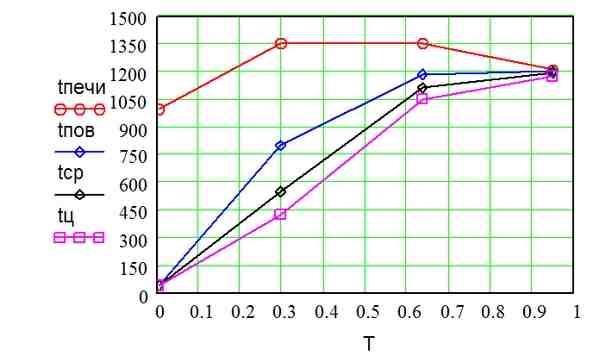
Рисунок 1 – Модель температурного режима методической нагревательной печи(tпечи – температура печи по каждой зоне, tпов – температура поверхности каждой зоне, tпов – температура поверхности заготовки, tср – среднемассовая температура, tц –температура центра заготовки, I – методическая, II –сварочная, III – томильная зоны печи).
Из рисунка 1 следует, что в сварочной зоне нагрев осуществляется при постоянной температуре печи, а в томильной при постоянной температуре поверхности заготовки. Для построения модели температурного режима методической нагревательной печи по методике [1, 3] были рассчитаны необходимые величины для заданного процесса нагрева. При расчете динамики нагрева металла был определен перепад температур в конце нагрева, средняя температура в конце нагрева, по методу приближений – перепад температур по сечению тела и среднемассовая температура, определено время нагрева заготовки. Для определения распределения температуры по сечению заготовки в каждой зоне методической печи был выбран профиль 120*120*120 мм и начальной температурой 400С.Продолжительность нагрева металла определяется:

где r0 – толщина прогреваемого слоя заготовки, мм;
i – удельное теплосодержание, кДж/кг;
k – поправочный коэффициент;
qср – средняя плотность теплового потока, Вт/м3;
Продолжительность нагрева в методической зоне составляет 17,4 мин, в сварочной зоне – 20,4 мин, в томильной – 20 мин.
Расчетные значения температуры нижней и верхней поверхностей заготовки в печи:

tн, tв – рассчитываемые температуры нижней и верхней поверхностей заготовки,0С;
 - толщина заготовки, мм;
а – параметр параболы распределения температуры;
- толщина заготовки, мм;
а – параметр параболы распределения температуры;
х0, d – величины, характеризующие сдвиг вершины параболы от точки замера температуры внутри заготовки.
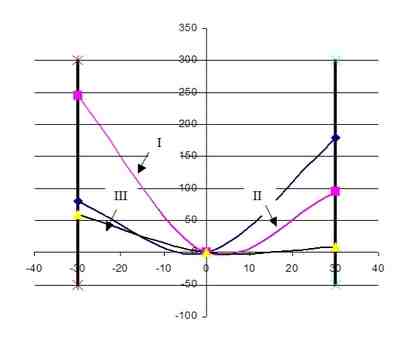
Рассчитанный показатель несимметричности свидетельствует о несимметричности нагрева. Расчетное значение времени нагрева свидетельствуют о равномерности прохождения заготовки по длине методической трехзонной печи. Следовательно, для поддержания равномерного нагрева целесообразно изменять время нагрева заготовки за счет изменения скорости. Из рисунка 2, видно, что при прохождении заготовки по зонам методической печи происходит неравномерный нагрев верхней части заготовки и стабилизация кривой нагрева в томильной зоне. Для исключения появления брака по перегреву/недогреву, необходимо определять начальные характеристики заготовки корректировать температуру в каждой зоне методической печи путем регулирования расхода газо-воздушной смеси.