Источник: Вісник ДНАБА. - 2008. -№5. - С. 42-44.
Изучено воздействие горячей деформации прокаткой на качество сварных соединений стержней из стали 20. Установлено, что такая обработка дает возможность приблизить свойства сварного соединения к свойствам соединяемых стержней.
сварное соединение, сталь, структура, свойства, структурная неоднородность, равнопрочность, деформация прокаткой
Накопленный опыт эксплуатации сварных изделий показывает, что с течением времени происходит разрушение их элементов, как правило, по сварным соединениям вследствие воздействия температурных и силовых нагрузок, различных видов коррозии и других факторов. Это обусловлено тем, что для сварных соединений характерны структурная неоднородность и наличие концентрации остаточных напряжений, не соответствующих им в соединяемых частях металлоконструкций.
При этом одной из важнейших является задача повышения качества сварных соединений и их надежности ввиду острой необходимости снижения возможности возникновения аварийных ситуаций, сопровождающихся большими материальными затратами на их устранение. При этом важно получение равнопрочного сварного соединения, получение сварного шва с управляемыми свойствами, в частности за счет снижения его напряженно-деформированного состояния и достижения свойств, максимально приближающихся к свойствам основного металла. Решение этой задачи возможно путем использования деформационно-термического воздействия на сварное соединение [1 - 3] .
Целью данной работы является изучение строения сварного соединения, установление степени однородности структуры и свойств соединения и установление влияния горячей деформации прокаткой на качество сварного соединения.
Для анализа свойств сварных соединений стержней из углеродистых сталей была выбрана сталь 20 стандартного состава, сварку выполняли низкоуглеродистым электродом типа Св08Г2С. Состав металла шва был следующим, % масс.: 0, 076 С; 0,196 Mn; 0,88 Si; 1,4 S;2,4 P; 4,4 Cr; 1,7 Ni; 2,2 Cu; 0,5 Al; 0,5 As; 0,7 N. После сварки контролировали твердость различных зон сварного соединения по методу Роквелла с использованием прибора ТК-2 по ГОСТ 6996-66. Исследование микроструктуры осуществляли на образцах, подвергнутых шлифовке и полировке. Использовали приемы химического травления для определения различных составляющих структуры зон сварного соединения с помощью реактива, состоящего из 4%-ного спиртового раствора HNO3. После травления образцы промывали и высушивали фильтровальной бумагой. Съемку микроструктуры осуществляли на микроскопе “Neophot-30” при увеличениях х300.
Дальнейшую обработку сварного соединения осуществляли методом горячей деформации прокаткой. Сваренные полосы нагревали до температур 950- 970 оС в трубчатой электрической печи типа Т- 40/ 600, далее выдерживали образцы в печи 15 мин и деформировали прокаткой сварного шва до уровня основного металла на лабораторном стане “дуо” с регулируемыми нажимными винтами со скоростью прокатки 0, 027 м/с и паузами между пропусками 6- 8 сек. Прокатку сварного шва до уровня основного металла проводили по- разному: в первом случае прокатку вели в одном направлении за 4 прохода, во втором - прокатку в разных направлениях в режиме “ реверс” за 4 прохода, после этого охлаждение образцов проводили на воздухе.
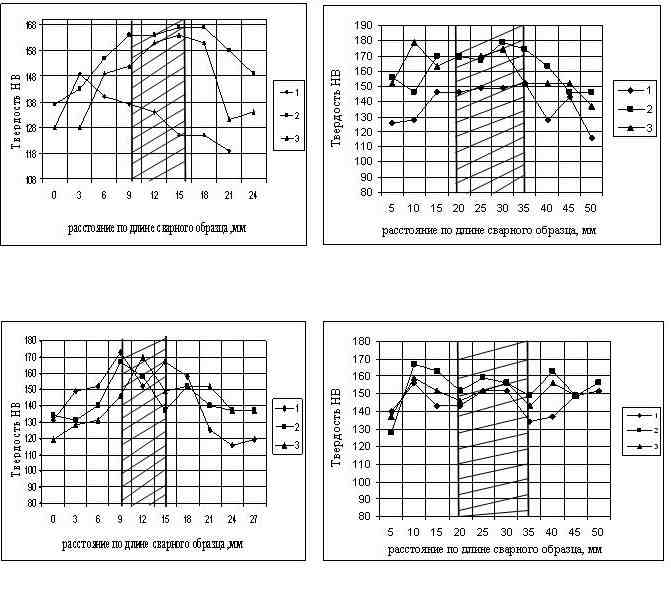
В результате после проведения горячей деформации прокаткой получили структуру и свойства сварных стержней, отличающиеся от исходных. В исходном состоянии структура и свойства сварного соединения оказались крайне неоднородными. После горячей деформации прокаткой в одном направлении свойства сварного соединения несколько ухудшились (коэффициент неоднородности распределения твердости по длине сварного соединения увеличился с 1,4 до 1,54), в то время как после прокатки в разном направлении свойства сварного соединения улучшились (коэффициент неоднородности распределения твердости по длине сварного соединения уменьшился с 1,49 до 1,3), что видно из рисунка 1.
а) перед прокаткой;б) после прокатки в одном направлении;в) перед прокаткой;г) после прокатки в разных направлениях
Рис. 1. Распределение твердости по длине сварных соединений (заштрихована зона сварки)
По рисунку 1 видно, что распределение твердости по сечению образца, деформированного в горячем состоянии в одном направлении, стало более неоднородно, это может быть связано с повышением твердости в сварном шве, т. е качество сварного соединения понижается. Горячее деформирование прокаткой в разном направлении показало обратные результаты, коэффициент неоднородности уменьшился с 1,49 до 1,3, а это означает, что переход от сварного шва к основному металлу становится менее резким, что говорит о частичном упрочнении образца, т. е качество сварного соединения повышается. Полученные результаты также подтверждаются микроструктурными исследованиями (рис. 2). В частности на образцах до горячей деформации прокаткой наблюдается разнозернистость и неоднородность структуры по сечению. По микроструктуре зон сварного соединения, состоящей из феррита и перлита наблюдается крайне неоднородная структура, особенно в зоне нормализации, где балл зерна колеблется в пределах № 6 - 4 по ГОСТ и зерна имеют неравновесное строение, что не характерно для зоны нормализации.
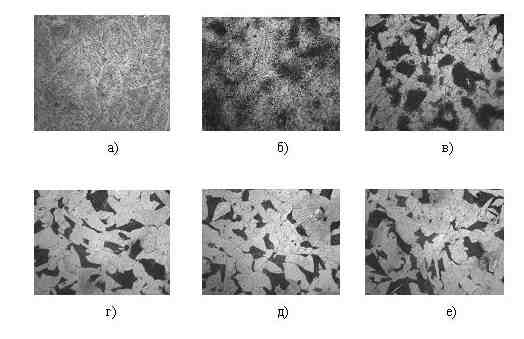
Рис. 2. Микроструктура зон сварного соединения (х 300): а) зона сварного шва; б) зона неполного расплавления; в) зона перегрева; г) зона нормализации; д) зона неполной перекристаллизации; е) зона рекристаллизации.
После горячей деформации прокаткой в одном направлении структура сварного соединения становится более неоднородной и неравновесной, что также говорит о понижении его качества, однако после деформации прокаткой в разном направлении структура становится более однородной, в структуре сварного соединения происходят процессы рекристаллизации, что приводит к выравниванию свойств по сечению образца, повышению его качества и прочности, то есть частичному упрочнению сварного соединения.
Таким образом, структура и свойства сварного соединения стержней в состоянии после сварки неоднородны, коэффициенты неоднородности колеблются в пределах 1,4–1,5. После горячей деформации прокаткой в одном направлении структура и свойства сварного соединения не улучшаются, однако горячая деформация прокаткой в разном направлении частично упрочняет сварное соединение за счет более однородной структуры и свойств, то есть появляется возможность получения равнопрочного соединения.
Є. В. ВЕЛИЧКО, В. І. АЛІМОВ, М. В. АФАНАСЬЄВА ВПЛИВ ДЕФОРМАЦІЇ ПРОКАТКОЮ НА СТРУКТУРУ І ВЛАСТИВОСТІ ЗВАРНИХ З'ЄДНАНЬ СТРИЖНІВ З НИЗЬКОВУГЛЕЦЕВИСТОЇ СТАЛІ
Донецький національний технічний університет
Вивчена дія гарячої деформації прокаткою на якість зварних з'єднань стрижнів зі сталі 20. Встановлено, що така обробка дає можливість наблизити властивості зварного з'єднання до властивостей стрижнів, що з’єднуються.
E.V. VELICKO, V.I. ALIMOV, M. V. AFANAS’YEVA INFLUENCE OF THE ROLLING DEFORMATION ON ESTABLISHED STRUCTURE AND PROPERTIES OF THE WELDED CONNECTIONS OF BARS FROM LOW- CARBON STEEL
Donetsk National Technical University
An influence of hot rolling deformation on quality of the welded connections of bars from steel 20 is studied. It is that such treatment enables to approach properties of the welded connection to properties of the connected bars.