Джерело: Сборник трудов студентов физико-металлургического факультета. ДонНТУ 2009 г.
Прагнення підвищити точність прокатки і прокочувалися великогабаритні листи (шириною до 5300 мм), освоєння прокатки листів по контрольованим режимам зумовили створення робочих клітей з опорними валки діаметрами до 2400 мм і робочими до 1200 мм, з перетином стійок станини до 1 м2. Спорудження таких прокатних станів потребує великих капітальних витрат на виготовлення самих станів та будівництво будівлі, де їх встановлюють. На станах із зазначеними розмірами валків стає проблематичним управління поперечним профілем і плоскостностью смуг. Зокрема, при використанні протівоізгіба валків необхідна сила регулювання може досягати половини сили прокатка. Крім того, виготовлення станини і валків зазначених габаритів знаходиться на межі технологічних можливостей машинобудівних заводів.
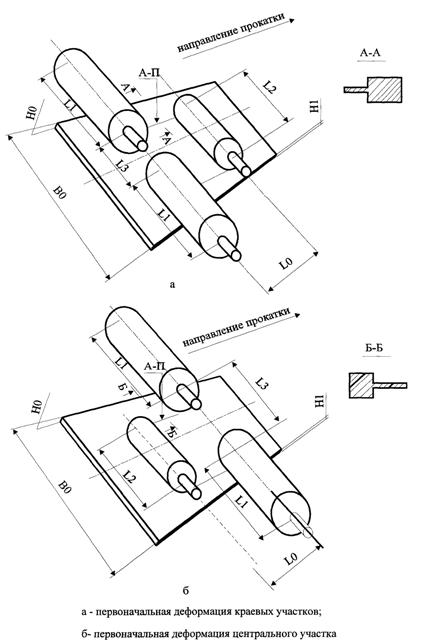
Рисунок. Принципова схема МРПК
У Донецькому національному технічному університеті розробили спосіб прокатки, що дозволяє зменшити розміри валків і габарити прокатний кліті, а також розширити можливості управління поперечним профілем, формою та шириною листа. Створили також многорядную прокатну кліть (МРПК). На рисунку показана принципова схема МРПК. Деформація листа в ній відбувається в два етапи: спочатку деформуються крайові ділянки листа J валкові парами 1, а потім - раніше недеформірованний центральний ділянку валковий парою 2 з перекриттям по ширині. Величина перекриття залежить від конкретних умов прокатки. З представленої схеми видно, що довжина бочки валків істотно менше ширини листа, а це дозволяє зменшити їх діаметри і в ряді випадків відмовитися від опорних валків. Виконані нами розрахунки показали, що маса валків при використанні многорядной кліті зменшується в 2 - 2,5 рази в порівнянні зі звичайною кліть. Зменшується поперечна різнотовщинності прокочувалися листів, оскільки вона як би дрібниться на три ділянки по ширині. Прогинання валків теж менше з-за їх меншою довжини. При прокатці в многорядной кліті вогнище деформації по ширині рознесені в різні площині: центральна пара валків (якщо прокатка починається з неї) як би впроваджується в центральну частину розкату, а зовнішні його частини не піддаються обтиснення, але роблять стримуючий вплив на центральну частину до їх попадання в крайні пари валків. Якщо прокатка починається з крайніх пар, то обжімаются крайні ділянки розкату, а центральна частина надає стримуючий вплив до попадання її в середню пару валків. У розглянутому випадку опори крайніх валків навантажують неоднаково, тобто процес прокатки характеризується нерівномірністю деформації по ширині. Зазначені особливості прокатки в МРПК не дозволяють використовувати існуючі методики розрахунку силових умов при прокатці смуг у звичайних кліті. У зв'язку з цим актуальна завдання методики розрахунку сили прокатки в многорядной кліті. З урахуванням викладеного доцільна опрацювання доцільності застосування многорядной прокатний кліті для табору 2300 ДМЗ. Габарити такої кліті дозволяють вписати її в будівлю цеху. Доцільно також розглянути можливість збільшення довжини бочки валків до 2500 мм, що розширить асортимент табору й збільшить річний обсяг виробництва. Запропонована конструкція кліті і технологія прокатки дозволяє істотно розширити можливості табором 2500 ДМЗ з мінімальними капітальними витратами. Для поліпшення якості поверхні листів в місцях перекриття крайових та центральної валкових пар доцільно передбачити третю пару гладких проглажівающіх валків. У цьому випадку в крайових та центральної валкових парах буде здійснюватися основна деформація по ширині. В третьому ряду валків, довжина яких більше ширини прокочувалися смуги, буде проходити проглажіваніе по всій ширині розкату, що також сприяє поліпшенню якості поверхні. Реверсивна прокатка відбувається в перших двох кліті. Останній проглажівающій пропуск запропоновано виконувати в третій кліті.