
Накопичений досвід експлуатації зварних виробів показує, що з плином часу відбувається руйнування їх елементів, як правило, по зварним з'єднанням внаслідок впливу температурних і силових навантажень, різних видів корозії та інших факторів. Це зумовлено тим, що для зварних з'єднань характерні структурна неоднорідність і наявність концентрації залишкових напружень, які не відповідають їм у з'єднуємих частинах металоконструкцій.
Отримана структура і властивості зварних з'єднань залежать від дифузійного переміщення легуючих елементів, яке може визначати ступінь неоднорідності зварних з'єднань і протікання фазово-структурних перетворень. Слід врахувати, що для зварних з'єднань важливі пограничні дифузійні процеси, які відбуваються там активніше, ніж по тілу зерна; в свою чергу це пов'язано з більшою щільністю недосконалостей кристалічної будови по межах зерен. В результаті цього зосередження по межах зерен різного роду домішок визначає можливість значної зміни властивостей металу зварних зон, їх поведінку при різних видах обробки, що в більшій мірі визначається швидкістю дифузії легуючих елементів в залежності від характеру і ступеня легування сталі [1].
При цьому однією з найважливіших є задача підвищення якості зварних з'єднань та їх надійності уразі гострої необхідності зниження можливості виникнення аварійних ситуацій, що супроводжуються великими матеріальними витратами на їх усунення. При цьому важливо отримання равнопрочного зварного з'єднання, отримання зварного шва з керованими властивостями, зокрема за рахунок зниження його напружено-деформованого стану та досягнення властивостей,які максимально наближаються до властивостей основного металу. Вирішення цієї задачі можливе шляхом використання деформаційно-термічного впливу на зварне з'єднання [2 - 4].
Метою даної роботи є вивчення впливу комбінованих обробок, таких як гаряча деформація прокаткою, обробка низькотемпературною плазмою, на якість зварного з'єднання.
Для дослідження виготовили зразки із сталей 20, 20х, 18ХГТ та 30ХГСА. Зразки із сталей 20х, 18ХГТ і 30ХГСА зварювати електродом типу СВ08Г2С (% Мас.: 0,076 С; 1,96 Mn; 0,88 Si; 0,014 S; 0,024 P; 0,044 Cr; 0,017 Ni; 0,022 Cu; 0,005 Al; 0,005 As; 0,007 N), а зразки зі сталі 20 електродом типу УОНІ-13/45 (% мас.: 0, 11 С; 0,45-0,8 Mn; 0,2-0,3 Si; 0,03 S; 0,035 P).
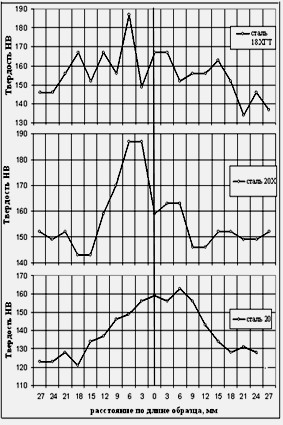
Вимірювання твердості показало, що її розподіл по перетину зварних з'єднань нерівномірно (рис.1), що обумовлено неоднорідністю формуємих структур (рис. 2).
Рис. 1. Розподіл твердості вздовж зварних з'єднань
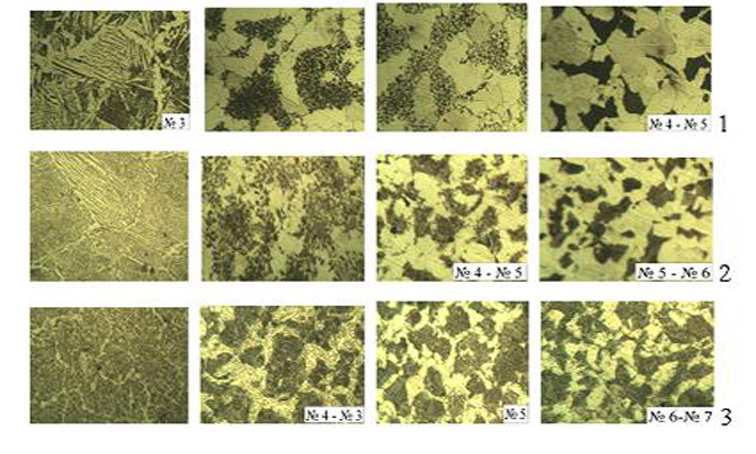
З даних видно, що зі збільшенням ступеня легування сталі структура в зварному з'єднанні стає більш рівномірною, зерно в зонах термічного впливу декілька подрібнюється, що також проявляється у збільшенні твердості, а значить сприятливому впливу на подальше зміцнення зварних з'єднань. Структура зварного з'єднання зі сталі 18ХГТ є найбільш дрібнозернистою, що особливо проявляється в околошовной зоні і пояснюється великим легуванням і вмістом в своєму складі титану, що стримує зростання зерна при високих температурах. Введення додатково легуючих елементів надає вплив і на властивості зварних з'єднань, що видно по збільшенню твердості вздовж зварного з'єднання із збільшенням легування.
Подальшу обробку зварних з'єднань здійснювали методом гарячої деформації прокаткою. Зварені смуги нагрівали в трубчастій електричній печі типу Т-40 / 600, далі витримували зразки в печі і деформували прокаткою зварний шов до рівня товщини зразків основного металу на лабораторному стані "дуо" з регульованими натискними гвинтами зі швидкістю прокатки 0,263 м / с і різними паузами між пропусками. Параметри гарячої прокатки зварних зразків представлені в таблиці.
Таблиця – Параметри гарячої прокатки зварних зразків
| Сталь | Товщина зразків, мм | Тнагр.,0С | Час витримки в печі, хв | Пауза між пропусками, с | Число пропусків в клеті |
| 20 | 9,5 | 950 | 19 | 12 | 1 |
| 20 | 9,5 | 950 | 19 | 31 | 2 |
| 20Х | 10 | 950 | 15 | 11 | 1 |
| 20Х | 10 | 950 | 15 | 19 | 2 |
| 18ХГТ | 9 | 950 | 18 | 7 | 1 |
| 18ХГТ | 9 | 950 | 18 | 42 | 2 |
| 30ХГСА | 8 | 950 | 13 | 4 | 1 |
| 30ХГСА | 8 | 950 | 13 | 15 | 2 |
Прокатку зварного шва до рівня основного металу проводили по-різному: в першому випадку прокатку вели в одному напрямку за 1 прохід, у другому - прокатку в різних напрямках в режимі "реверс" за 2 проходи, після цього охолодження зразків проводили на повітрі. Після зварювання контролювали твердість вздовж зварного з'єднання по методу Роквелла з використанням приладу ТК-2 за ГОСТ 6996-66 (рисунок 3).
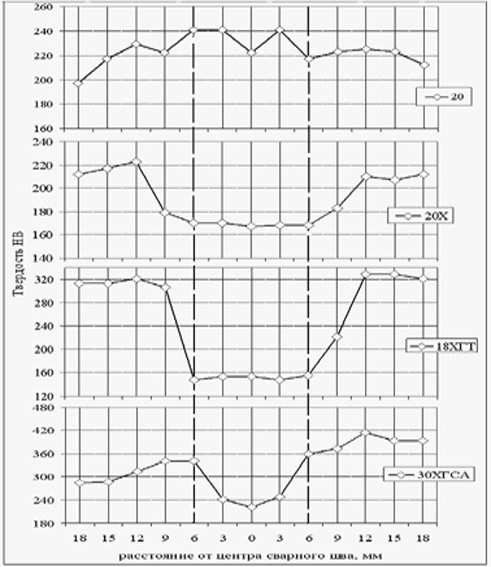
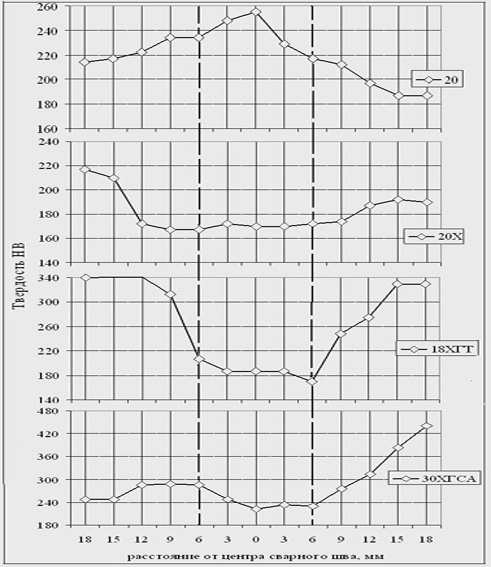
Рисунок 3 Розподіл твердості вздовж зварних з'єднань: а) прокатка в одному напрямку; б) прокатка в двух напрямках (пунктир – зварний шов)
З рисунку видно, що зразки зі сталі 20, зварені більш вуглецевим електродом, ніж зразки із сталей 20х, 18ХГТ і 30ХГСА, мають більш рівномірні властивості вздовж зварного з'єднання після гарячої прокатки у всіх напрямках, що пов'язано з наближенням хімічного складу металу шва до складу основного металу, а зразки з інших сталей мають після обробки неоднорідні властивості по перетину, так як метал шва значно відрізняється від зварюємого металу. Однак властивості зварних з'єднань із сталей 20х, 18ХГТ і 30ХГСА більш рівномірно при прокатці в режимі "реверс", ніж при прокатці в одному напрямку, що пов'язано зі структурними змінами в процесі гарячої прокатки залежно від числа пропусків та напрямку прокатки.
Обробка зварних з'єднань із сталі 20 методом гарячої деформації прокаткою за іншою технології показала інші результати. Зварені смуги нагрівали до температури 950 - 970 оС, далі витримували зразки в печі 15 хв та деформували прокаткою зварний шов до рівня основного металу з паузами між пропусками 6 - 8 сек. Прокатку зварного шва до рівня основного металу проводили по-різному: у першому випадку прокатку вели в одному напрямку за 4 прохода, у другому - прокатку в різних напрямках в режимі "реверс" за 4 прохода, після цього охолодження зразків проводили на повітрі
В результаті після проведення гарячої деформації прокаткою отримали структуру і властивості зварних стержней, що відрізняються від вихідних. Зокрема на зразках до гарячої деформації прокаткою спостерігається разнозерністость і неоднорідність структури по перетину. По мікроструктурі зон зварного з'єднання, що складається з ферриту та перліту спостерігається вкрай неоднорідна структура, особливо в зоні нормалізації, де бал зерна коливається в межах № 6 - 4 по ГОСТ і зерна мають нерівноважну будову, що не характерно для зони нормалізації. Після гарячої деформації прокаткою в одному напрямку структура зварного з'єднання стає більш неоднорідною і нерівноважною, що також говорить про зниження його якості, однак після деформації прокаткою в різному напрямку структура стає більш однорідною, в структурі зварного з'єднання відбуваються процеси рекристалізації, що призводить до вирівнювання властивостей по перетину зразка, підвищення його якості та міцності, тобто часткового зміцнення зварного з'єднання [5].
Подальшими цілями магістерської роботи є дослідження впливу обробки низькотемпературною плазмою і хіміко-термічної обробки на структуру і властивості зварних з'єднань.