
Автореферат по магистрской работе на тему:
«Расчет напряжений в электрической сети, от которой питаются машины контактной сварки»
Об авторе Библиотека Ссылки Отчет о поиске Индивидуальный раздел
Введение
Машины точечной контактной сварки (МТКС) большой мощности вызывают серьезные затруднения при питании их электрической энергией, т.к. работая в повторно-кратковременном режиме они создают графики нагрузки в виде чередующихся прямоугольных пиков в течение сварки и пауз и характеризуются короткими (до нескольких периодов) импульсами тока, достигающими тысячи ампер при малых коэффициентах включения и соответственно малых коэффициентах использования установленной мощности в кВА.
В этих случаях решающим требованиям к магистральной цеховой сети является обеспечение на выводах любой включенной машины напряжения, практически исключающего непровар контакта, т.е. брак продукции.
Основной проблемой в электроснабжении таких машин является правильный расчет их электрических нагрузок.
Сеть для питания электросварочных машин должна удовлетворять двум основным требованиям: 1) допустимой температуре нагрева; 2) допустимой величине потери напряжения. Второе из указанных выше условий оказывает главное влияние на технологию и качество сварки, а также на расходы электроэнергии и ее потери.
Актуальность данной разработки, а именно точного метода расчета отклонения напряжений на зажимах МТКС и пикового тока в сети их питания, который может возникнуть с заданной вероятность, обусловлена быстро растущим применением контактной электросварки. При этом учтено, что вероятность получения фактической нагрузки, больше расчетного максимального импульса мала, но пренебрежение ей приводит к необоснованно резкому увеличению расчетного максимального импульса.
Цель работы - разработка точного метода определения отклонения напряжений на зажимах машин точечной контактной сварки и пикового тока в сети их питания, который может возникнуть с заданной вероятностью.
Обзор литературных источников
Начало развития теории нагрузок в бывшем СССР положено в работах Копытова Н.В., Тихонова В.П., Каялова Г.М., Лившица Д.С., Мукосеева Ю.Л. и др.. На основе глубокого теоретического анализа графиков нагрузки с помощью вероятностных кривых распределения и обработки данных опытных исследований действующих заводских электрических сетей были предложены два метода определения расчетных нагрузок: метод упорядоченных диаграмм [1] и статистический метод [2].
В 1961г. ГПИ «Тяжпромэлектропроектом» были выпущены “Временные руководящие указания по определению электрических нагрузок промышленных предприятий”, в основу которых положен метод упорядоченных диаграмм.
Однако следует отметить, что все предложенные авторами методы расчета могут быть применены к основным общепромышленным установкам, имеющим относительно равномерный график нагрузки, что не характерно для машин контактной электросварки. При проектировании электроснабжения этих потребителей возникает необходимость в определении пиковых нагрузок и потерь напряжения в питающих их сетях.
В настоящее время действуют указания по расчету нагрузок [3], основанные на модифицированном статистическом методе [4].
Основы определения величины пиков различной продолжительности и их частоты были заложены в методе вероятностного моделирования графика нагрузки Каялова Г.М. [5], а затем развиты в работах Куренного Э.Г. Этому вопросу посвящены также работы Штейнике Г.А. [6] и Вагина Г.Я. [7].
В [3,8] предложен метод определения отклонений напряжения на зажимах МТКС с заданной вероятностью.
Кроме указанных выше работ с методами аналитического расчета электрических нагрузок, использующих теорию вероятностей, разработаны также методы статистического моделирования [9].
Из зарубежных авторов, работавших в данном направлении, следует отметить работы Адамса А., Фишера Д., Джонсона А. [10], Миллера К. [11].
Методы расчета максимальных токов и потерь напряжения в сетях контактной электросварки
Общие положения
При расчете электрических нагрузок в сетях контактной электросварки определяются следующие значения нагрузок:
- эффективная (средняя квадратическая) – для выбора сетей по нагреву и выбора средств компенсации реактивной мощности;
- пиковая – для проверки выбранных сетей по потере напряжения, на динамические усилия, на перегрев, для определения колебаний напряжения и выбора защиты сетей.
Так как большинство сварочных машин являются однофазными и двухфазными, то для более экономичного использования сетей необходимо оптимальное распределение машин по парам фаз трехфазной сети (внутреннее симметрирование).
Методы расчета пиковой нагрузки от электросварочных машин зависят от степени ее воздействия на различные элементы сети. Эти воздействия могут проявляться мгновенно или за некоторый промежуток времени  .
.
При оценке по мгновенным значениям за пик нагрузки принимается максимальная ордината графика нагрузки. При интегральной оценке за пик нагрузки длительностью принимается максимальное значение эффективной  (для оценки перегрева сетей и трансформаторов от пиковых токов) или средней
(для оценки перегрева сетей и трансформаторов от пиковых токов) или средней  (для выбора защиты сетей и оценки влияния пиков на системы управления, защиты и сами электроприемники) нагрузки.
(для выбора защиты сетей и оценки влияния пиков на системы управления, защиты и сами электроприемники) нагрузки.

Пиковая нагрузка электросварочных машин лежит в пределах:  , где
, где  – максимальный расчетный пик.
– максимальный расчетный пик.
Методы аналитического расчета пиков тока
Одним из методов расчета пиковых нагрузок электросварочных машин является метод, в основу которого положена двухступенчатая упорядоченная диаграмма [12].
Максимальный пик тока определяется по суммарной нагрузке машин, совпавших по времени в работе (с определенной вероятностью). При условно зафиксированном числе m одновременно включенных машин их суммарный импульс тока  - случайная величина, распределение которой определяется совокупностью различных наборов индивидуальных импульсов (принято, что каждая машина имеет цикл сварки только с одним прямоугольным импульсом тока)
- случайная величина, распределение которой определяется совокупностью различных наборов индивидуальных импульсов (принято, что каждая машина имеет цикл сварки только с одним прямоугольным импульсом тока)  и коэффициентов включения
и коэффициентов включения  отдельных машин в заданной группе. Согласно общему принципу максимальной модели [12] расчет вероятного максимума
отдельных машин в заданной группе. Согласно общему принципу максимальной модели [12] расчет вероятного максимума  заменен более простым. Эта модель заменяет заданную группу машин эквивалентной ей с тем же числом машин, но только с двумя значениями импульсов тока. Благодаря этому возможные значения случайной величины
заменен более простым. Эта модель заменяет заданную группу машин эквивалентной ей с тем же числом машин, но только с двумя значениями импульсов тока. Благодаря этому возможные значения случайной величины  для эквивалентной группы оказываются одинаковыми, так, что
для эквивалентной группы оказываются одинаковыми, так, что  становится детерминированной величиной. Это позволяет надежно определять
становится детерминированной величиной. Это позволяет надежно определять  по отвечающим
по отвечающим  стандартным графикам.
стандартным графикам.
Основой двухступенчатой модели является упорядоченная диаграмма (УД) нагрузок машин, которая учитывает как импульсов, так и относительные длительности . Двухступенчатая модель получается путем приведения УД к простейшей форме, включающей импульсы только двух типов: от  машин с наибольшим индивидуальным импульсом
машин с наибольшим индивидуальным импульсом  и
и  с наименьшим расчетным импульсом . Это исключает погрешность, которая может возникнуть при наличии в группе лишь нескольких малых машин, практически не влияющих на . При этом значение основного параметра модели определяется условием равенства ее площади и площади исходной УД:
с наименьшим расчетным импульсом . Это исключает погрешность, которая может возникнуть при наличии в группе лишь нескольких малых машин, практически не влияющих на . При этом значение основного параметра модели определяется условием равенства ее площади и площади исходной УД:
 , откуда:
, откуда:  .
.
Замена исходной группы машин группой, отвечающей двухступенчатой модели, обеспечивает некоторый запас надежности в расчетном значении максимального импульса групповой нагрузки. Последнее определяется по формуле:
 ,
,
где и - расчетные числа одновременно работающих машин, определенные по стандартным графикам – соответственно для всего числа машин n при  и для числа машин при
и для числа машин при  , причем
, причем  есть среднее значение
есть среднее значение  для наибольшей группы машин.
для наибольшей группы машин.
При таком методе расчета достигается большая точность определения максимального пика нагрузки с весьма малой вероятностью его превышения, однако невозможно оценить влияние этого пика на динамическую устойчивость и перегрев элементов сети, потери и колебания напряжения и другие факторы.
Методика определения потерь напряжения
Определение максимальной потери напряжения в приведенных вариантах расчета максимальных пиков нагрузки сварочных машин основано на методе фиктивных нагрузок, в соответствии с которым суммарная потеря напряжения в сети в любой момент времени обусловливается числом совпавших в работе машин и потерями напряжения, создаваемыми работой каждой машины.
Поскольку потеря напряжения в сети от работы одной машины пропорциональна ее токовой нагрузке, ее можно рассматривать как фиктивную нагрузку этой машины. Это позволяет вести расчет суммарной максимальной потери напряжения аналогично расчету пиковой токовой нагрузке.
Потеря напряжения, вызываемая каждой отдельной машиной, В:
 ,
,
где  - коэффициент, учитывающий суммарные потери напряжения в питающих линиях от нагрузок различных фаз машин;
- коэффициент, учитывающий суммарные потери напряжения в питающих линиях от нагрузок различных фаз машин;
z - удельная потеря напряжения в питающей сети, включая цеховой трансформатор, отнесенная к 1 А тока нагрузки данной машины, при длине магистрали  от машины до подстанции:
от машины до подстанции:
 .
.
Усредненная потеря напряжения от отдельной сварочной машины, В:
 .
.
Усредненная потеря напряжения в питающей сети от группы машин, В:
 .
.
Средний коэффициент включения фиктивных нагрузок одинаков для всех междуфазных напряжений, поскольку он определяется для всех машин группы независимо от их распределения по фазам (и по мощности):
 .
.
Усредненная дисперсия потери напряжения в питающей сети от группы машин, В:
 ,
,
при  .
.
Максимальная потеря напряжения с учетом фиктивных нагрузок рассчитывается аналогично пиковой нагрузке:
 ,
,
 .
.
Статистическое моделирование графиков нагрузки на ЭВМ
Одним из методов расчета величины, частоты и продолжительности отдельных ступеней суммарного графика нагрузки является метод статистического моделирования графиков нагрузки на ЭВМ [12]. Его сущность состоит в построении для исследуемого процесса соответствующего моделирующего алгоритма, имитирующего с помощью операций машины поведение элементов сложной системы и взаимодействие между ними с учетом случайных возмущающих факторов.
Для группы независимо работающих машин для любого момента времени t величина групповой нагрузки I(t) является случайной величиной.
Моделирующий алгоритм представляется в виде структурной схемы, содержащей последовательность операторов, каждый из которых изображает определенную группу операций. Закон изменения моментов включения сварочных машин заложен в программу расчета.
Метод позволяет получить большое число реализаций суммарного графика нагрузок при изменении в каждой реализации моментов включения машин по случайному закону.
В результате расчета проектировщик получает данные по величине, продолжительности и частоте ступеней пикового тока группового графика нагрузки. Зная эти данные, можно рассчитать колебания напряжения сети и выбрать аппараты защиты групповых сетей.
Этот метод позволяет рассчитывать пиковые нагрузки машин с любой формой графиков нагрузки, а также может быть использован для расчета пиковых нагрузок от любых электроприемников, работающих в резко переменном режиме (дуговые печи, прокатные станы, прессы, крановые двигатели и т.д.).
Расчет напряжений в сети, питающей машины контактной сварки
Для определения возникновения отклонения напряжения в сети питания МТКС с заданной вероятностью необходимо рассчитать функцию распределения напряжений в конце участка сети (например, неразветвленного шинопровода). Для этого необходимо выполнить расчет потерь напряжения и пиковых токов для всех вариантов одновременного включения МТКС.
С целью уменьшения объема вычислений предлагается рассчитывать не всю функцию распределения, а только ее участок (рис.1), что отвечает заданной вероятности  . Наименьшее напряжение в конце шинопровода
. Наименьшее напряжение в конце шинопровода  соответствует случаю, когда все n машин включены одновременно. Вероятность этого случая:
соответствует случаю, когда все n машин включены одновременно. Вероятность этого случая:
 ,
,
где  - коэффициент включения i- той машины контактной сварки.
- коэффициент включения i- той машины контактной сварки.
Далее выполняется расчет напряжений и токов участков сети при условии поочередного отключения сварочных машин: сначала по одной, потом – все варианты отключения двух, трех машин и т.д. Например, первая ступень функции распределения (точка 1 на рис. 1) будет соответствовать случаю, когда отключена одна машина с номером j , вызывающая наименьшее падение напряжения в конце сети. Вероятность  этого случая:
этого случая:
 .
.
Процесс длится до тех пор, пока не будет достигнуто условие:
 ,
,
где k - количество рассчитанных ступенек функции распределения;
 - коэффициент запаса, который учитывает необходимость расчета участка функции распределения с определенным запасом. Это связано с тем, что невозможно без выполнения расчетов определить при каком количестве и каких именно включенных сварочных машин получим очередную ступень функции распределения.
- коэффициент запаса, который учитывает необходимость расчета участка функции распределения с определенным запасом. Это связано с тем, что невозможно без выполнения расчетов определить при каком количестве и каких именно включенных сварочных машин получим очередную ступень функции распределения.
Далее полученную часть ступеней функции распределения необходимо упорядочить по возрастанию напряжения до наиболее отдаленной от источника питания МТКС и определить напряжение на ней с вероятностью .
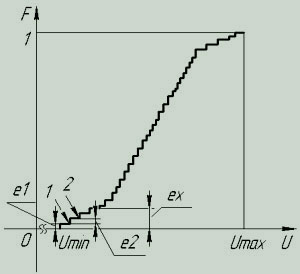
Рисунок 1 - Функция распределения напряжений
Для такого подхода необходимо применение специально разработанной программы для определения токов и напряжений каждого участка сети при любом количестве подключенных одно-, двух- и трехфазных машин разной мощности вдоль шинопровода.
Исходными данными для этой программы являются номинальные мощности сварочных машин  , активное и реактивное удельные сопротивления шинопровода
, активное и реактивное удельные сопротивления шинопровода  и
и  , номинальное напряжение
, номинальное напряжение  , коэффициент мощности
, коэффициент мощности  и расстояние L от МТКС до источника питания. Расчет удобнее выполнить одним из матричных методов. В программе применен метод расчета по законам Ома и Кирхгофа. Предложен алгоритм автоматического формирования необходимых для расчета матриц соединений П, контуров Г, а также матрицы сопротивлений Z, вектора ЭДС E и вектора источников тока
и расстояние L от МТКС до источника питания. Расчет удобнее выполнить одним из матричных методов. В программе применен метод расчета по законам Ома и Кирхгофа. Предложен алгоритм автоматического формирования необходимых для расчета матриц соединений П, контуров Г, а также матрицы сопротивлений Z, вектора ЭДС E и вектора источников тока  . Решение системы линейных уравнений в матричном виде:
. Решение системы линейных уравнений в матричном виде:

дает напряжения U и токи I участков сети.
Далее представлено графическое моделирование сети и возможное изменение уровня напряжения на зажимах МТКС, которые получают питание от неразветвленного шинопровода на напряжение 380 В. Программа обеспечивает расчет напряжений на машинах точечной контактной сварки (одно-, двух- и трехфазных) при любом их подключении к шинопроводу.

Рисунок 2 - Расчетная схема и диаграмма напряжений сети
(анимация: 7 кадров, 10 повторений, 261 kb)
Выводы
Предложен новый, теоретически обоснованный метод решения задачи определения импульса нагрузки и расчетной потери напряжения с программой расчета напряжений на зажимах МТКС, которые питаются от неразветвленного шинопровода с напряжением 380 В.
Практическое значение работы заключается в том, что данный метод расчета нагрузок МТКС позволяет достаточно быстро и с необходимой точностью произвести расчет нагрузок для любых типов сварочных машин и автоматических поточных линий, выбрать основные элементы сети (сечение питающей линии, силовой трансформатор), обеспечивающие допустимую потерю напряжения в них.
Список литературы
- Каялов Г.М. Определение расчетных нагрузок промышленных электрических сетей по методу упорядоченных диаграмм нагрузок // Материалы научно-технического совещания по определению электрических нагрузок и регулированию напряжения промышленных предприятий. Госэнергоатомиздат, 1958, вып.3.-c.14-16
- Мешель Б.С. Применение математической статистики для определения электрических нагрузок промышленных предприятий. Энергосбыт Киевэнерго, Киев, 1958.-128 c.
- Руководящий технический материал. Указания по расчету электрических нагрузок: РТМ 36.18.32.4-92: Утв. ВНИПИ Тяжпромэлектропроект: Введен с 01.01.93 // Инструктивные и информационные материалы по проектированию электроустановок. – М.: ВНИПИ Тяжпромэлектропроект. – 1992. – № 6-7. – с. 4-27
- Жохов Б.Д. Анализ причин завышения расчетных нагрузок и возможной их коррекции // Промышленная энергетика. – 1989. – №7. – с.17-21
- Каялов Г.М. Принцип максимума средней нагрузки в расчетах электрических сетей. ИВУЗ, Электромеханика, 1964.- №3.-c.8-11
- Штейнике Г.А. Применение теории вероятностей и математической статистики для определения электрических нагрузок точечных машин контактной сварки. Труды Горьковского политехнического института, 1961, т.XVII, вып.2
- Вагин Г.Я. Исследование режимов работы и расчет пиковых нагрузок машин контактной электросварки. //Электрические сети и системы, Межведомственный республиканский научно-технический сборник, 1970, вып.7. -c.8-10
- Муха В.П. Вопросы теории и расчета электрических нагрузок и потерь напряжения в сетях контактной электросварки. // Диссертация на соискание ученой степени к.т.н. Ростовский-на-Дону институт инженеров железнодорожного транспорта, 1975.-204 c.
- Мукосеев Ю.Л., Вагин Г.Я., Червонный Е.М. Расчет суммарной нагрузки машин контактной сварки методом статистического моделирования на ЦВМ. // Электричество. 1972,- №6.-c.1-9
- Adams C., Fetcher J., Johnson A. The design of low-voltage welding power distribution // Tr. AIEE. - 1944. - v. 63 - p. 571-577
- Adler H.A., Miller K.W., A new approach to probability problems in electrical engineering // Tr. AIEE. - 1946. - v. 65 - p. 630-632
- Вагин Г.Я. Режимы электросварочных машин. -М.: Энергия, 1975.-189 c.
ДонНТУ Портал магистров ДонНТУ Об авторе Библиотека Ссылки Отчет о поиске Индивидуальный раздел