Topchij Boris
Physical metallurgical Faculty
Speciality: Treatment of metals pressure
Theme of master's work:
"Rolling thick sheets in the lattice-type shafts"
Scientific adviser: proffessor Rydenko E.O.



MULTILANE ROLLING CAGES FOR SHEETS AND STRIPS MANUFACTURE
Khokhlov Alexander, Konovalov Uriy, Arsenov Victor
Translation from Russian: Khokhlov Alexander
The desire to improve the accuracy of rolling and roll large sheets (up to 5300 mm), the development of controlled-rolled sheet regimes led to the creation of working stands in supporting rolls up to 2400 mm and working up to 1200 mm, with a section of rack frame and 1 m2. The construction of rolling mills require large capital costs for production of the mills and the construction of the building, where they set. On machines with the size of the rolls becomes problematic management of cross-profile and flatness of strips.
In particular, when using protivoizgiba rolls required force regulation can be as high as half the force rolling. In addition, production of bed and rolls of these dimensions is on the verge of technological capabilities of engineering plants.
Picture. MULTILANE ROLLING CAGES
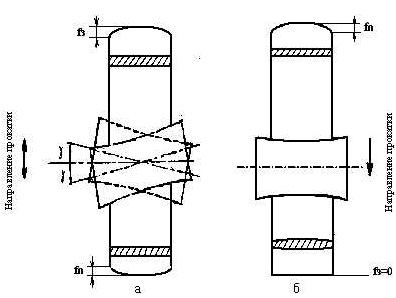
In the Donetsk National Technical University have developed a method of rolling to reduce the size and dimensions of the rolls rental stands, as well as gain more control over cross-section, shape and width of the sheet. Created as a multilane rolling stand (MRPK). On the picture we can se basic scheme of MULTILANE ROLLING CAGES. Deformation of the sheet, it occurs in two steps: first deform the boundary of the leaf J roll pairs 1, then - previously undeformed central part 2 with a pair of Roller overlap width. The amount of overlap depends on the specific conditions of rolling. Because of the scheme shows that the length of the barrel rolls substantially less than the width of the sheet so as to reduce their diameters, and in some cases to abandon supporting rolls. The above calculations have shown that the mass of the rolls when using a multilane stands reduced to 2 - 2.5 times compared to conventional crate. Declining raznotolschinnost cross-rolled sheet, as it is as if split into three section width. Deflection rolls are also lower because of their lesser length. When rolling into a multilane kleti hotbed of deformation on the width separated in different planes: the central pair of rolls (if you start rolling with it) as it is being implemented in the central part of reverberation, and the external parts are not subject to reduction, but have a deterrent effect on the central part of their diversion to in the last couple of rolls. If a rolling start with the extreme pairs, then upset the extreme parts of reverberation, and the central part has a deterrent effect to hit her in the middle a couple of rolls. In the case of a load-bearing outer rolls is variable, ie process is characterized by uneven deformation width. These features rolled into MRPK not allow use of existing methods for calculating power conditions when rolling strips of conventional cages. In this regard, the challenge of the calculation of rolling force in a multilane cages. In the light of the appropriate study of the usefulness of a multilane rental stands for the standard 2300 DMZ. Dimensions of such cages allow her to enter the building department. It is also appropriate to consider increasing the length of barrel rolls up to 2500 mm, which will increase the range of standard and increase the annual production. The proposed construction of stands and rolling technology allows you to significantly enhance the ability of the camp 2500 DMZ with minimal capital costs. To improve the quality of the sheets in the overlapping boundary and the central roll pair appropriate to provide a third pair of smooth proglazhivayuschih rolls. In this case, the boundary and the central roll pair will be the main deformation width. In the third row of rolls, length greater than the width of rolled strip, will be held proglazhivanie across the width of reverberation, which also improves the quality of the surface. Reverse rolling occurs in the first two cages. Latest proglazhivayuschy pass invited to perform in the third stands.
Literature
- Сафьян М.М., Мазур В.Л., Сафьян А.М., Молчанов Ф.И. Технология процессов прокатки и волочения. Листопрокатное производство. К."Высшая школа", 1988.
- Ткалич К.Н., Коновалов Ю.В. Точная прокатка тонких полос. М.Металлургия, 1972.
- Целиков Ф.И., Зюзин В.И. Современное развитие прокатных станов. М.Металлургия, 1972.
- Коновалов Ю.В., Арсенов В.В., Маншилин Г.И., Бобух И.А. Многорядные прокатные клети для производства листов и полос. Сталь.-1995 №8 с.44-46.
- А.с., 777956 СССР, МКИЗ В21В 1/38 Способ прокатки широких листов / С.Т.Анедченко, А.М.Онищенко, В.С.Горелик, В.М. Богатырев, А.П.Митьев. - 4 с ил.