Источник: Металлургия и обработка металлов (выпуск 12)/Материалы научно-исследовательских работ студентов и молодых ученых физико -металлургического факультета ДонНТУ.-Донецк:ДонНТУ, 2009.-77 с.
С повышением легирования и прочности свариваемых материалов усложняется выбор обработки сварного соединения после сварки. Горячая прокатка является одной из обработок для улучшения свойств и устранения неблагоприятного поля остаточных напряжений в сварных соединениях. Однако на свойства сварных соединений после данной обработки большое влияние оказывают свойства свариваемого металла и металла сварного шва.
Целью данной работы является установление влияние химсостава металла сварного шва на свойства сварного соединения после горячей прокатки.
Для исследования изготовили образцы из сталей 20, 20Х, 18ХГТ и 30ХГСА. Образцы из сталей 20Х, 18ХГТ и 30ХГСА сваривали электродом типа СВ08Г2С (% масс.: 0,076 С; 1,96 Mn; 0,88 Si; 0,014 S; 0,024 P; 0,044 Cr; 0,017 Ni; 0,022 Cu; 0,005 Al;0,005 As; 0,007 N), а образцы из стали 20 электродом типа УОНИ-13/45 (% масс. : 0, 11 С; 0,45-0,8 Mn; 0,2-0,3 Si; 0,03 S; 0,035 P). Дальнейшую обработку сварных соединений осуществляли методом горячей деформации прокаткой. Сваренные полосы нагревали в трубчатой электрической печи типа Т- 40/ 600, далее выдерживали образцы в печи и деформировали прокаткой сварной шов до уровня толщины образцов основного металла на лабораторном стане “дуо” с регулируемыми нажимными винтами со скоростью прокатки 0,263 м/с и различными паузами между пропусками. Параметры горячей прокатки сваренных образцов представлены в таблице.
Таблица – Параметры горячей прокатки сварных образцов
| Сталь | Толщина образцов, мм | Тнагр.,0С | Время выдержки в печи, мин | Пауза между пропусками, с | Число пропусков в клети |
| 20 | 9,5 | 950 | 19 | 12 | 1 |
| 20 | 9,5 | 950 | 19 | 31 | 2 |
| 20Х | 10 | 950 | 15 | 11 | 1 |
| 20Х | 10 | 950 | 15 | 19 | 2 |
| 18ХГТ | 9 | 950 | 18 | 7 | 1 |
| 18ХГТ | 9 | 950 | 18 | 42 | 2 |
| 30ХГСА | 8 | 950 | 13 | 4 | 1 |
| 30ХГСА | 8 | 950 | 13 | 15 | 2 |
Прокатку сварного шва до уровня основного металла проводили по- разному: в первом случае прокатку вели в одном направлении за 1 проход, во втором - прокатку в разных направлениях в режиме “ реверс” за 2 прохода, после этого охлаждение образцов проводили на воздухе. После сварки контролировали твердость вдоль сварного соединения по методу Роквелла с использованием прибора ТК-2 по ГОСТ 6996-66 (рисунок).
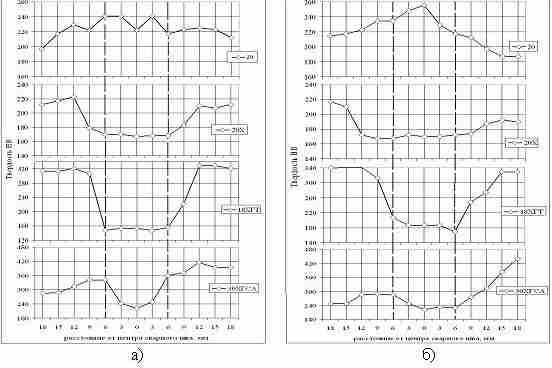
Рисунок. Распределение твердости вдоль сварных соединений: а) прокатка в одном направлении; б) прокатка в двух направлениях (пунктир – сварной шов)
Из рисунка видно, что образцы из стали 20, сваренные более углеродистым электродом, чем образцы из сталей 20Х, 18ХГТ и 30ХГСА, имеют более равномерные свойства вдоль сварного соединения после горячей прокатки во всех направлениях, что связано с приближением химического состава металла шва к составу основному металлу, а образцы из остальных сталей имеют после обработки неоднородные свойства по сечению, так как металл шва значительно отличается от свариваемого металла. Однако свойства сварных соединений из сталей 20Х, 18ХГТ и 30ХГСА более равномерны при прокатке в режиме “ реверс”, чем при прокатке в одном направлении, что связано со структурными изменениями в процессе горячей прокатки в зависимости от числа пропусков и направления прокатки.
Таким образом, главными факторами, определяющими свойства сварного соединения после горячей прокатки, являются химический состав металла сварного шва и параметры прокатки.