes of large to the diameter from leaves breadthways to 4800mm; abbreviation
of cycle of production; upgrading metal and his homogeneity of; reduction of
wastes of metal.
The last years there is a tendency to the rise of
requirements to quality of slyab which get on the machines of the continuous
pouring of steel. Conducting of additional researches of the tense-deformed
state of slyab during the process of bend and razgiba is a ponderable stake for
the decision of this task.
Introductory part. The bend and razgib of slyab is
produced on vertical(bend and razgib after completion of crystallization),
radial and curvilinear MNLZ(bend and razgib at presence of liquid serdtsevini or
razgib after complete crystallization).
Systems of razgiba of slyab are
divided on:
- straightening in a few points;
- continuous straightening.
System of razgiba of slyaba of the Mannesmann firm in the Hukingene
(Germany) town. Slyabi pass consistently three areas with the radiuses 6,6, 9,9
and 19,6m. Slyab has liquid serdtsevinu.
The straightening the systems
Konkast (Switzerland) Firms are divided on the brands of poured staley out:
- steels, possessing high durability at the promoted temperature, which
spill with relatively low speeds. Bars, in this case, can be straightened in the
fully hardening state only;
- steels, having middle durability at the
promoted temperature, which spill with high speeds and can be deformed at
presence of liquid serdtsevini in the area of unbending of bar;
- steels,
having low durability at the promoted temperature, which spill with high speeds.
Bars, in this case, can be straightened at presence of liquid serdtsevini.
The systems of bend and razgiba classify on the type of mechanism of moving
and clamp of rollers and quantity of rollers in one section.
The parameters
of areas of bend and razgiba can be divided into energosilovie, geometrical and
deformation.
Basic part. During conducting of experiment it is
planned to carry out the physical design of process of bend and razgiba of slyab
on "Azovstal". For the design the following parameters are chosen: the section
of 220/1250mm poured out, diameters of supporting rollers of drives - 250 and
300 mm, and no the drive - 230 mm.
The chart of the laboratory setting is
shown on a picture.
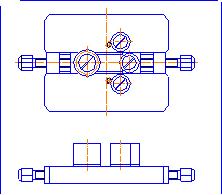
Setting
provides possibility of the two-tier varying of diameter of drive roller and
step of rollers.
As factors of the planned experiment are chosen: attitude
of step of rollers toward the diameter of no the drive roller of lр/dн; attitude
of thickness of standard toward the diameter of the drive roller H/dв; gradient
of temperatures on the section of the standard dt°; relation of area of section
which imitates a liquid phase, to the area of transversal section of the model
AF= F0 /F.
By the result of treatment of the primary information got through
the method of coordinate scales, are the degree of deformation by the dр change
and index of the tense state of d/Т.
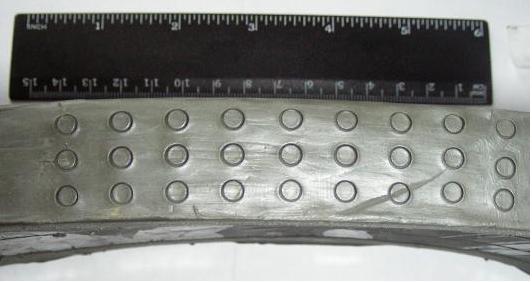
Picture - Photo of model
Complete list of sources
1. Єронько С.П., Биковських С.В. Фізичне моделювання процесів позапічної обробки та розливання сталі. - К.: Техніка, 1998.- 136с.
2. Бровман М.Я. Марченко И.К. Усовершенствование технологии и оборудования машин непрерывного литья заготовок, "Техніка", 1976, 165 стр.
3. Б.А.Кузьмин, Ю.Е.Абраменко. Технология материалов и конструкционные материалы: Учебник для машиностроительных техникумов - М.: Машиностроение, 1981. - 351 с.
4. Попандопуло И.К., Михневич Ю.Ф. Непрерывная разливка стали: Учебник для СПТУ. М.: Металлургия, 1990. 256с.
5. Докт. инж. Р. Томе, докг. В. Остхаймер, Г. Ней, Ф. Рюппель, компания Saarstahl AG; докт. А. Гиргензон, У. Плоциник, В. Шмитц, X. Гиркенс, М. Беккер. МЯГКОЕ ОБЖАТИЕ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ S0 КОМПАНИИ SAARSTAHL, AG.
6. Перевод № 4951. Непрерывное выпрямление. Модификации на МНЛЗ №1 в фирме "Соллак". Ж.П.Радо. 1985г.
7. Шевченко В.П. Непрерывная разливка стали: Уч.пособие - Донецк: ДПИ, 1985.-80с.
8. Ю.Н.Белобров, А.Н.Смирнов,А.Ю.Цупрун. Основные технологические решения по реконструкции слябовых МНЛЗ ОАО "МК "Азовсталь". "Металл и литьё Украины". 1,2006.
9. Л.С.Рудой, В.И.Баптизманский. Производительность машин непрерывного литья заготовок, "Техника", 1982, 152с.
10. А.Ю.Цупрун, А.Н.Смирнов, С.В.Гридин. Оптимизация параметров загиба и разгиба непрерывнолитой заготовки. "Сталь". №8. 2006г.
11. Howe A. Estimation of liqudus temperatures for steel // Iron making and steel making.- 1988.v.15.-№3.-P.134 - 142.
12. Грудев А.П.Теория прокатки. М.: Металлургия. - 1988. - с.240.
13. Янагимото Тацуми, Моритани Хироаки, Цутия Харуо. Применение пластилина для изучения процессов горячей прокатки стали. "Тэцу то хаганэ, Tetsu to hagane, J. Iron and Steel Inst. Jap.", 1977, 63, №4, S 208 (япон.)
14. Колмогоров В.Л. Напряжения. Деформации. Разрушение. -М.:Металлургия, 1970.-230с.
References on a theme
http://www.masters.donntu.ru/2005/fizmet/nikolnikova/library/1.htm - continuous pouring of steel on slub
http://www.039.help-rus-student.ru/text/063.htm - continuous pouring of steel
http://www.nppsm.ru/CastingSteel.php - history of development and modern state of the continuous pouring of steel
ABSTRACT OF THESIS| BIOGRAPHY | ELECTRONIC LIBRARY | USEFUL LINKS | | DonNTU | PORTAL OF MASTER'S DEGREES |