
Хрящова Марія Сергіївна
Факультет: Фізико-металургійний
Спеціальність: Термічна обробка
Тема випускної роботи:
Дослідження структури і властивостей твердих сплавів на основі карбіду титану отриманих методом горячого вакуумного пресування
Науковий Керівник: Пашинський Володимир Викторович
Матеріали до теми випускної роботи: Про автора | Бібліотека| Посилання || Відомості про керівника | Індивідуальний розділ |
Реферат з теми випускної роботи
Розвиток порошкової металургії почалося в результаті браку нових матеріалах, неможливість їх отримання та обробки з допомогою традиційних методів. Для твердосплавного виробництва використовуються наступні основні види карбідів: вольфраму, титану, танталу, ніобію, ванадію, цирконію, хрому та гафнію. Найчастіше застосовують карбід вольфраму при його виготовленні, в більшості випадків застосовують порошок вольфраму, однак його запаси є відносно дефіцитними і на сьогоднішній день деякі види виробів, які виготовляються на основі карбіду вольфраму, можна виготовити з використанням карбіду титану.
Зростання обсягів виробництва спечених матеріалів та обробки металів різанням вимагає вишукування та створення нових матеріалів для армування прес-форм і лезвійного інструмента, а також швидкозношуваних деталей і механізмів, рівноцінних або перевершуючих за властивостями стандартні тверді сплави на основі карбіду вольфраму, який є відносно дефіцитним, оскільки запаси вольфрамової сировини обмежені.
Як основу безвольфрамових твердих сплавів доцільно використовувати карбід титану. Останній має більш високу, ніж WC, температуру плавлення, твердість і окаліностойкость, однак кілька поступається карбіду вольфраму за модулем пружності і теплопровідності.
Повна заміна карбіду вольфраму в складі твердих сплавів карбідом титану вимагає розробки і застосування таких металевих зв'язувань, які окрім високої твердості і міцності мали б підвищену пластичнісь.
Сплави на основі карбіду титану з нікелевих і залізною зв'язкою є перспективними для виготовлення прокатних валків, в першу чергу завдяки економічності у порівнянні з іншими твердими сплавами і в той же час досить високим комплексом міцнісних властивостей. До перерахованого вище можна додати, що в Україні працює завод з виробництва чистого титану, що дає можливість у майбутньому отримати більш дешеве та доступне сировини вітчизняного виробника. На відміну від вольфраму, який Українські споживачі змушені імпортувати.
У зв'язку з цим були проведені дослідження структури і властивостей твердих сплавів на основі карбіду титану з металевою залізо-нікіліевой зв'язкою.
Дослідження проводилися на зразках сплавів Т50Н10Ж і Т50Н40Ж, Т35Н19Ж46, які мають наступний хімічний склад:
Т50Н10Ж: TiC=50%; Ni=10%; інше залізо;
Т50Н40Ж: TiC=50%; Ni=40%; інше залізо;
Т35Н19Ж46: TiC=35%; Ni=19%; Fe=46%.
Досліджені зразки були виготовлені методом гарячого вакуумного пресування. При цьому методі використовується гідравлічний прес, а формування та спікання відбуваються в прес-формі. Завдяки цьому способу забезпечується висока точність виготовлення заготовки, що знижує втрати матеріалу при механічній обробці і скорочує її тривалість.
На зразках були приготовлені шлифи за допомогою полірування алмазної пасти на дерев'яній основі. Також шлиф підлягав послідовному травленню в насиченому водному розчині FeCl3 та суміші 10% розчинів червоною кров'яної солі і їдкого натрію. Мікроструктурний аналіз проведено на мікроскопі "Neophot-21", після чого проводилася кількісна обробка отриманих мікроструктур зразків Т50Н40Ж і Т35Н19Ж46 з використанням програм "Image Tool" і "Statistica".
За отриманими мікроструктурами було визначено, що в обох сплавах карбід і зв'язка досить рівномірно розподілені по перетину, не спостерігається скупчень карбіду або нерівномірного розподілу зв'язки.
За отриманими результатами з гістограми (рисунок 1) видно, що розмір карбідной фази в сплаві Т50Н40Ж на 40-50% більше ніж у сплаву Т35Н19Ж46, при цьому розміри ділянок зв'язки також у сплаву Т50Н40Ж більше ніж у сплаву Т35Н19Ж46. Тому можна відзначити, що укрупнення зерна сприяє більша кількість нікелю в сплаві Т50Н40Ж.
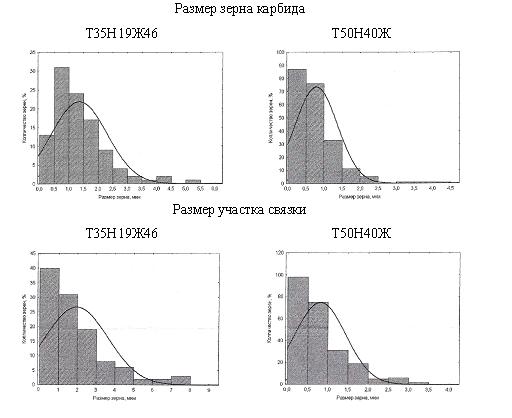
Рисунок 1 - Результати кількісної обробки зразків Т35Н19Ж46 та Т50Н40Ж після травлення
На запропонованих зразках були змодельовані передбачувані температурні умови роботи валків трайб-апаратів з цих матеріалів.
В якості порівняльного зразка використовувався сплав на основі карбіду вольфраму, титану, танталу і кобальтової зв'язки, а саме зразок різця марки ТТК, який використовувався при обробці круглої заготовки. Дослідження проводилися на зразку саме з цієї групи сплавів, тому що ці сплави є «універсальними», та інструмент з них застосовують як для обробки сталі, так і чавуну завдяки їх властивостям.
Резець, з якого був взятий матеріал зразка, працював в умовах важкого чорнового точіння сталевих поковок, при наявності різних неметалевих включень і ударів. Зокрема производилось точення вуглецевих, високовуглецевих і легованих сталей. У відповідності з умовами роботи різця за ГОСТ 3882-74 «Сплави тверді спечених. Марки», був обраний сплав ТТ7К12, який має такий хімічний склад:
WC=81%; TiC=4%; ТаС=3%; Co=12%.
На зразку ТТ7К12 був виготований шлиф за допомогою полірування алмазною пастою на дерев'яній основі. Після чого производилось теплове травлення у відповідність з ГОСТ 9391-80 «Сплави тверді спечених. Метод визначення пористості і мікроструктури ». Нагрів проводився до температури 530-540 °С і тривав протягом 15 хвилин. На отриманих шлифах вивчалася мікроструктура. При спеканні карбіди титану і танталу розчиняються в частині карбіду вольфраму, також на мікроструктуру можна було виявити білі частинки вільного карбіду вольфраму, сірі - розчинений титан і тантал в карбіді вольфраму і чорні - зв'язка кобальту.
Мікроструктурний аналіз проведено на мікроскопі "Neophot-21", після чого проводилася кількісна обробка отриманих мікроструктур з використанням програми "Image Tool".
Кількісна обробка показала, що кількість складного карбіду, отриманого в результаті розчинення карбідів титану і танталу в карбіді вольфраму складає близько 10,3% займаної поверхні.
Т.я. в процесі роботи різця марки ТТ7К12 відбувається його інтенсивний нагрів, в лабораторних умовах було встановлено за яких температур починається його окислення. Дослідження здійснювалися візуально. Нагрів проводився в камерної печі до температур 600 °С і 700 °С. Вже після години витримки при температурі 600 °С на зразку зазначалося потемніння полірованої поверхні. При температурі 700 °С і витримці 30 хвилин на різці було виявлено появу жовто-зеленої плівки в місцях полірування, після продовження витримки при цій же температурі на протязі ще 30 хвилин, виявлена раніше плівка утворилася рівномірно по всій робочій поверхні зразка. Це може говорити про те, що почалося інтенсивне окислення. Після 2х часовий витримки та травлення при температурі 530-540 °С протягом 15 хвилин був зроблений знімок мікроструктури (рисунок 2а).
Отже можна зробити висновок, що однією з причин виходу з ладу різців типу ТТК під час тривалої роботи є інтенсивне окислення вже при 700 °С.
Грунтуючись на отриманих даних такому ж випробуванню піддалися і дослідні зразки Т50Н10Ж, Т50Н40Ж, Т35Н19Ж46. Нагрів проводився до 600 °С, 700 °С, 800 °С і 900 °С. Тривалість витримки склала 2 години при кожній температурі. Після витримки на 700 °С на зразках Т50Н10Ж і Т35Н19Ж46 було виявлено рівномірне потемніння поверхні по всьому обсягом, тоді як на зразку Т50Н40Ж лише нерівномірним темні плями. Видимі результати були досягнуті лише при нагріванні до 900 °С, тоді на всіх трьох зразках утворилася помітна щільна плівка оксидів.
На зразках були виготовлені шлифи за допомогою полірування алмазною пастою на дерев'яній основі, а потім проводилося теплове травлення: Т50Н10Ж - при 570-580 °С протягом 30 хв. (рисунок 2б), Т50Н40Ж - при 750-760 °С протягом 30 хв. (рисунок 2в), Т35Н19Ж46 - при 570-580 °С протягом 15 хв. (рисунок 2г).
 |  |  | 
|
|---|---|---|---|
| а | б | в | г |
За отриманими даними можна зробити наступний висновок:
1. Проведена порівняльна оцінка зразка сплаву ТТК і дослідних зразків Т50Н10Ж, Т50Н40Ж, Т35Н19Ж46 показала явну перевагу останніх, при тривалій роботі вже при 700 °С образець різця починає інтенсивно окислюватись.
2. За отриманими мікроструктурами видно, що найбільш інтенсивному окисленню піддається сплав Т35Н19Ж46 в порівнянні з Т50Н10Ж і Т50Н40Ж, це говорить про те, що перша починає окислюється залізна зв'язка і дослідження цього сплаву при тривалій роботі при 900 °С не є перспективним.
3. Т50Н10Ж в порівнянні з Т35Н19Ж46 має практично однакову кількість заліза, однак не так інтенсивно піддається газової корозії. Це відбувається, оскільки в структурі знаходиться більше карбідів титану, які у свою чергу є «бар'єрами» для окислення.
4. З представлених матеріалів випливає, що найбільшим опором до окислення має сплав Т50Н40Ж, так як в його складі мало залізної зв'язки і багато нікелю.
Також чимало важливий інтерес представляє кількісна обробка отриманих результатів, тобто на скільки відсотків по масі зменшився б валок із твердого сплаву на основі карбіду титану при певних температурах і тривалості роботи.
Література
- Катрич в.Г. Исследование структуры и свойств твердых сплавов для прокатных валков [Электронный ресурс] - http://masters.donntu.ru/2006/fizmet/katrich/diss/index.htm
- Киффер Р., Бенезовский Ф. Твердые сплавы. [Текст] - М.:Металлургия, 1971. - 196с.
- Панов В. С., Чувилин А.М. Технология и свойства спеченных твердых сплавов и изделий из них.[Текст] – М.:Миссис, 2001. – 216с.
- ГОСТ 9391 – 80 «Сплавы твердые спеченные. Методы определения пористости и микроструктур».[Текст]
- ГОСТ 3882 – 74 «Сплавы твердые спеченные. Марки».[Текст]