http://www.trametal.com/outils-coupants/article-4-2048-percage-conception-et-experimentation-d-un-nouveau-type-outil-coupant-le-foret-carre.html
В 1997 общество AOS, специализированное по изготовлению и заточке режущих инструментов, обнаружило то, что потом назвали «квадратным сверлом» вследствие особенного заказа одного из своих клиентов. Это дало идею развивать собственное “ квадратное сверло ”, эта статья объясняет концепцию этой идеи и то, что она влечет за собой.
«Квадратное сверло» созданное обществом Заточка Инструментарий Сервис AOS было разработано чтобы отвечать требованиям сверления в материалах большой плотности. Между тем, эта конфигурация не имела до настоящего времени никаких логических изучений по геометрическим параметрам и сравнительно со спиральным сверлом. Первое решение состояло в том, чтобы установить нормы, представляющие его характеристики.
Затем, цель состояла в том, чтобы определять оптимальные условия его использования. Это изучение сопровождается сравнительной экспериментальной обработкой спиральным и " квадратным" сверлами для установки визуального интерфейса, позволяющего пользователям определить “ оптимальное квадратное сверло ” для их обработки.

Рис 1 - Новый тип сверла: 1) «квадратное сверло» состоящее из сплошного квадратного сечения; 2) «квадратное сверло» снабженное каналами для СОЖ.
Определение «квадратного сверла»
“ Квадратное сверло ” из моноблока микрозернистого углерода (рис 1) было специально разработано для обработки сплавов алюминия, чугуна и труднообрабатываемых материалов. Его цилиндрическая форма диаметра, включающего два выступа в прямом пазе и двух зубов с углом винта 0 °, ему придает сопртивляющую пару точно центрированную по отношению к оси. Верхушка на конце сверла имеет переменные углы следующие за обрабатываемым материалом. Сверло позволяет обработку цилиндрических сквозных или глухих отверстий. Оно может быть оснащено каналами поливки (рис 2) чтобы благоприятствовать смазке и удалению стружки для сверления глубиной достигающего до пятнадцати диаметров. В изучении, было использовано квадратное сверло сплошного квадратного сечения без отверстий поливки.

Рис 2 - Вид вершины” квадратных сверел ” представленных на рис. 1. Очень хорошо можно различить на сверле 2) выход каналов для СОЖ.
Подготовка испытаний
Чтобы определить технические характеристики и оптимальные условия резания, необходимо определить параметры, влияющие на обработку. С этой целью рассмотрели критерии по уровню значимости, принимая в расчет критерии, ожидаемые пользователями, то есть геометрическое качество сверления (цилиндричность, круглость), состояние поверхности (шероховатость), время сверления, продолжительность работоспособности сверла и глубина сверления. Когда эти критерии были определены, надо было разделить два типа природы факторов: наиболее преобладающие внутренние факторы, с одной стороны переменные как и углы вершины резания и задней поверхности, подача и скорость резания Vc, с другой стороны постоянные факторы, которым являются примеси углерода У20, угол паза 0 °, диаметры сверел 6, 8, 10 и 14 мм, материал которых Inconel 718, титан ТА6, и сталь C22; так же как постоянные внешние факторы, которыми являются смазка и максимальная скорость вращения шпинделя.
В зависимости от переменных параметров, был установлен протокол связных и повторных испытаний. Таким образом, серия 1 была предназначена определить угол при вершине (рис 3), серия 2 - для угла резания (рис 4) и серия 3 - для угла задней поверхности (рис 5). Наконец, последняя серия была предназначена для определения оптимальных условий резания.

Рис 3 - Угол при вершине j
Рис 4 - Угол резания
Рис 5 - Угол задней поверхности "альфa"
Проведение испытаний
Для этих испытаний, каждое сверление сквозное. Инструменты меняются при всех трёх сверлениях. Их геометрия остаётся идентичной, какими бы ни были их диаметры и обрабатываемый материал. Условия резания переменные с тремя скоростями резания и подачей на оборот, выбранными по рекомендациям для спирального сверла и / или с углеродистыми пластинами. Чтобы оптимизировать смазку, очистка производится на 2 мм для того, чтобы позволить смазочному материалу проникнуть в отверстие и благоприятствовать удалению стружки таким образом, чтобы охлаждать вершину инструмента.
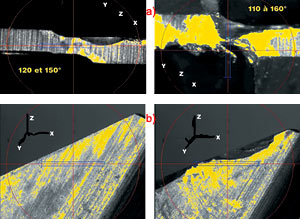
Рис 6 а - Макрографический анализ вершины инструмента
Рис 6 б - Макрографический анализ режущей кромки инструмента
Зарегистрированные результаты
В случае материалов высокой плотности такой как Inconel и титан, инструменты показывают приемлемый износ и положительные размерные результаты для угла при вершине (рис 6 a) значением 130 ° и / или 140 °, который требует минимальное усилие резания на инструмент, угол резания -2,5 ° и задней поверхности 8 °. Удаление стружки прошло без проблем. В материалах низкой плотности, усилие проникновения небольшое, инструмент " вырывает" материал и стружку в виде частиц (рис 7). Представленные результаты опровергают утверждение: "квадратное сверло" - хрупкий материал.

Рис 7 - Выявление концентрации частиц.
Анализ инструментов обнаружил, что ни один не подвергся повреждению и что они дали удовлетворительные результаты. При размерном анализе просверленных отверстий, заметили, что диаметр увеличивался в зависимости от угла при вершине и, что цилиндричность увеличивалась, по мере того, как уменьшался угол при вершине.
Экспериментальные испытания для определения условий резания позволили констатировать положительные результаты для материалов трудно поддающихся проникновению (Inconel и титан), результаты, которые подтвердились и поддержались вследствии измерения параметров шероховатости. Напротив, было констатировано, что результаты пары "квадратное сверло " - сталь C22 подтверждали теоретические гипотезы, в то время как визуальное наблюдение позволяло констатировать плохое состояние поверхности.
Сравнительные испытания между спиральными и "квадратными" сверлами
Чтобы определить потенциал “ квадратного сверла ”по сравнению со спиральным, были произведены испытания (таблица 1 представляет геометрические параметры инструментов), позволяющие просто сравнить преимущества и недостатки инструментов.
Анализ инструментов показал износ “ квадратного сверла ” при сверлении в Inconel и в титане трудно поддающихся проникновению. Между тем, размерный анализ отверстий показал, что можно получить точность цилиндричности 5 и 50 микрометров на диаметр, это квадратное сверло позволяет осуществлять более глубокое сверление, избегая проблем изгиба классических сверел- этот факт дает ему преимущество представляться как сверло наиболее благоприятное для сверления глубиной до пятнадцати его диаметров.
Чтобы пояснить Читателю, таблица 2 предоставляет сравнение условий резания спирального и " квадратного" сверл в зависимости от материала и диаметра сверла.
Таблица 1 - Геометрические параметры различных сверл, использованных для испытаний
| Сверло |
Квадратное |
Спиральное |
| C22 |
TA6V |
718 |
| Угол при вершине |
110° |
130° |
140° |
145° |
| Угол резания |
0° |
0° |
-2,5° |
20° |
| Угол задней поверхности |
4° |
8° |
8° |
8° |
| Уголь спиральной канавки |
0° |
0° |
0° |
40° |
Таблица 2 - Сравнение условий резания спиральнного и " квадратного" сверл в зависимости от материала и диаметра инструмента
| Обрабатываемый материал |
Вид сверлеия (условия сверления диаметра 10 мм) |
| Спиральное |
Квадратное |
| Материал инструмента |
Твердлсть по Викерсу |
Быстрорежущая сталь |
Кобальтовая быстрорежущая сталь |
Углеродистая |
3 цементируемая углеродистая |
Углеродистая/TD> |
| Vc |
S |
Vc |
S |
Vc |
S |
Vc |
S |
Vc |
S |
| Сталь C22 |
150 |
32 |
0,25 |
Не рекомендуется |
80 |
0,16 |
80 |
0,2 |
50 |
0,060 |
| Inconel 718 |
425 |
Не рекомендуется |
6 |
>0,08 |
15 |
0,1 |
Не рекомендуется |
35 |
0,025 |
| Титан TA6V |
350 |
Не рекомендуется |
5 |
>0,08 |
15 |
0,1 |
Не рекомендуется |
30 |
0,030 |
Интерактивный визуальный интерфейс и норма
Все испытания и полученные данные позволили создать интерактивный визуальный интерфейс под видом информационного средства, объединяющего типовую группу сверл в зависимости от их геометрии и обрабатываемого материала. Этот интерфейс опирается на собранные опытные данные. Использование просто. Вводят тип обрабатываемого материала и диаметр сверления, параметры могут быть собраны в базе данных предварительно зарегистрированной. Геометрические параметры, которыми являются углы при вершине, резания и задней поверхности необходимы для определения инструмента, представлены простым запросом на индикацию результатов. Чтобы приносить уточнения предприятию и пользователям в индустрии, были включены оптимальные условия резания, а также ожидаемые результаты по допуску на круглость и цилиндричность, эти критерии были необходимы для потенциальных пользователей.
Чтобы осуществлять изучение и утверждение “ квадратного сверла AOS ”, его геометрические параметры были объединены в Норме AOS чтобы владеть лучше его эксплуатацией. В соблюдении технического задания, план действия испытаний был установлен,в том числе поиск наиболее интересных обрабатываемых материалов рынка. Эти определенные элементы использовались для определения постоянных и переменных факторов для изучения. Экспериментальные испытания позволили зафиксировать эти параметры, в том числе оптимальные условия резания для инструмента в зависимости от каждого материала и каждого диаметра. Между тем, чтобы оценивать и подтверждать все эти работы, остается необходимым продолжать испытания для того, чтобы обогащать базу данных визуального интерфейса, настоящий инструмент помогает в выборе сверл в зависимости от определенных критериев. Протокол экспериментальных испытаний в настоящее время пополняется данными чтобы дополнять анализ,развитие и утверждение "квадратного" сверла.
Данные исследования в основном были проведены Стефаном Лебюфф, профессор Общественного Университета - IUT, Анжер Шоле, факультет Инженерной механики и производительности, и Мишель Бонно, ПДЖ общества A.O.S. Заточка Инструментарий Сервис.

