Інженер. Студентський науково-технічний журнал. Донецьк:ДонНТУ, 2006. - № 7. – с. 25-28.
Наиболее устойчивой тенденцией современного машиностроительного производства является непрерывное повышение его производительности и качества выпускаемой продукции. Это определяет актуальность поиска путей совершенствования структуры технологических операций машиностроения, обеспечивающих повышение производительности и качества выпускаемой продукции.
Одним из обязательных условий повышения производительности и качества обработки резанием является своевременное удаление стружки из рабочей зоны, так как при повторном попадании отделенной стружки (являющейся фактически абразивом) [1] в зону резания имеет место интенсивный износ инструмента, увеличение энергозатрат резания и ряд других негативных явлений. Особую актуальность удаление стружки имеет при фрезеровании закрытых профильных пазов (Т-образных, типа «ласточкин хвост»), фигурных лабиринтов и др., поскольку образующееся при этом пространство паза в силу его замкнутости достаточно быстро заполняется отделенной стружкой, которая при дальнейшем сжатии оказывает силовое воздействие на режущий инструмент, циркулирует и повторно попадает в зону резания.
Изучение указанного процесса может быть осуществлено путем измерения формирующихся при этом сил резания.
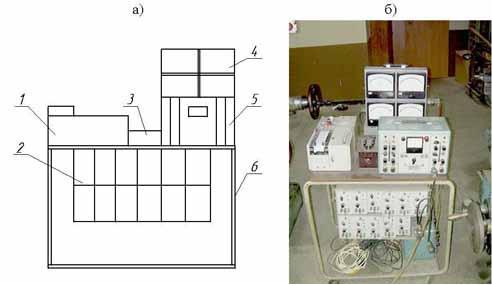
Измерение сил резания выполняется с использованием специальной установки (рис. 1).
В ее состав входят:
- универсальный динамометр УДМ-600;
- приспособление – столик для закрепления заготовки (рис.2);
- усилитель тензометрический четырехканальный УТЧ-1;
- показывающий прибор;
- блок избирателей пределов;
- прибор быстродействующий самопишущий H338-1;
- переключатель входов регистрирующего прибора.

Установка смонтирована на подвижном лабораторном столе. Схема расположения основных элементов установки изображена на рис. 1.

На рис. 3 представлена схема ее электрических соединений. Для измерений датчик-динамометр УДМ-600 устанавливается на станке 6М76П.
При фрезеровании величина сил резания пропорциональна отклонению пера записывающего прибора под действием электрического сигнала. Это отклонение фиксируется на ленте самопишущего прибора. По тарировочному графику определяется величина действующих значений силы резания.
Пример измерения составляющей Pv как функции подачи Sz представлен на рис. 4:
- кривая 1 соответствует обработке «всухую» - без применения смазочно-охлаждающей технологической среды (СОТС);
- кривая 2 соответствует обработке с поливом СОТС в зону резания свободной струей;
- кривая 3 соответствует удалению стружки из зоны резания напорной струей СОТС).
Из приведенного графика видно, что соотношение значений составляющей Pv при обработке «всухую» и с поливом свободной струей составляет в среднем 10 %, а при обработке «всухую» и с удалением стружки напорной струей СОТС – 30 %.
На основании приведенных данных можно сделать взвод о том, что удаление стружки напорной струей СОТС позволяет снизить силовые характеристики процесса на 30 %.
1. Разработана конструкция и изготовлена установка для экспериментального определения сил резания при фрезеровании закрытых профильных пазов.
2. Выполнены замеры силы резания Pv при различных режимах обработки, результаты которых показывают, что удаление стружки напорной струей СОТС позволяет снизить силовые характеристики процесса на 30 %.
1. Степанов А. Высокоскоростное фрезерование в современном производстве // CAD/CAM/CAE Observer, № 4 (13), 2003. – С. 6.