Department: ore-termic process and low-waste technology
Speciality: Metallurgy of ferrous metals
Theme of master's work:
Development technology of melting of cast iron with use aggregate Romelt
Scientific adviser: Yaroshevsky Stanislav Lvovich
The work purpose: work out the pig-iron "know-how" in Ukraine
Actuality: Absence no coke technologie in the country. Crisis branch of industry
THE ROMELT PROCESS
Current investigations utilize existing steelmaking processes for wastes processing. Thus, experiments aimed at charging wastes into a basic oxygen furnace (BOF) or electric arc furnace (EAF) are underway. For this purpose, the wastes are briquetted or pelletized prior to an extra treatment; pellets or briquettes contain coal as a reductant. An analysis of such investigations is contained in the literature.1
There are methods that process nonpelletized fine particles of the burden by processing materials in the molten slag bath without their prereduction. Such techniques include Romelt, the latest developments in HIsmelt, and process AISI-DOE, developed in the United States under the auspices of the Department of Energy and the American Iron and Steel Institute. The first of the processes, both in terms of time of appearance and degree of development, is the Romelt
process.2,3
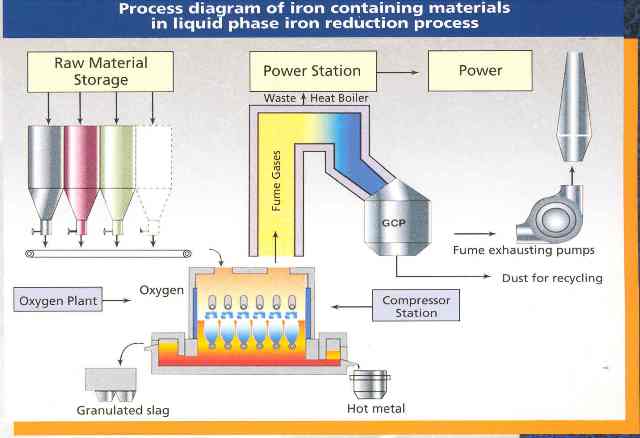
The Romelt process is a single-stage continuous iron-making technique from unprepared iron-bearing raw material in a bubbled slag bath using steam coal. The plant scheme is given in Figure 1. Because of the intensive mass transfer and the high process rates, this unit has favorable conditions for adequately completing the separation of the burden components among the three phases developed (slag, metal, and gas). The absence of a burden column, which condenses
sublimates and creates conditions for the evaporated elements to repeatedly enter the melting zone, makes it possible to use the process to recover nonferrous metals from the wastes.
Figure1. The plant sheme of Romelt
Melting Other Materials
Besides the above-mentioned materials, vanadium slag, metallic chips, and pellets screenings were also processed at the Romelt unit. We do not give the specific results of heats, because those materials were used only as additives to the burden iron ore. Nevertheless, the Romelt process proved its suitability for their processing and hot metal production.
ECONOMICS
Techno-economic calculations proved a high economic efficiency of the Romelt technology, in particular when sludge and dust are used as burden materials. The specific investments per tonne of metal, when it is produced following the Romelt technology, is 20-30%, and hot metal production cost is 30-35% less than when producing this hot metal in other known units.
Calculations performed by Japanese specialists for the conditions of locating a Romelt unit in Asia7 and by U.S. specialists for the North Americas conditions also verified a high economic efficiency of the Romelt technology. The efficiency of the Romelt process increases with the employment of the metallurgical plants ironbearing wastes as the burden and the use of chemical and sensible heat of flue gases for electric power generation.
Special Features of Romelt Process:
— Single Stage Smelting Reduction
— Flexibility to use wide range of iron bearing materials including iron-ore, mill scale, sludge, dusts
— Raw Material preparation not needed
— Uses non-coking coal as fuel and as reducer
— Coke-ovens and sintering plant not required
— Capacity to generate sufficient power to meet overall plant requirements including oxygen plant
— The cost of hot metal is expected to be lower by 10-15% as compared to BF route
— At waste processing, the cost of hot metal will be lower by 20-30% compared to the hot metal produced through BF route
FINMET
The Finmet plant at Port Hedland, Australia successfully made its first million tonnes of HBI in February 2001. The ramp up curve since commissioning in February 1999 has been slower than expected due to the formation of a dense magnetite coating on the haematite ore particles in the top reactor chamber which caused agglomeration and prevented complete reduction in the lower reaction vessels. This problem has been overcome by lowering the temperature and residence
time in the top reactor.
Finmet is a new fluidised bed direct-reduction process, jointly developed by FIOR de Venezuela (now called rDI) and Voest-Alpine Industrieanlagenbau GmbH and Co (VAI) of Austria. It is based on the use of non-agglomerated iron ore fines as the feedstock and natural gas for the generation of reducing gas. Finmet[R] plants have been built for BHP DRI at Port Hedland in Western Australia and for Orinoco Iron at Puerto Ordaz, Venezuela.
Following the start-up of the Finmet[R] plant at Port Hedland, initial problems were encountered in connection with the reduction characteristics of the Mount Newman iron ore fines used and with ore `stickiness'. In addition to a general review of Finmet[R] technology and the BHP DRI project, this paper outlines the solution implemented at Port Hedland which now enables continuous and stable operation at nominal train-production rates with the desired degree of
metallisation.
ORIGINS OF FINMET
Direct-reduced iron is predominantly produced in shaft furnaces where pellets or lump ore is reduced to metallic iron by a reducing gas produced from natural gas. In 1976, a new technology, named FIOR, was introduced in which iron ore fines are reduced to metallic iron in a cascade of fluidised bed reactors. The direct-reduced iron (DRI) is compacted to hot-briquetted iron (HBI) which is suitable for long-term storage. A drawback of FIOR technology is that it
is characterised by relatively high energy and other consumption figures which means that its application is geographically limited to areas with extremely low gas prices. FIOR de Venezuela (rDI) has successfully operated this process at Puerto Ordaz, Venezuela for 25 years during which time more than 6Mt of briquettes have been produced.
In 1991, VAI and rDI decided to proceed with the development of an improved fluidised-bed process named Finmet[R]. The goal of this technology was also to use lowcost iron ore fines to produce HBI, however, at similar energy and other consumption figures as in other pellet-based DR processes. Another advantage of Finmet technology is that the HBI product features a high physical strength making it ideal for handling and shipping, with minimum fines generation
and product loss. The exceptionally dense briquettes are ideal for the charge in electric arc furnaces and for the production of superior quality steels.
Two Finmet, plants are currently in operation, one at Port Hedland, Australia and one at Puerto Ordaz, Venezuela . Production at BHP DRI's Port Hedland plant is gradually being increased to its full capacity of more than 2Mt/y. The 2.2Mt/y Finmet plant for Orinoco Iron at Puerto Ordaz, in which BHP have a 50% holding, is currently in the hot commissioning phase following its start up in May 2000.
PROCESS DESCRIPTION
The Finmet process uses iron ore fines with a grain size of less than 12mm which have to be dried to the point where they will freely flow through storage bins. This is carried out in fluidised bed dryers where the ore is heated to approximately 100 [degrees] C which reduces the free water content to 0.1 to 0.2%. The dried ore is then transported to the top of the reactor structure by bucket elevators into a lock hopper system where the pressure is increased
to the reactor pressure of approximately 10bar(g). Four fluidised bed reactors are interconnected with gas and solids transfer lines. Ore fines flow downward by gravity from the upper to the lowermost reactor while reducing gas flows upwards in a counter current direction. This counter current flow of a multistage process improves the reduction efficiency in comparison with a single reactor process. In the initial design, the fine ore was heated in the first (top) reactor (R4) to a temperature between 400-550[degrees]C
by the partially spent reducing gas from the previous reactor. The dustladen gas from the fluidised bed is cleaned by internal reactor cyclones and returned to the fluidised bed via the cyclone diplegs.
The ore flows in a downward direction through the next reactors of the series and the degree of metallisation continually increases at each step due to the reaction with progressively richer reducing gas. In the final, lowermost reactor (RI), temperatures in the range of up to 800 [degrees] C prevail.
The carbon content -- over 90% in the form of iron carbide ([Fe.sub.3]C) -- of the metallised product can be adjusted to between 0.5 and 3% in the final reactor.
A mixture of recycled top gas and fresh gas generated in a steam reformer provides the gas required for reduction. The top gas exiting the uppermost reactor is first quenched and scrubbed in a wet scrubber. A small portion of the dedusted gas is removed to control the inert gas build-up in the system. This gas is mainly used as a fuel in a furnace to heat the reducing gas. The remaining recycle gas is returned via a recycle gas compressor to the process. The reformed
gas stream as well as the recycle gas stream (or a portion thereof) are sent through a [CO.sub.2] removal system. The gas is then preheated in the reducing gas furnace up to approx. 850 [degrees] C before being sent to the reactors.
The hot DRI fines are transported by a pneumatic lift system (riser) to the briquetting area into an insulated bin. From there the fines flow by gravity into double-roll briquetting machines where they are compacted to a density of over 5kg/[cm.sup.3]. The briquette strings exiting the machines are separated into individual briquettes. Fines generated in the breaking process are screened and recycled to the briquetting system. The HBI product is then cooled and
transported to the briquette storage area.
PROJECT BACKGROUND
With a nominal plant capacity of 2Mt/y, the Finmet plant is the largest merchant HBI plant in the world. Completed in early 1999 by BHP and VAI, the plant is located on the 120-ha Boodarie pastoral lease, about 20km south of Port Hedland, Western Australia. The operating company was named BHP DR][ and the product is branded `Boodarie Iron'. A number of auspicious factors exist for a successful DR iron business, including[1]:
-- Availability of quality iron ore (Mount Newman iron ore fines);
-- Competitively priced energy;
-- Production technology know-how;
-- Availability of a qualified workforce;
-- Good port facilities; and
-- Proximity to regional consumers.
START UP AND INITIAL PRODUCTION
Following completion of construction activities, cold and hot testing of the plant facilities were carried out. The Finmet plant was then started up and the first briquette produced on February 18, 1999. Each of the four production trains was subsequently put into operation.
Contrary to the original observations based on laboratory and large-scale tests, the iron ore in the uppermost Reactor (4) of the Finmet plant was converted to a highly dense magnetite structure with minimum porosity. This caused a topochemical reduction of certain iron ore fractions which impeded complete reduction of the inner particle volumes in the next reactor stages (Fig 3). Because the particle surfaces were highly metallised, increased sticking was observed
which caused blockages during material transfer from one reactor to the next. Additionally, the desired degree of metallisation could not be consistently achieved at the originally anticipated process parameters, ie reactor temperatures and reformed gas flow rates.
PROCESS IMPROVEMENTS
On the basis of plant observations BHP and VAI assumed that the prevailing Reactor 4 conditions at approx. 550 [degrees] C were the primary cause of the topochemical reduction behaviour. Specific laboratory reduction tests were then conducted with the aim to determine the optimum operating regime for Reactor 4 with respect to temperature and ore residence time in order to overcome the problems encountered[2].
The transformation of haematite into magnetite is in general thermodynamically favoured under Reactor 4 conditions (Fig 4), but can be suppressed by lowering the reactor temperature to approximately 400 [degrees] C with the correspondingly slower reaction kinetics (Fig 5). At this lowered temperature, no topochemical reduction behaviour takes place in the next reactors of the series where higher temperatures and more intense reducing conditions prevail.
Additional experiments were then carried out to investigate the influence of the Reactor 4 residence time on the final product metallisation, as seen in Fig 6. The results showed that on average the final metallisation increased by 1% per 10 minutes reduced residence time in Reactor 4.
Based on these findings it was decided to operate Reactor 4 at a lower temperature in order to minimise the formation of dense, nonporous magnetite and to conduct the first reduction step in Reactor 3 at a higher process temperature. Additionally, the ore residence time in Reactor 4 was decreased.
To enable the proper adjustment of Reactor 4 temperatures a water injection system was installed in each of the four reactor trains by December 2000. Following restart of the plant, a homogeneous reduction behaviour of the ore fines was immediately observed, which considerably decreased the sticking tendency of the material. Due to the increased porosity of the fines, the required product metallisation was continuously achieved under the foreseen process conditions.
Thus the original problems of sticking and in achieving the desired degree of final product metallisation were solved.
Table 1 shows the average product quality and train production rate during a period of one week.
Table 1 Average (1 week)
production results following
installation of the water-injection
system
Parameter Value
Production rate: > 75 t/h
Metallic iron: 86.0%
Total iron: 93.2%
Metallisation: 92.3%
Carbon: 1.0%
Briquette density: 5.0 g/[cm.sup.3]
In January 2001 three production trains were simultaneously in operation. The effectiveness of the implemented solution can be demonstrated by the fact that over the past several weeks new records were set with respect to daily production, campaign production and campaign lengths. On February 13, 2001, two years after the initial start up, BHP DRrs Finmet plant produced its first million tonnes of HBI and is now back on track to achieve its design capacity.
REFERENCES
1. S. Street et al., JOM, 50 (4) (1998), pp. 43-47.
2. V. Romenets, Stat (8) (1990), pp. 2027.
3. V. Romenets, E. Vegman, and N. Sakir, Izvestiya vuzov. Chernaya metallurgiya (7) (1993), pp. 9-19.
4. L. Gurvich et al., IVTANTERMO-A Thermodynamic Database and Software System for the Personal Computer. User's Guide (Boca Raton, FL: CRC Press, Inc., 1993).
5. V. Valavin et al., Stal (7) (1996), pp. 59-63.
6. Yu. Pokhvisnev, A. Zaitsev, and V. Valavin, Intl. Conf. Steel Industry of Russia & C.LS. in the XXI Century, v. 2 (Moscow: 1994) pp. 135-136.
7. K. Horikawa et al., 25th Anniversary SEAISI 40 Conf Compact Integrated Steel Technology (Bangkok:1996).
8. M.W. Tompson and T.R. Weston,1997 Ironmaking Conference Proceedings (Warrendale, PA: ISS, 1997), pp. 541-552.
9. P Jeans, BHP Hot Briquetted Iron: Boodarie Iron -- BHP's New Hot Briquetted Iron Product, Global Iron Ore and Steel Forecast Conference, 1999.
10 BHP Hot Briquetted Iron, Media Information Meeting, Port Hedland, October 2000.
W. HILLISCH(*) & J ZIRNGAST(**)
(*)Product Manager, Finmet[R] Technology (**)Senior Research and Development Engineer