Надежность инструмента в значительной степени зависит от технологических свойств инструментальных материалов, таких как интервал закалочных температур, карбидная неоднородность и размерный состав карбидов, устойчивость против обезуглероживания – в целом это и определяет выпуск качественного инструмента и его стоимость [1, 2].
Одним из возможных способов повышения стойкости инструмента является замена стали обычного производства на сталь, изготовленную методами порошковой металлурги; отсутствие крупных и угловатых карбидов, высокие прочность, вязкость и твердость после термической обработки порошковых быстрорежущих сталей позволяют значительно повысить стойкость режущего инструмента [3 - 5].
Наиболее распространенными способами компактирования порошка быстрорежущих сталей является газостатическое прессование и горячая экструзия [6]; в некоторых случаях дальнейшая обработка заготовок происходит при помощи ковки, при этом ковка может быть регламентированной [7], что представляет собой разновидность термомеханической обработки; применяется также гидроэкструзия, однако данные о влиянии гидроэкструзии на структуру и свойства порошковых быстрорежущих сталей немногочисленны [8, 9].
В настоящее время представляется целесообразным для повышения качества быстрорежущего инструмента совершенствовать предварительную деформацию заготовки, ускорить нагрев для аустенитизации при термической обработке и дополнительно упрочнить его поверхность. Целью данной работы как раз и являлось установление некоторых закономерностей влияния температурно-временных и деформационных параметров обработки с учетом проведения предварительной деформации заготовок, а также дополнительного локального упрочнения высококонцентрированным источником энергии в виде электродуговой низкотемпературной плазмы.
Исследования проводили на образцах из сталей Р6М5К5, Р6М5К5-МП, Р6М5, Р18. Образцы из сталей Р6М5К5 и Р6М5К5-МП предварительно подвергали отжигу на зернистый перлит и деформации на диаметр 10 мм методом гидроэкструзии со степенями обжатия: 15, 35, 50%. При термообработке все образцы закаливали от температур 1160, 1200, 1240 °С, удельную длительность выдержки при ускоренном нагреве в расплаве соли изменяли в пределах 10 – 60 с/мм. После этого проводили отпуск как по стандартной для этих сталей методике (560 °С в течение 60 мин.), так и сокращенный высокотемпературный, от температур 580, 600, 630 °С: длительность выдержки изменяли в пределах 5 – 20 мин.; также производили отпуск с разной кратностью. Рентгенограммы снимали на дифрактометре ДРОН-3 в железном излучении. На разных этапах исследований проводили контроль микроструктуры, микротвердости при нагрузке 1 Кн; количество остаточного аустенита оценивали по наличию и расширению линий (222)К?.
Быстрорежущая сталь Р6М5 имеет наиболее низкую твердость, по сравнению с остальными исследованными сталями. Сталь Р6М5К5 в целом более мягкая, чем аналогичная сталь, полученная методами порошковой металлургии. С увеличением степени деформации твердость растет, что характерно для сталей обоих способов производства(табл. 1).

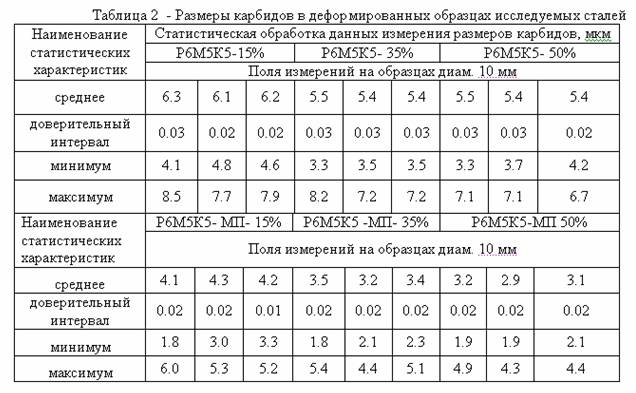
Из таблицы 1 видно, что деформация гидроэкструзией объемно упрочняет все изученные стали, однако такая величина микротвердости все же недостаточна для готового быстрорежущего инструмента, поэтому необходима дальнейшая термическая обработка.
Микроструктура после гидроэкструзии состоит из сорбита и карбидов. Карбиды в образцах из порошковой быстрорежущей стали мельче, чем в аналогичной, но полученной металлургическим методом. С увеличением степени деформации карбиды измельчаются.(табл. 2).
При проведении исследования микротвердости закаленных образцов установлено, что с увеличением температуры закалки и длительности выдержки она снижается(табл.3).

Микроструктура закаленных образцов состоит из мартенсита, избыточных карбидов и аустенита. В целом размер зерна аустенита с увеличением температуры закалки и длительности выдержки увеличивается. Однако даже после закалки от температуры 1240 °С с удельной выдержкой 60 с/мм зерно не превышает номер 14 по ГОСТ 5639-82. Если сравнивать полученное зерно с зерном при печной обработке [10] то можно заметить определенную разницу, заключающуюся в его уменьшении на один номер.
По эмпирическим данным строили адекватные регрессионные уравнения зависимости размера зерна (Дср) аустенита от степени предварительной деформации и температуры закалки сталей Р6М5К5 (1) и Р6М5К5-МП (2).
Дср.1=2,7023•105-402, 2739•Т-765,1383•?+0,1515•Т2+0,5912 Т•?+1, 2685•?2 (1)
Дср.2=1,1915•105-154,1243•Т-337,0632•?+0,0501•Т2+0,2401•Т•?+0,9883 •?2 (2)
где Т – температура закалки, °С;
? – степень деформации, %.
По [10] подобные уравнения имеют вид:
Дср.1=1278,175-2,2•Т+0,372•?+0,0009•Т2-0,0003 Т•?-0,0002•?2 ?0,09 (3)
Дср.2=1427,6-2,4•Т+0,2•?+0,001•Т2-0,0002•Т•?-0,001 •?2 ?0,069 (4)
Влияние длительности выдержки в диапазоне 20 – 60 с/мм имеет существенное влияние на рост зерна аустенита.
На рис. 1 показаны номограммы, построенные по зависимостям (1) и (2), которые представляют собой проекции изолиний соответствующих диаметров аустенитного зерна на плоскость «степень деформации - температура закалки».

Рисунок 1 - Номограммы размера аустенитного зерна в зависимости от степени деформации и температуры закалки для сталей Р6М5К5 (а) и Р6М5К5-МП (б).
Превращение остаточного аустенита в мартенсит при проведении сокращенного высокотемпературного отпуска происходит быстрее. Микротвердость после первого отпуска в среднем на 1000 Н/мм2 выше, чем после второго. При проведении третьего отпуска микротвердость, в среднем, снижается на 500 Н/мм2, в сравнении со вторым отпуском. Для образцов, отпущенных при температуре 630°С, характерно то, что для сталей Р6М5К5-МП падение микротвердости составляет 1500 – 2000 Н/мм2 , а для стали Р6М5К5-МП, закаленной от температуры 1160 °С, это понижение микротвердости меньше, чем для той же стали, но закаленной от температуры 1200 °С. В целом, микротвердость после третьего отпуска незначительно падает в сравнении с ее значением после первого отпуска. Микроструктура образцов состоит из мартенсита, карбидов и остаточного аустенита. Количество остаточного аустенита после каждого отпуска при разных температурах уменьшается на 2 - 7%. Значительных расхождений в микроструктуре, микротвердости и количестве остаточного аустенита не наблюдается. Это может быть обусловлено тем, что даже при небольших выдержках, но при повышенных температурах процессы выделения карбидов и их трансформация в специальные успевают пройти, что изменяет уровень упрочнения твердого раствора. Результаты оценки структуры и свойств исследуемых быстрорежущих сталей свидетельствуют о возможности значительного сокращения продолжительности отпуска за счет некоторого повышения температуры.
Испытания на коррозионно-абразивный износ на лабораторной установке по патенту № 17644 показали, что износу в большей степени подвержена сталь, полученная порошковой металлургией, при этом изменение степени предварительной деформации на износ значительного влияния не оказывает. Отрицательный показатель изменения массы Кm- для стали Р6М5К5, деформированной со степенью деформации 35 %, составляет 3,09 г/м2ч, а для стали Р6М5К5-МП, деформированной с той же степенью деформации, составляет 5,0 г/м2ч(табл. 4).

Дальнейшее повышение микротвердости исследуемых сталей было достигнуто нами обработкой плазмой дугового разряда [11]. Сравнив данные микротвердости объемно закаленных образцов и обработанных плазмой, можно заметить, что при плазменной обработке микротвердость несколько выше, и находится в пределах 5291 – 6037 Н/мм2 (рис. 2).
Рисунок 2 - Распределение микротвердости обработанных в плазме образцов.
При изучении микростуктуры обработанного в плазме слоя на стали Р18, предварительно подвергнутой сфероидизирующему отжигу, установлено, что микроструктура образцов в сердцевине представляет собой мелкодисперсный сорбит, а на поверхности высокодисперсную мартенситно-карбидо-аустенитную смесь (рис 3).

Рисунок 3 – Микроструктура обработанного в плазме слоя образца из стали Р18 по режиму а) обратной полярности тока; б) прямой полярности тока, х 250
Так как между относительно мягким основным металлом и упрочненной плазмой поверхностью возникают значительные напряжения, в переходной зоне возможно зарождение трещин, что и видно на приведенном рисунке. Появление и форму зигзагообразной трещины можно объяснить повышенной пластичностью основного металла и скачкообразной сменой знака остаточных напряжений в переходной зоне – от сжимающих к растягивающим. Это приводит к остановке трещины, к возникновению вторичных микротрещин в плоскости, перпендикулярной месту возникновения трещины. Слияние вторичных трещин с магистральной вызывает ветвление ее траектории.
Опасность трещинообразования при воздействии высококонцентрированными источниками энергии следует учитывать при разработке технологических параметров упрочнения инструмента из быстрорежущих сталей.
ВЫВОДЫ
1. Введение в технологический процесс предварительной деформации гидроэкструзией позволяет обеспечить получение более мелких карбидов и боле однородную исходную структуру быстрорежущей стали.
2. Ускоренный нагрев деформированных заготовок в расплаве соли обеспечивает получение зерна аустенита номер 13 - 14.
3. Локальное дополнительное упрочнение низкотемпературной электродуговой плазмой быстрорежущих сталей, повышает их твердость и износостойкость, что в целом повышает качество быстрорежущего инструмента.
ЛИТЕРАТУРА
1. Кремнев Л. С. Перспективы развития быстрорежущих сталей и сплавов// Металловед. и терм. обработка металлов. – 1983, № 5. - С. 2- 5.
2. Чаус А. С., Рудницкий Ф. И. Структура и свойства быстрорежущей быстрорежущей стали Р6М5 // Металловедение и термическая обработка металлов. – 2003, № 4. - С. 10 - 12.
3. Ульшин В. І., Тихомиров С. В. Нові технології підвищення якості порошкових інструментальних сталей // Металознавство та обробка металів. – 2003, № 3. - С. 33 – 36.
4 Когаєва Т. К. Механічні властивості високолегованих інструментальних сталей, отриманих струменевим формуванням // Металознавство та обробка металів. –2003, № 1. - С. 44 - 46.
5. Парабина Г. И., Осадчий А. Н., и др. Структура и свойства порошковых быстрорежущих сталей промышленного производтва // Порошковая металлургия. – 1990, № 1. - С. 92 – 95.
6. Кремнев Л. С. Заэвтектоидные быстрорежущие стали // Металловедение и термическая обработка металлов. – 1985, № 8, - С. 24 – 25.
7. Алимов В. И., Колягин Е. Ю., Оноприенко В. Г., Росляков С. Ю. Регламентируемая ковка порошковой быстрорежущей стали // Кузнечно-штамповое производство. – 1991, № 4. – С. 2 – 3.
8. Горюшина М. Н., Гавриков Н. Н., и др. Термическая обработка и свойства быстрорежущей стали 10Р6М5-МП, полученной распылением и горячим экструдированием // Металловедение и термическая обработка металлов. – 2001, № 6. - С. 8 - 11.
9. Свестек Я., Летциг В., Кайнер К. У. Гидростатическая экструзия при 100 °С и ее влияние на размер зерна и механические свойства магниевых сплавов // Металловедение и термическая обработка металлов. – 2006, № 11, - С. 31 – 35.
10. Алімов В. І., Кримов В. М., Штихно А. П., Хребтов О. А. Про процеси деформаційно–термічної обробки швидкорізальних сталей// Удосконалення процесів і обладнання обробки тиском в металургії і машинобудуванні; тематик. збірник наукових праць – ДДМА, Краматорськ. - 2002. – С. 356 - 360.
11. Алімов В. І., Кримов В. М., Штихно А. П. Підвищення властивостей швидкорізальних сталей шляхом поверхневої обробки // Физика и техника высоких давлений. - 2003, № 1. Т. 13 – С. 139 – 144.