Вступ: у зв'язку із зростанням вимог що пред'являються до якості безперервно-литих блюмів, все актуальніше стає задача, пов'язана з реконструкцією діючих машин безперервного литва заготівок. При цьому найдоцільнішою є їх реконструкція, при якій в технологічній лінії МНЛЗ встановлюється на радіальній ділянці блок редукуючих клітей. В цьому випадку, загин блюма доцільно здійснювати до редукуючого блоку, а розгин після. У зв'язку з цим подальше вивчення особливостей процесу загину-розгину блюмів носить актуальний характер.
Мета роботы: дослідження закономірностей пружно-пластичного загину і розгину безперервно-литих блюмів великого перетину в технологічній лінії МБЛЗ.
Об'єкт дослідження: Об'єкт дослідження: процес загину і розгину безперервно-литого блюма перетином 335:400 мм, що відливається на криволінійній машині безперервного литва заготівок ВАТ "ДМК ім. Дзержінського".
Перелік вирішуваних в роботі задач:
1. 1. Виконати експериментальне дослідження за оцінкою впливу деформаційних чинників на формований напружено-деформований стан в процесі загину і розгину;
2. З використанням методів фізичного моделювання розробити і реалізувати планований експеримент;
3. Досліджувати особливості результуючого формозмінення і характер деформованого стану фізичних моделей залежно від вибраних чинників;
4. Досліджувати формований напружений стан на бічній поверхні.
Планування експерименту: Планування експерименту: для здійснення лабораторного експерименту була розроблена і виготовлена установка, що дозволяє реалізувати схему загину і розгину безперервно-литого блюма вказаного перетину в масштабі 1:10. Базовими параметрами об'єкту моделювання були вибрані:
1. Розміри поперечного перетину безперервно-литого блюма складають 335:400 мм
2. Базовий радіус машини безперервного литва - 14 м.
Реалізація лабораторного експерименту базувалася на методах його планування. Згідно розробленої план матриці було виготовлено 36 пластилінових зразків - фізичних моделей. Фізичним моделям при проведенні експерименту дискретно додавали два рівні температури, а саме 0 і +15°С, що при перерахунку гомологичної температури сталі складає 974 і 1084°С. Для імітації рідко-твердої серцевини усередині зразків робилися порожнини трьох різних типорозмірів. Загин зразків здійснювався на три базові радіуси 200, 280 і 350 мм Надалі виміряли зміну розмірів координатної сітки, яка наносилася у вигляді кіл. Розгин зразків здійснювався поетапно на радіуси 280, 350, 700, 1000 мм і нескінченність. Після кожного етапу загину-розгину проводилося фотографування. Обробка отриманих даних проводилася по методиці Екєлунда.
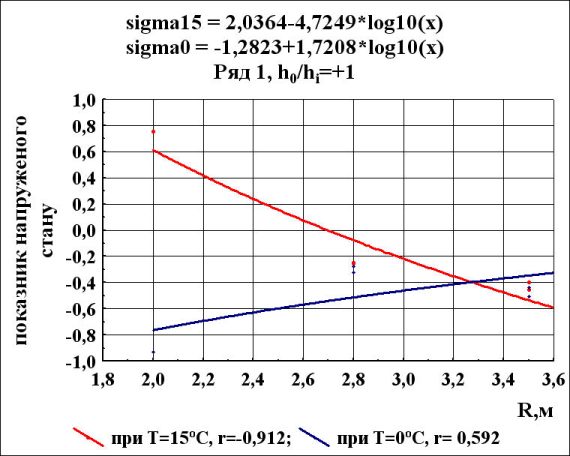
Огляд результатів і висновки: Огляд результатів і висновки: в результаті обробки первинної інформації, отриманої в ході проведення експерименту, була побудована графічна залежність динаміки зміни величин накопиченої деформації і показника напруженого стану від радіусу загину (розгину) фізичних моделей. Приклади типової залежності приведені на рисунках 1 і 2. Проведений первинний аналіз для умов реалізованого фізичного моделювання при загині моделей на радіуси 200, 280 і 350 мм, величина накопиченої деформації складає: 0,1; 0,13 і 0,16, а показник напруженого стану: -0,9; -0,5 і -0,3 відповідно. Подальший поступовий розгин призводить до зниження накопиченої деформації в середньому на 80%, залишкова величина - 20%, відповідно показник накопиченої деформації знижується в середньому на 50%. Таким чином, проведені дослідження показують, що стосовно досліджуваних умов рівень залишкових напруг і накопиченої деформації достатньо високий, може привести до порушень сплошності блюмів і вимагає обов'язкового врахування при розрахунку режимів пружно-пластичної деформації блюмів на стадії неповної кристалізації.
Рисунок 1 - Динаміка зміни величини показника напруженого стану при загині фізичних моделей
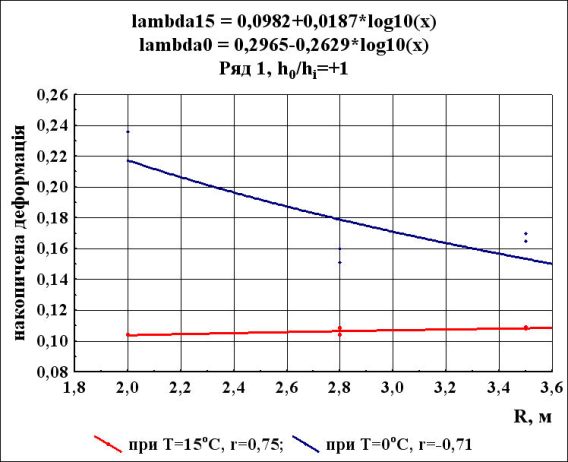
Рисунок 2 - Динаміка зміни величини накопиченої деформації при загині фізичних моделей