The centrifugal casting was got by considerable distribution in casting industry. This method is pour off wares from various alloys weighing from stakes of gramme to tens of tons. Development of pipe casting manufacture, atomic energy, reactive technique and other industries opens new possibilities for the use of method of the centrifugal casting and his perfection.
The best effect is achieved at application of the centrifugal casting for casting of bodies of rotation [1]. The centrifugal casting attained most scales in the production of cast-iron pipes.
Basic advantages of this method of casting:
– high closeness of foundings;
– promoted output of suitable (90–100 %);
– exception of expenses on making of bars for the receipt of cavities in the cylindrical foundings;
– improvement of filled of form a metal; receipt of foundings from alloys, possessing low fluidity;
– possibility of receipt of two- and multi-layered, and also the reinforced wares.
Basic lacks of the centrifugal casting:
– inaccuracy of diameter of internal cavity of foundings;
– contamination of free surface of foundings non-metal including;
– presence of the special machines; expensive castings forms which must have high durability and impermeability because of the promoted pressure of metal;
– limitation on configuration and serialness of production.
Practical actuality of this master's degree work is a task of replacement of the system of drive of direct current by the system of drive of alternating current.
Scientific actuality of this work is conditioned a few of attempts of application of the system of drive of alternating current for the machines of the centrifugal casting.
A purpose of work is comparison of two systems of asynchronous drive built on a chart a transformer of frequency is an asynchronous engine with the external contours of speed and acceleration.
A basic idea is replacement of contour speed of the system of TC - AM by the contour of acceleration.
The scientific novelty of work consists in tom, that in the external contour of the system of the inferior adjusting in place of sensors of speed the sensors of acceleration will be applied.
The practical value of work consists in the removal of sensors of speed from the structure of drive and improvement of his indexes.
A liquid metal is given on a chamfer 1 (fig. 1) in circulating and cooled water mould 2 at its axial moving (on a pointer), what is achieve the even distributing of metal on length of pipe. Since the inundated metal is hardened, pipe 5 stretches by the special ticks. Mould is cleared then, put a bar which forms bell part of pipe, and a cycle repeats oneself. Cooling of mould is carried out by aquatic bath.
Preparation of machine to founding of pipes consists of the followings operations:
а) preparation of scoop;
b) preparation of chamfer;
c) preparation of bars;
d) heating of mould.
Scoop 3 (fig. 1) lay out a fire-brick, dry out and heat. The dried out chamfers cover a graphite paint, whereupon dry out again. Bars for formation of bell part – 4 on fig. 1.
The number of turns of centrifugal machines is appointed in accordance with requirements by technologies of casting. In the machines of universal type, wares of different diameter intended for casting, it is necessary to foresee possibility of passing to different speeds of rotation. A change speed of rotation is sometimes required in the process of inundation. From here is a necessity of application of the special drives for the change of speeds.
The range of change speed of rotation of centrifugal machine is usually small. At the range of adjusting 2 – 3 and saving permanent gravitation coefficient on an internal surface it is possible to get wares the internal diameter of which changes in 4 – 9 times[1].
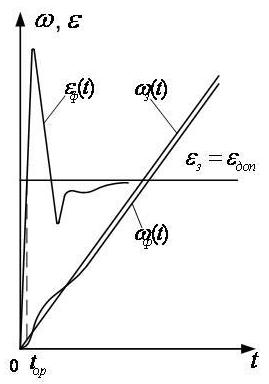
Modern centrifugal machines for casting of pipes are equipped electrical drive of rotation of mould on the system a thyristor converter – motor with the contour of speed of engine and intensity controller(fig. 3).

The basic lack of such systems is a presence of tacho generator (TG), initial tension of which contains the pulsations, which are repressed a filter (F).
In this case a transitional process on an acceleration has swaying character. A rate of acceleration exceeds possible scopes, that conduces to skidding of V-belt transmission (VbT) between a reducing gear (RG) and mould (MF) of machine.
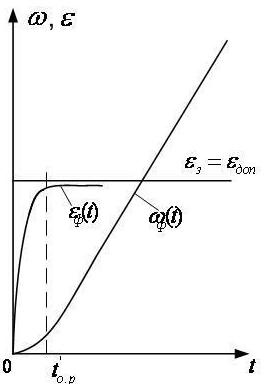
The noted failings are removed the control system with the contour of acceleration, where intensity controller is replaced the source of supporting tension, tacho generator – by the sensor of acceleration, and amplifier (A) – by the integral regulator of acceleration. By the most suitable variant of realization of feed-back to on an acceleration is application of sensor of acceleration on the base of inductive accelerometer.
Figure 3 – Transitional process at the acceleration of drive with the contour of speed |
Figure 4 – Transitional process at the acceleration of drive with the contour of acceleration |
The positive influencing of contour of acceleration on the dynamics of the electromechanics system shows up in the smooth increase of dynamic effort at an acceleration, with more slow process of limitation of jerk which is instrumental in the decline of probability of skidding and growth of resource of transmission and electromechanics system on the whole.