Source of information: http://www.baosteel.com/group_e/07press/ShowArticle.asp?ArticleID=381
Simulation technology is based on similarity principles, control theory, computer and information technology etc., with computer and all kinds of physical equipments as tools. Simulation is an integrated technology using mathematical model to study the real system or the assumed system. Considering the security in production, as a powerful scientific research tool, simulation has many advantages such as low expense, easy use, flexibility, no risk etc.
Energy source crisis and environment pollution are becoming more and more
serious in the world recent years. During metallurgy industry's
manufacture process, a large proportion of energy is consumed by
reheating furnace. Reducing energy consumption is a very important and
valuable research subject. Japanese company – Simitomo Metal Industry,
French company-STEIN and VAI etc. started serial research projects on
energy saving of reheating furnace, such as the optimum setting
calculation, slab optimum reheating curves and reheating furnace fuzzy
control etc. Through these researches, they greatly reduced the energy
consumption, and acquired considerable profit and social benefits.
Based on 1580 reheating furnace in Baosteel, ACC and DCS, two-level
control simulation systems are built up. An optimized ACC setting model
and DCS control algorithm are proposed and studied in the paper.
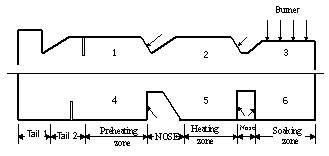
Figure 1 shows the structure of 1580 reheating furnace. The furnace consists of two tails, top preheating, top heating, top soaking, bottom preheating, bottom heating and bottom soaking.
During heating process, slabs in furnace are moved continuously in accordance with the mill pace and heated to the target temperature at the steel discharging position, saving energy as much as possible. ACC model is the kernel module in furnace control system, divided into charge process, discharge process, pausing process and cycle process.
The
main function of DCS system in reheating furnace is process monitor and
interrelated parameter management during heating process. The DCS
system has four functions: control (DDC control, sequence control,
process monitor), figure compiling function, BASIC language support and
communication function.
Modeling is a key technology and the base for simulation system. Only a correct and accurate model can lead to valuable and useful simulation results. Reheating furnace is a very complicated system. Its input includes slab, fuel, air and output includes gas temperature and slab temperature etc. It is a multi-inputs and multi-outputs system, with characters of strong coupling, nonlinearity, strong disturbing, distributed parameter etc.
There are several hypotheses for reheating furnace modeling:
(1) The fuel-air rate in reheating furnace keeps B=2 all the time;
(2) The fuel is burned immediately and completely when it flows into furnace. And burned gas distributes equally to every section of furnace. It means that temperature of each section in reheating furnace is same.
(3) The composition of furnace gas is same in each furnace section, but gas temperature is different.
According to the hypotheses above and energy balance theory, a dynamical model of furnace is built, shown in equation (1).
![]() (1)
(1)
| Where: | |
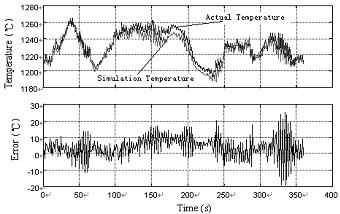
In the equation, A, B, C are coefficient matrix, identified by actual data. Figure 2 is one furnace model result simulated by actual production data, showing a better precision.
There are three types of energy consumption, according to energy balance equation in reheating furnace. In the first type, heat is absorbed by heated slab, which is efficient consumption, accounting for 60 percent of total energy consumption. For the second type, heat is taken away by exhaust gas exiting from the flue, occupying 20 to 30 percent. The third type, heat is consumed by outside wall radiation, walking beam and other energy wastes, related to furnace structure, and is impossible to decrease. So the exhaust gas temperature in exiting flue is key for energy saving control.
Reheating furnace control has ACC and DCS two levels. There are two kinds of energy waste caused by flue's exhaust gas that is the heat loss due to the over-high exhaust gas temperature and the heat loss caused by incompletely burning fuel. Accordingly, our energy saving research scheme includes decreasing exhaust gas temperature and improving fuel's burning efficiency. The exhaust gas temperature relates to ACC setting model, and incomplete combustion relates to DCS control. Corresponding to these problems, two kinds of control strategies for energy saving are proposed in this paper.
4.1 Research on ACC Energy Saving Control
The main function of ACC model is providing setting temperature for each reheating furnace in one-minute interval, which includes three sub-models. At the first, optimum heating curve for each slab is calculated in furnace according to mill pace and target temperature. Then, a serial of necessary temperatures for each zone and each slab are calculated according to heating curves. At last the setting temperature for each reheating furnace section is calculated considering all slabs and mill pace. ACC model is very important in reheating furnace control. Many researches have been developed all over the world, and many optimal methods and target functions have been proposed [1]. For example, formula (2) is the target function for each zone temperature, and formula (3) is the function for temperature changing, and formula (3) is the function for fuel.
![]() (2)
(2)
![]() (3)
(3)
Tui, Tdi ----Top and Bottom temperature of reheating furnace.
 Or
Or![]() (4)
(4)
Fi ----Fuel flux in each zone.
All these functions reveal one general optimize idea for reheating furnace energy saving control. The heat load is moved forward (toward heating zone), which means that the lower temperature in furnace tail is, the much higher efficiency of furnace heat can be realized. Ensuring the slab heat quality, optimizing each zone's setting temperature and correctly distributing heat load of furnace, the target to save energy will be reached. A new energy saving control algorithm, ACC compressing optimal is proposed in this paper, representing the above idea.
We induce one parameter of slab temperature rising rate![]() , defined as the ratio of preheating zone temperature rising to heating zone temperature rising. Adjusting
, defined as the ratio of preheating zone temperature rising to heating zone temperature rising. Adjusting![]() ,
the load distribution among different zone in reheating furnace should
be changed. In ACC compressing optimal algorithm, at the first, we
suppose the slab in preheating zone is cold before it enters into the
furnace. And then we get the enter temperature of preheating. According
to the max heat load ability in soaking zone and slab discharging
target temperature, the temperature of soaking enter can be got.
According to temperature rising rate
,
the load distribution among different zone in reheating furnace should
be changed. In ACC compressing optimal algorithm, at the first, we
suppose the slab in preheating zone is cold before it enters into the
furnace. And then we get the enter temperature of preheating. According
to the max heat load ability in soaking zone and slab discharging
target temperature, the temperature of soaking enter can be got.
According to temperature rising rate![]() (Same
as 1580 calculation method), the slab temperature rising curve is
calculated. Then the temperature in reheating exit can be calculated,
which is defined as T1. According to the max heat load ability in
heating zone and slab temperature in heating exit, the lowest
temperature of preheating exit can be got, which is defined as T2. So
we have two slabs' heating curves, and preheating exit temperature is
T1 or T2. An exit aim temperature in preheating zone will be selected
by a certain compress rate, and then we get a new temperature rising
rate (
(Same
as 1580 calculation method), the slab temperature rising curve is
calculated. Then the temperature in reheating exit can be calculated,
which is defined as T1. According to the max heat load ability in
heating zone and slab temperature in heating exit, the lowest
temperature of preheating exit can be got, which is defined as T2. So
we have two slabs' heating curves, and preheating exit temperature is
T1 or T2. An exit aim temperature in preheating zone will be selected
by a certain compress rate, and then we get a new temperature rising
rate (![]() ).
We can add different restrictive conditions to the algorithm, such as
heating quality and rolling pace etc. to ensure the slab heating
quality and production efficiency. The algorithm is a dynamic
optimizing heating method. The simulation results based on actual
production data show that the algorithm can save energy more than 3%,
compared to the original system. It is very simple and easy to use in
actual production, because only one optimizing module is added to
former ACC control system. The reliability and stability of original
system are kept well.
).
We can add different restrictive conditions to the algorithm, such as
heating quality and rolling pace etc. to ensure the slab heating
quality and production efficiency. The algorithm is a dynamic
optimizing heating method. The simulation results based on actual
production data show that the algorithm can save energy more than 3%,
compared to the original system. It is very simple and easy to use in
actual production, because only one optimizing module is added to
former ACC control system. The reliability and stability of original
system are kept well.
4.2 Research on DCS control of Reheating Furnace
| Table 1 Simulation results of all kinds of algorithm |
| Control Method | Total flux in the field m3/h | Total flux in the simulation m3/h | Absolute average error temperature | Absolute average redundant oxygen |
| Ordinary PID | 881202580 | 846426710 | 12.8369 | 0.0390 |
| Temperature Loop tuning PID | 881202580 | 860363120(+1.65%) | 12.4742 | 0.0333 |
| Inter Loop tuning PID | 881202580 | 840103740(-0.75%) | 11.4023 | 0.0285 |
| MCC Control | 8.9730e+8 | 8.7594e+8(-2.44%) | 11.9406 | 0.02765 |
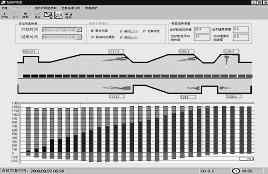
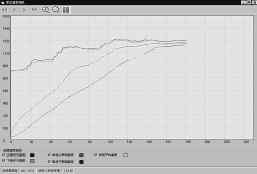
The ACC simulation software for reheating furnace is developed. The slab heating process in reheating furnace and ACC setting model are studied in the software, and an optimizing ACC setting algorithm for energy saving is developed. The software is compiled in Windows NT and Windows 98 platform, written in multi-programming languages, such as Visual Basic 6.0, visual C++ 6.0, Matlab and SQL Server. The software includes three sections: ACC optimizing setting model, DCS control loop and the reheating furnace dynamic simulation, and simulation interface and database management system. ACC optimizing setting model calculates temperature in each zone of furnace, and realizes optimizing control of energy saving. The DCS simulates the BA control process in reheating furnace. The software has many functions, such as simulation mode selection, parameter setting, simulation results analyzing, simulation data management and different control algorithm simulation. The interface of the software looks like figure 3. Figure 4 shows the temperature rising curve.
 |
 |
|
|
Figure 3 The main interface of the software
|
Figure 4 Temperature rising curve
|
The series of simulation by actual production data has been carried out. From the results, following conclusions are reached.
(1) ACC compress algorithm of reheating furnace is a dynamical optimizing method. The energy saving effect is improved with compress rate increasing, while heating quality decreases to some extent. Simulating results with different production data show that more than 3 percent of energy can be saved by adopting ACC compress algorithm.
(2) By applying the ACC compress optimizing temperatures in reheating furnace setting, the temperature of preheating zone decreases obviously and the temperature of heating zone increases a little, which shows that the new algorithm moves the heat load forward to heating zone.
(3) The simulation results of DCS control show that the energy saving effect of DCS control is not as good as ACC, and some algorithm even worse than the original. But the algorithm of internal loop tuning and MCC are better in each aspect.
(4) The simulation results show that more than 4 percent of potential energy saving ability can be developed in Baosteel 1580 reheating furnace.
1. Chen Y., Chen H. Research on real target function in optimize control of furnace // Iron and steel, 34 (9)September 1999, 50-53.