Источник: IX Международная научно-техническая Уральская школа-семинар металловедов-молодых ученых: Материалы семинара, Екатеринбург, 1 – 5 декабря 2008 г., Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2008. 201 с.
Одной из важнейших задач при производстве сварных изделий и конструкций является получение высокого качества и надежности сварного шва ввиду острой необходимости снижения возможности возникновения аварийных ситуаций. При этом важно получение равнопрочного сварного соединения, получение сварного шва с управляемыми свойствами, в частности за счет снижения его напряженно-деформированного состояния и достижения свойств, максимально приближающихся к свойствам основного металла. Решение этой задачи возможно путем использования деформационно-термического воздействия на сварное соединение.
Для анализа свойств сварных соединений стержней из углеродистых сталей была выбрана сталь 20 стандартного состава, сварку выполняли низкоуглеродистым электродом типа Св08Г2С. Состав металла шва был следующим, % масс.: 0, 076 С; 1,96 Mn; 0,88 Si; 0,014 S; 0,024 P; 0,044 Cr; 0,017 Ni; 0,022 Cu; 0,005 Al; 0,005 As; 0,007 N. После сварки контролировали твердость различных зон сварного соединения по методу Роквелла с использованием прибора ТК-2 по ГОСТ 6996-66. Исследование микроструктуры осуществляли на образцах, подвергнутых шлифовке и полировке. Использовали приемы химического травления для определения различных составляющих структуры зон сварного соединения с помощью реактива, состоящего из 4%-ного спиртового раствора HNO3. После травления образцы промывали и высушивали фильтровальной бумагой. Съемку микроструктуры осуществляли на микроскопе “Neophot-30” при увеличениях х300.
Дальнейшую обработку сварного соединения осуществляли методом горячей деформации прокаткой. Сваренные полосы нагревали до температур 950 - 970 оС в трубчатой электрической печи типа Т - 40/600, далее выдерживали образцы в печи 15 мин и деформировали прокаткой сварного шва до уровня основного металла на лабораторном стане “дуо” с регулируемыми нажимными винтами со скоростью прокатки 0, 027 м/с и паузами между пропусками 6 - 8 с. Прокатку сварного шва до уровня основного металла проводили по - разному: в первом случае прокатку вели в одном направлении за 4 прохода, во втором - прокатку в разных направлениях в режиме “ реверс” за 4 прохода, после этого охлаждение образцов проводили на воздухе.
В результате после проведения горячей деформации прокаткой получили структуру и свойства сварных стержней, отличающиеся от исходных. В частности на образцах до горячей деформации прокаткой наблюдается разнозернистость и неоднородность структуры по сечению. По микроструктуре зон сварного соединения, состоящей из феррита и перлита, наблюдается крайне неоднородная структура, особенно в зоне нормализации, где номер зерна колеблется в пределах № 6 - 4 по ГОСТ 3639 и зерна имеют неравноосное строение, что не характерно для зоны нормализации. После горячей деформации прокаткой в разном направлении структура становится более однородной, в структуре сварного соединения происходят процессы рекристаллизации, что приводит к выравниванию свойств по сечению образца, повышению его качества и прочности, то есть частичному упрочнению сварного соединения (рис.1). Полученные результаты также подтверждаются исследованиями свойств сварных соединений.
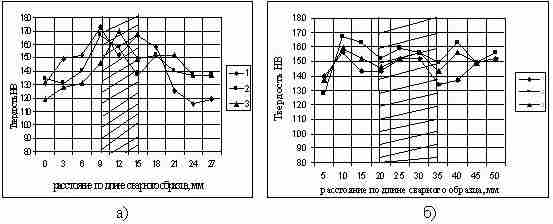
Рис. 1. Распределение твердости по длине сварных соединений (заштрихована зона сварки) а) перед прокаткой; б) после прокатки в разных направлениях
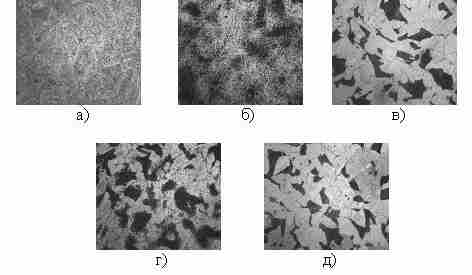
Рис. 2. Микроструктура зон сварного соединения (х 300): а) зона сварного шва; б) зона неполного расплавления; в) зона перегрева; г) зона нормализации; д) зона неполной перекристаллизации.
После горячей деформации прокаткой в одном направлении свойства сварного соединения не улучшились, в то время как после прокатки в разном направлении свойства сварного соединения улучшились (коэффициент неоднородности распределения твердости по длине сварного соединения уменьшился с 1,49 до 1,3), что видно из рисунка 1.
Из рис. 1 видно, что распределение твердости по сечению образца, деформированного в горячем состоянии в разном направлении, стало более однородно, т. е качество сварного соединения повышается. Коэффициент неоднородности при этом уменьшился с 1,49 до 1,3, а это означает, что переход от сварного шва к основному металлу становится менее резким, что говорит о частичном упрочнении образца.
Таким образом, после горячей деформации прокаткой в разном направлении частично упрочняется сварное соединение за счет более однородной структуры, то есть повышается возможность получения равнопрочного соединения.