Проблемы качества непрерывнолитой заготовки должны решаться в интегрированной информационной среде предприятия. Зависимость дефектов слитка от предыстории его получения и последующая трансформация при дальнейших переделах требуют комплексного учета технологических параметров процессов по всей производственной линии от сырья до готовой продукции. Современные требования к МНЛЗ обязательно включают систему автоматизированного управления качеством непрерывнолитой заготовки. Такая система устанавливает и регистрирует взаимосвязь параметров качества заготовки с параметрами, характеризующими процесс разливки. Специалисты фирмы "Уралмаш - Металлургическое оборудование" для решения этой задачи разработали систему управления качеством заготовок, состоящую из трех подсистем: динамической системы вторичного охлаждения (ДСВО), системы мягкого обжатия (СМО) и автоматизированной системы "прогнозирование качества слитка" (ПКС), объединенных в единый автоматизированный программно-аппаратный комплекс с системой КИП и автоматики. Две из подсистем (ДСВО и СМО) отвечают за технологию, а третья (ПКС), основанная на самообучающейся программе статистического сбора и анализа входных и выходных данных, отвечает за контроль качества и выдает информацию для принятия решений по устранению причин брака . Особого внимания заслуживает все более широкое использование в металлургической практике самообучающихся систем автоматизированного управления качеством металлопродукции ввиду появления в последние годы совершенно новых методов решения многофакторных задач. называемых системами искусственного интеллекта, или нейронными сетями, которые строятся по принципам организации и функционирования их биологических аналогов. Нейронные сети вошли в практику везде, где нужно решать задачи прогнозирования, идентификации или управления сложными объектами (в бизнесе, медицине, технике, геологии, физике и т.д.). Нейронные сети применимы практически в любом многофакторном процессе, когда существует причинно-следственная связь между переменными-предикторами (входами) и прогнозируемыми переменными (выходами), даже если эта связь имеет очень сложную природу. которую обычно трудно выразить в терминах корреляций и различий между рассматриваемыми группами параметров. Повышение производительности и эффективности моделирования сложных производственных процессов все больше связывают с нейрокомпьютерами. Уже сейчас известные программные решения обеспечивают эффективную поддержку проектирования, обучения и моделирования множества сетевых парадигм — от базовых моделей многослойного персептрона до самых современных ассоциативных и самоорганизующихся сетей. С развитием концепции нейронных сетей, нечет-кой логики, теории нечетких множеств, геноинформатики и иммуноинформатики интеллектуальные технологии сегодня лидируют в промышленности и представляют собой исключительно мощный механизм моделирования и воспроизводства чрезвычайно сложных многофакторных процессов, где линейная аппроксимация работает плохо. Кроме того, нейронные сети справляются с "проклятием размерности" в случае большого числа факторов. Они находят широкое применение в мировой и отечественной металлургии. Задачи, решаемые искусственными нейронными сетями, типичны и для процесса непрерывной разливки стали. Самый распространенный метод понижения размерности, который широко используется в системах управления непрерывной разливкой стали, — метод анализа главных компонент (АГК). Он состоит в следующем: к данным применяется линейное преобразование, при котором направлениям новых координатных осей соответствуют направления наибольшего разброса исходных данных. Как правило, уже первая компонента отражает большую часть информации, содержащейся в экспериментальных данных. Очень часто метод АГК выделяет из многомерных исходных данных совсем небольшое число компонент, сохраняя при этом структуру информации. Один из недостатков метода АГК заключается в его линейности и, следовательно, в невозможности учесть некоторые важные характеристики структуры данных. Наиболее эффективно применение автоассоциативных нейронных сетей. реализующих "нелинейный АГК" для понижения размерности. Это сеть, которую обучают выдавать в качестве выходов свои собственные входные данные, но при этом в ее промежуточном слое содержится меньше нейронов, чем во входном и выходном слоях. Поэтому чтобы восстановить свои входные данные, сеть должна научиться представлять их в более низкой размерности. Сеть преобразует наблюдения в формат промежуточного слоя и только потом выдает их на выходе. После обучения автоассоциативной сети ее внешний интерфейс может быть сохранен и использован для понижения размерности. Как правило, в качестве автоассоциативной сети берется многослойный персептрон с тремя промежуточными слоями. При этом средний слой отвечает за представление данных в малой размерности, а два других скрытых слоя служат соответственно для нелинейного преобразования входных данных в средний слой и выходов среднего слоя в выходной слой. Автоассоциативная сеть с единственным промежуточным слоем может выполнять только линейное понижение размерности и фактически осуществляет АГК в стандартном варианте. Задача распознавания образов состоит в указании принадлежности входного образа, представленного вектором признаков, одному или нескольким предварительно определенным классам. Для распознавания образов применяют самоорганизующиеся нейронные сети, предварительно обученные и адаптированные на изображениях объектов рассматриваемых классов. Обеспечивается инвариантность к произвольному фону, устойчивость к зашумлению, вероятность правильного распознавания не ниже 98 %. В непрерывной разливке такие сети могут быть использованы для идентификации дефектов заготовки, которые обычно характеризуются номинальными переменными без четких количественных характеристик: например, ужимины. расслой, осевые, продольные. поперечные, сетчатые и паукообразные трещины. В этом случае применение лингвистических терминов в виде списков номинальных переменных делает доступными методы нечеткого кодирования исходной информации о типе дефекта заготовки. Обычно задачи классификации практически очень плохо алгоритмизуются. Кластеризация — это разбиение набора данных на несколько компактных областей (кластеров), причем число кластеров заранее неизвестно. Кластеризация обеспечивает применение для исследования каждого кластера различных методов. Например, нейронная сеть на основе методики использования МГУА. (метод группового учета аргументов) дает возможность построить зависимость одного параметра от других в виде полинома. Такая сеть может мгновенно выявить фальсифицированные или ошибочные исходные данные, неверные показания контрольно-измерительной аппаратуры, вмешательство в технологический процесс и т.д. Обученная нейронная сеть может выступать как эксперт, обладающий очень большим опытом и способный дать ответ на сложный вопрос. Нейросетевой подход в задачах экспертной оценки сочетает в себе способность компьютера к вычислению и способность мозга к обобщению и распознаванию. Алгоритм кластеризации основан на подобии образов и размещает подобные образы в один кластер без применения обучающей выборки. Этот тип сетей может быть использован для автоматизированной балльной оценки дефектов непрерывнолитого слитка с целью принятия решения отбраковки или дальнейшего передела. Введение лингвистической переменной и термов для оценки дефектов заготовки сделает технологические режимы более гибкими, экономичными и адекватными требованиям потребителя готовой продукции. Понятие лингвистической переменной впервые введено Л. Заде, который расширил классическое понятие множества, допустив, что характеристическая функция принадлежности элемента множеству может принимать любые значения в интервале (0,1), а не только значения 0 либо 1. Это позволило создать фундамент теории нечетких множеств и нечеткой логики, а также предпосылки для внедрения методов нечеткого управления в инженерную практику. При проведении исследований набор экспериментальных данных, используемых для обучающей выборки ((х1, у1,), (х2,, у2,), ..., (хn,уn)), генерируется неизвестной функцией, искаженной "аддитивным шумом". Задача аппроксимации состоит в определении степени достоверности исследуемой функциональной зависимости. Наиболее эффективно автоматизировать такие исследования и проводить их с использованием репликативных нейронных сетей, что особенно актуально для расширения марочного сортамента разливаемой стали и регламентации технологических требований производства. Репликативная нейронная сеть приводит шумовой компонент к среднему значению, и результат, получаемый на выходе сети, является суммой информативной части вектора (входного вектора) и среднего значения шума в данной точке многообразия. Если среднее значение равно нулю, то выходной слой воспроизводит входной вектор, удаляя случайный шум. Задачей оптимизации показателей технологического процесса является нахождение решения, удовлетворяющего системе ограничений и максимизирующего или минимизирующего целевую функцию. Для оптимизации процесса непрерывной разливки металла применим целый класс искусственных нейронных сетей, который включает так называемые сети Хопфилда, Хэмминга, Коска, Карпентера, Гроссберга и др., более известные по именам их разработчиков. Модель, разработанную К. Фукушима, чаше называют когнитроном. Когнитрон инвариантен к поворотам, перемещениям и изменениям масштабов распознаваемых образов. В случае отсутствия информации о том, какие входные переменные действительно существенно влияют на целевую функцию, часто используют построение нейронной сети, специально предназначенной для отбора значимых переменных с применением генетических алгоритмов отбора входных данных — Genetic Algorhitm Input Selection. Впервые идея использования генетических алгоритмов в нейронных сетях была предложена Дж. Голландом. Генетический алгоритм—это последовательность управляющих действий и операций, моделирующая эволюционные процессы на основе аналогов механизмов генетического наследования и естественного отбора. По скорости определения оптимума целевой функции генетические алгоритмы на несколъко порядков превосходят случайный поиск или глобальный перебор входных параметров. Высокая степень распараллеленности обработки информации позволяет успешно применять нейросетевые технологии для решения задач комбинаторной оптимизации. Решение таких задач традиционными методами математического программирования, большинство из которых ориентировано на вычислительную технику с последовательной архитектурой, сопряжено с большими временными затратами, неприемлемыми для быстропротекающих многофакторных технологических процессов в металлургической практике. В области непрерывной разливки необходимо максимально использовать достигнутый сегодня опыт применения нейронных сетей в промышленном производстве. Современные тенденции в развитии и совершенствовании процесса непрерывной разливки стали характеризуются возрастанием требований к качеству готового продукта, расширением марочного сортамента разливаемых сталей, а также стремлением к проведению процесса разливки с горячим либо прямым посадом отлитых заготовок в линию прокатного стана, что позволяет значительно сократить энергию и время на получение готовой продукции. Необходимой предпосылкой для успешного проведения процесса непрерывной разливки с горячим или прямым посадом является применение интеллектуальных систем управления качеством заготовок. В настоящий момент технология моделирования и анализа достаточно формализована. Быстро внедряются в промышленность системы искусственного интеллекта (MIQ — Machine Intelligent Qoutient). Поскольку и способность, и сложность модульных систем искусственного интеллекта существенно возросли, при проектировании систем для динамических процессов есть особые требования, связанные с неуверенностью в информационной среде, к которым, как правило, не апеллирует обычная теория систем. Ввиду таких особенностей информационной среды степень эффективности решения нарастает при накоплении информации о процессе, использование которой для расчета лучшего решения осуществляется в динамике протекания самого исследуемого процесса. Интеллектуальные технологии базируются на автоматизированном многофакторном анализе информационной среды. Внедрение автоматизированных систем управления качеством (АСУК) готовой продукции невозможно без создания единого информационного пространства по всей технологической линии ее производства. Динамическая оптимизация многофакторных процессов, оперативное решение технологических и экономических задач возможны только на основе непрерывного анализа и постоянного пополнения массива исходных данных. Структура базы данных непрерывной разливки должна предусматривать возможность использования современных достижений и теоретических разработок в области интеллектуальных систем, реляционную увязку по ключевым полям с базами данных вне-печной обработки стали, сталеплавильного и аглодоменного производств, возможность отслеживать металл от сырья до реализации готовой продукции, а также динамику его эксплуатационных свойств у потребителя. Это особенно актуально, поскольку пока для непрерывной разливки не разработано унифицированных обобщенных теоретических моделей, увязывающих качество заготовки с параметрами разливки и свойствами подаваемого на разливку жидкого металла, трансформацией его качества на последующих переделах. Для оценки дефектов заготовки обычно используют номинальные переменные без количественных характеристик и без увязки этих переменных с параметрами ("историей") происхождения металла, а также с последующей логистикой. В настоящее время в области непрерывной разливки стали и управления качеством заготовки известен ограниченный крут задач, для которых возможно точное аналитическое решение. Большинство технологических параметров процесса подбираются опытным путем. Вместе с тем современное развитие вычислительной техники и интеллектуальных технологий позволяет изменить саму постановку задачи и находить ее решение более общими методами. Практически все процессы управления качеством получаемой продукции относятся к многофакторным. Исследование технологических процессов и их оптимизация весьма затруднены. поскольку экспериментальное установление закономерностей их протекания, как правило, представляет задачу множественного регрессионного анализа. Такие задачи уже при двух-трех десятках влияющих параметров в значительной мере стохастические и находятся за пределами возможностей аналитических методов решения. Стохастический процесс по мере накопления знаний о нем из марковского превращается в прогнозируемый — детерминированный. Закономерности процесса исследуются для того, чтобы его оптимизировать в соответствии с заданной целевой функцией или функционалом. Однако сама целевая функция обязана содержать те параметры процесса, которые обычно представляется необходимым оптимизировать с целью получения тех или иных преимуществ в технологии, качестве продукции и экономике. Таким образом, знание поставленной цели (сформулированной в целевой функции) и параметров технологического режима (фактически наблюдаемых и фиксируемых в каком-либо банке данных) — необходимое и достаточное условие для отработки эффективной математической схемы оптимизации процесса получения непрерывнолитой заготовки. В такой постановке задачи исключается изначальная необходимость знания самих закономерностей процесса для последующей его оптимизации. В многофакторных задачах обычно стремление знать, как протекает процесс, превалирует над практической целесообразностью необходимого знания и препятствует решению поставленной задачи. Если информационная база данных процесса постоянно пополняется и представляет собой генеральную совокупность всех мыслимых наблюдений и используемых управляющих параметров с обратной связью, то технологический режим при заданных граничных условиях целевой функции фактически становится самонастраивающимся. Система управления процессом в этом случае выполняет функции самообучающейся системы искусственного интеллекта для оптимального управления технологическим режимом, а целевая функция с граничными условиями становится программным драйвером системы. При варьировании век-тора целевой функции получаемый в результате расчетов вектор направления оптимизации процесса соответствует экстремальным значениям фактически существующих функциональных отношений между его параметрами. Практическая реализация интеллектуальных систем управления качеством продукции возможна на предприятиях. где максимально достигаются автоматический контроль и накопление базовой информации о технологических параметрах процесса. Наиболее перспективными представляются разработка и внедрение стандартизированных программных модулей с общими универсальными методами решения многофакторных задач. В последнее время на рынке интеллектуальной продукции появляется все больше систем многофакторной оптимизации сложных технологических процессов, которые с успехом могут быть использованы в задачах управления качеством непрерывнолитой заготовки. Так. Например, в ЦНИИчермете разработаны профессиональные системы многофакторной оптимизации промышленного производства и технологических процессов. Они обеспечивают: применимость к любым задачам оптимизации и управления; общность решения и универсальность математической модели; адаптируемость к изменению условий и задач оптимизации; простоту варьирования целевой функции (задач оптимизации); визуальный контроль (мониторинг) работы системы на любом этапе; автоматическое выявление неизвестных факторов влияния на процесс; ранжирование влияющих показателей генетическими алгоритма-ми; контроль вмешательства и прогноз дрейфа показателей процесса; интегрируемость в любые действующие системы управления; внедряемость на базе существующего оборудования предприятия. Область применения разработанных интеллектуальных модулей — оптимизация производственных планов, портфеля заказов, технологических процессов, экономики и управления предприятием, системы управления качеством продукции, виртуальные процессы, агрегаты и технологии имитационного моделирования, прогноз и стратегия развития предприятия. Они предназначены для повышения эффективности управления предприятием, производствами, технологическими процессами, качеством и себестоимостью товарной продукции в динамических условиях изменения цен и конъюнктуры рынка. При этом решаются следующие задачи: многофакторная оптимизация прибыли предприятия и стратегии развития, выявление резервов совершенствования и "узких" мест производственных циклов; оптимизация производства, технологии, качества, экономики и управления, разработка виртуальных компьютерных моделей и оптимальных циклов производства; разработка средств контроля достоверности производственной информации, прогноз дрейфа технико-экономических показателей. Средствами решения являются современные разработки в области нейрогеноиммуноинформатики, систем искусственного интеллекта, многофакторного анализа, теории нечетких множеств, нечеткой логики и сингулярных матриц. Используются многофакторный анализ и верификация цифровых объемно-динамических видео-изображений информационных потоков, эмулирование и адаптация нейроструктур и имитационных моделей исследуемых процессов производства. На практике наибольшую сложность представляет под-готовка информационных массивов для обеспечения эффективной работы интеллектуальной системы оптимизации, поэтому предусматриваются автоматизированное препроцессирование информационных потоков, а также контроль и анализ качества исходной информации. На рис. 1 представлена блок-схема основных модулей системы, а на рис. 2 — практический мониторинг функционирования системы оптимизации. Названия и расположение блоков соответствуют названиям и расположению модулей на рис. 1.  Рисунок 1 – Блок-схема основных модулей системы оптимизации 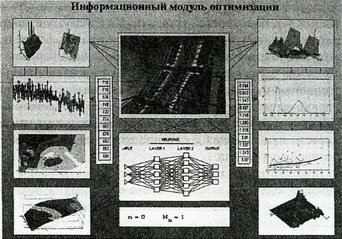 Рисунок 2 – Практический мониторинг работы системы многофакторной оптимизации Система контроля и управления качеством готовой продукции, как и любой объект многофакторной оптимизации, в реальных условиях основывается на анализе информационного потока, включающего технологические параметры процесса, текущие показания контрольно-измерительной аппаратуры, фундаментальные знания о процессе, показатели качества готовой продукции, расходные коэффициенты материальных и энергетических ресурсов, параметры состояния технологического оборудования, экономические показатели производства и т.д. Информационный поток фиксируемых показателей процесса проходит предварительную предобработку (препроцессирование) для дальнейшего его использования в системе управления и многофакторной оптимизации. Предобработка заключается в преобразовании данных и приведении их к одинаковому масштабу, близкому к единице. В качестве такого преобразования может быть использовано деление каждого параметра на его матожидание в некоторой подвыборке или другие методы нормировки. При использовании нейронных сетей масштабирование осуществляется с помощью передаточных функций. Передаточная функция для каждого элемента сети выбирается таким образом, чтобы ее входной элемент мог принимать произвольные значения, а выходные значения лежали бы в строго ограниченном диапазоне. Если передаточная функция является гладкой, а ее производная легко вычисляется, это обстоятельство весьма существенно для работы алгоритма обучения нейронной сети. В итоге получается безразмерный пара-метр. сопоставимый по масштабу с любым другим параметром процесса; например. обеспечивается сопоставимость по масштабу массы металла в сталеразливочном ковше и содержания газа в полученном слитке. Масштабирование — очень важная и необходимая процедура подготовки информации для последующей обработки. Подготовленная информация может быть преобразована в трехмерный видеопоток с непрерывным процессом сканирования входных параметров. Это позволяет оперативно формулировать задачи оптимизации процесса. В данном случае целевая функция оптимизации представляет собой просто многомерный вектор с компонентами требуемых выходных технологических или экономических параметров процесса. Для компонент вектора могут быть заданы граничные условия в виде допустимых диапазонов их изменений. Таким образом, целевая функция оптимизации выполняет задачу необходимого ограничения поверхности видеопотока требуемыми показателями процесса. В условиях производства входная информация может быть искажена случайными или систематическими ошибками, нерегламентированным вмешательством в процесс фатальных факторов производства, отклонениями от допустимых технологических режимов ввиду отсутствия необходимого знания о фактическом механизме протекания процесса, сбоями в работе контрольно-измерительной аппаратуры и т.д. Все эти факторы оказывают дестабилизирующее влияние на качество получаемой готовой продукции. Таким образом, факторы качества готовой продукции и факторы "дестабилизации" принадлежат одному классу параметров процесса и должны тестироваться одинаковыми математическими методами. В качестве таких методов могут использоваться стандартные приемы обработки информации и оценки распределений средних выборочных значений параметров процесса. доверительные интервалы, интервалы вмешательства. анализ трендов, автоматизированные контрольные карты качества по Шеворту, диаграммы Парето и т.д. Вместе с препроцессированием. вносящим существенный вклад в очистку информации от искажений тарировки контрольно-измерительной аппаратуры, блок дополнительной обработки информации путем выявления и анализа дестабилизирующих факторов процесса в первом приближении позволяет оценить их степень значимости и ранжировать по эффективности влияния на качество продукции. Это имеет большое значение в случае необходимости снижения размерности многофакторного процесса управления качеством готовой продукции. Автоматизированный регрессионный анализ ранжированной по параметрам целевой функции информации применяется для выявления фактических закономерностей протекания процесса. В случае высокой корреляции полученные зависимости используются для снижения размерности генеральной совокупности факторов и вносятся в банк данных выявленных закономерностей процесса. На базе полученных закономерностей могут создаваться виртуальная модель процесса или алгоритмы детерминированной передачи параметра управления. Модуль автоматизированного корреляционного анализа отслеживает изменение кососимметричной матрицы коэффициентов корреляции и оценивает эффективность направления оптимизации через изменение скорости приближения к единице коэффициента множественной корреляции. Дополнительно модуль содержит алгоритм решения обратной задачи — замены малозначимых или неизвестных параметров процесса минимальным количеством синтезированных связей из условия детерминирования процесса и практического равенства единице коэффициента множественной корреляции. Кроме снижения размерности процесса. это позволяет по характеристикам полученных синтезированных связей и соответствия физических единиц измерения (при дальнейшем постпроцессировании) оценить ранее неизвестные существенные параметры процесса и при необходимости внести корректировку в генеральную совокупность признаков или виртуальную модель процесса. Важное значение при автоматизированной обработке информации о протекании многофакторного процесса имеет использование стандартных методов иммуноинформатики и геноинформатики. Каждый дополнительный параметр процесса — это новая размерность в пространстве данных. Отбор входных переменных и понижение размерности пространства предусмотрены в рамках специализированного модуля кон-роля степени значимости выбираемой совокупности факторов. Выбор входных параметров — исключительно важный этап защиты от "проклятия размерности" при построении нейронных сетей. Генетические алгоритмы хорошо приспособлены для решения задач такого типа, поскольку дают возможность проводить поиск среди большого числа комбинаций входов при наличии взаимосвязи между входными переменными. Модуль многофакторного анализа позволяет визуально отслеживать характер взаимосвязи между параметрами процесса и дополнительно выполняет функции формирования вложенных массивов исходных данных процесса, выделяя цветом последовательные равные диапазоны изменения параметров. Таким образом, ресурсоемкая цифровая обработка информации осуществляется в видеорежиме передачи данных. Расчет ведется только в окрестности точки глобального экстремума или в диапазоне граничных условий целевой функции. Для обеспечения требуемого быстродействия системы применяется метод формирования многократно вложенных массивов данных в многократно-многомерном пространстве -—. "древовидная" структура пространства. Фрактальный анализ используется для сокращения области расчетов и исключения лишних циклов расчета в окрестности локальных экстремумов целевой функции на полученной гиперповерхности. Модуль прогноза дрейфа параметров процесса построен на принципе проекции временных рядов (частный случай регрессии) и для сопоставительной оценки параллельно использует несколько известных методов прогноза на разных алгоритмах. Прогнозируемая переменная может быть как числовой, так и номинальной, прогноз временной или пошаговый. Для формирования многомерной поверхности данных применяется сплайн-интерполяция, а для ее описания — многомерная регрессия с возможностью выбора того или иного удобного варианта представления конечного результата в аналитико-эмпирическом виде. Верификация гиперповерхности может осуществляться в видеоформате, а также по изменению коэффициента множественной корреляции. Система оптимизации процесса также предусматривает два упрощенных варианта использования результатов многофакторного анализа на двух разных математических платформах: автоматизированное формирование виртуальной модели процесса на базе многомерной регрессии в "древовидном" пространстве данных; автоматизированное генерирование нейросетевых структур под решение конкретной задачи оптимизации и управления. Очевидно, что второй, упрощенный вариант применим только в условиях заданной целевой функции (переобучение нейронной сети может привести к ухудшению показателей технологического процесса), а первый имеет более широкий интервал применения вследствие возможности экстраполяции эмпирических зависимостей. Наиболее эффективно использование всей системы многофакторной оптимизации производственных процессов, однако в настоящее время это могут позволить себе только предприятия с достаточно проработанными и отлаженными (нормализованными) базами данных производственных процессов в едином информационном пространстве предприятия. При отсутствии таких условий внедрение системы по интеллектуальным затратам сопоставимо с внедрением тяжелых систем класса MRP-II (Manufacturing Resourse Planning) и требует высококвалифицированного обслуживающего персонала, а по эффективности значительно их превосходит за счет решения широкого круга задач наиболее общими методами, а также гибкого управления точностью и направлением оптимизации с помощью изменения граничных условий универсально формируемой целевой функции. На рис, 1 и 2 представлены основные программные модули системы многофакторной оптимизации производственных процессов. Совершенно очевидно, что для эффективного функционирования универсальной потоковой обработки информации необходимо иметь вспомогательные модули для распознавания информации, обмена потоковой информацией между всеми блоками системы, управления технологическим процессом, контроля аварийных ситуаций, формирования и выдачи технических отчетов и т.д. На большинстве металлургических предприятий имеются соответствующие технические средства современной платформы и архитектуры для автоматизации технологических процессов, которые обладают достаточной надежностью, не требуют больших эксплуатационных затрат. На уровне участков и цехов уже внедрены локальные системы класса MRP-II,ERP (Enterprise Resourse Planning) или осуществляется их модернизация для совмещения стандартов и форматов с глобальной интегрированной системой. Обслуживающий персонал обладает достаточной квалификацией для внедрения компьютерного моделирования с использованием современных достижений в области интеллектуальных технологий. При условии наличия информационных баз данных технологических и технико-экономических показателей деятельности предприятия достигается глобальный максимум эффективности в задаваемых (варьируемых) ограничениях производства. Для удобства пользователя и обеспечения привычного интерфейса в предлагаемом ЦНИИчерметом варианте могут быть реализованы надстройки (плагины) к типовым пакетам Microsoft Office. В настоящее время разработаны отечественные профессиональные системы оптимизации промышленного производства и технологических процессов, которые на порядок дешевле предлагаемых комплектных поставок по импорту и могут быть использованы для управления качеством непрерывнолитой заготовки. Область применения разработанных унифицированных интеллектуальных программных модулей значительно шире рассматриваемой задачи контроля и управления качеством заготовки. Они применимы также для оптимизации производственных планов, портфеля заказов, оптимизации технологических процессов, экономики и управления предприятием, систем управления качеством продукции, совершенствования моделей виртуальных процессов, агрегатов и технологии имитационного моделирования. прогноза и стратегии развития предприятия. Разработанные системы предназначены для повышения эффективности управления предприятием, производствами, технологическими процессами, качеством и себестоимостью товарной продукции в динамических условиях изменения цен и конъюнктуры рынка. Результаты опробования разработанных интеллектуальных модулей в промышленных условиях показывают высокую эффективность многофакторной оптимизации производства и существенные резервы экономии материальных, энергетических и финансовых ресурсов предприятий при гарантированном качестве готовой продукции. |