Главная страница ДонНТУ
Портал магистров ДонНТУ
Автобиография
Автореферат
Перечень ссылок
Достопримечательности Узбекистана
Отчет о поиске
Электронная библиотека
ШЛИФОВАНИЕ С УПРАВЛЕНИЕМ ПАРАМЕТРАМИ РАБОЧЕЙ ПОВЕРХНОСТИ КРУГА
КАК СИСТЕМА
Матюха П.Г. , Полтавець В. В. Алмазне шліфування з електроерозійними керуючими діями
на робочу поверхню круга.-Донецьк: ДонНТУ, 2006.-164с.
(9 - 15 с.)
Использование режущих свойств алмазов при шлифовании кругом в значительной мере зависит от вида связки,
на которой изготовлен алмазоносный слой. Так, по данным Т.Н.Лоладзе и Т.В.Бокучавы, при шлифовании алмазным
кругом на бакелитовой связке АС 40-Б1-100 образцов из молибдена МВ1 ис-пользуется только 9% режущих свойств
алмаза, жаропрочного сплава ХН7ОВМТЮ - 6%, титанового сплава ВТ-1 - 3%, стали 40 - 2%, серого чугуна
СЧ 18-28 – 0,07%. Следовательно, для эффективного использования режу-щих свойств алмаза в круге
алмаз должен быть надежно закреплен в матрице алмазоносного слоя.
Свойством прочного удержания зерен в матрице алмазоносного слоя обладают металлические связки,
которые представляют собой композиции на ос-нове меди, олова, железа, алюминия, никеля и других
металлов. Однако, повышение прочности закрепления зерен с помощью металлических связок привело
к потере кругом свойства самозатачивания, в результате чего режущая способность РПК с увеличением
времени обработки постоянно снижается. Снижение режущей способности рабочей поверхности происходит,
в основном, из-за отсутствия пор на поверхности металлической связки, в связи с чем со временем становится
невозможным размещение стружки в межзеренном пространстве, объем которого, сформированный во время правки,
уменьшается в процессе шлифования в результате износа зерен, а также склонностью металлической связки к
схватыванию с обрабатываемыми металлами и сплавами. Снижение режущей способности РПК увеличивает мощность
резания и способствует повышению температуры в зоне шлифования, величина которой может превысить порог
фазовоструктурных превращений в поверхностном слое детали.
Повысить режущую способность РПК можно введением в состав металлических связок твердых неметаллических
наполнителей: абразивных порошков, антифрикционных добавок, твердых смазок. Так, абразивные порошки
повышают твердость связки, уменьшают долю металлической фазы и, соответственно. площади контакта
металлической основы с поверхностью обрабатываемого металла и, как следствие, уменьшают схватываемость
связки с обрабатываемым металлом. Твердые смазки типа графита или дисульфида молибдена кроме
вышеперечисленных эффектов обеспечивают снижение сил трения на поверхности связки. Менее склонны к
засаливанию и обеспечивают снижение температуры в зоне резания при шлифовании твердых сплавов круги на
связках МО13, МО4, МВ1, ТМ2, обладающие свойством самозатачивания.
Однако, перечисленные приемы не устраняют проблемы снижения работоспособности кругов при шлифовании
широкой номенклатуры изделий из различных материалов, так как обладают низкой оперативностью и не
устраняют основных причин снижения работоспособности режущей поверхности: контактирования связки
с обрабатываемым материалом и изменения за время обработки объема межзеренного пространства на РПК.
Однако, перечисленные приемы не устраняют проблемы снижения работоспособности кругов при шлифовании
широкой номенклатуры изделий из различных материалов, так как обладают низкой оперативностью и не
устраняют основных причин снижения работоспособности режущей поверхности: контактирования связки с
обрабатываемым материалом и изменения за время обработки объема межзеренного пространства на РПК.
Первый период характеризовался разработкой способов правки, основанных на вышеперечисленных
процессах, при которых в процессе правки, наряду с приданием требуемой геометрической формы круга,
осуществлялось формирование необходимых параметров РПК. Правка круга, как правило, осуществлялась на
отдельных стендах или модернизированном оборудовании и не совмещалась с процессом обработки
изделий. В процессе правки формировалась достаточная величина выступания зерен из связки,
что обеспечивало в началь-ный период алмазного шлифования максимальную режущую способность рабочей
поверхности круга за счет исключения контакта связки с обрабатываемым материалом. Однако с течением
времени обработки режущая способность круга постепенно снижалась.
Второй период становления оперативных способов поддержания режущей способности круга характеризуется
совмещением электроэрозионных, электрофизикохимических воздействий и воздействий на связку свободным
абразивом с процессом обработки изделий. При этом не только устраняется контакт связки с
обрабатываемым материалом, но и поддерживается постоянная средняя высота выступания зерен
из связки на протяжении всего времени обработки, что позволило за счет стабилизации режущей
способности круга повысить эффективность и технологические возможности алмазного шлифования кругами
на металлической связке.
Так как при осуществлении воздействий на РПК одновременно с обработкой изделий интенсивность
воздействий согласуется с задачами стабилизации выходных показателей обработки и сохранения
определенных параметров РПК постоянными, то такие воздействия на РПК могут быть отнесены к управляющим
воздействиям, а процесс поддержания режущей способности круга - к управлению режущей способностью
круга в процессе обработки.
Рассмотрим современные способы управления параметрами РПК при шлифовании.
Обобщение опубликованных матералов, посвященных управлению режущей способностью круга при
алмазном шлифовании позволяет осуществить классификацию существующих способов
по следующим признакам (Рис.1):
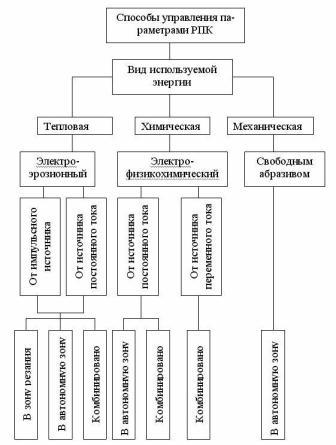 Рисунок 1 - Классификация способов управляющих воздействий
на рабочую поверхность шлифовального круга
Рисунок 1 - Классификация способов управляющих воздействий
на рабочую поверхность шлифовального круга
- по виду используемой для воздействий на РПК энергии: электроэрозионный (тепловая энергия),
электро-физикохимический (химическая энергия), свободным абразивом (механическая энергия);
- по виду источников технологической энергии – способы, использующие импульсные
источники технологического тока, источники постоянного и пере-менного тока;
- по расположению зоны ввода технологической энергии: в зону резания, в
автономную зону, комбинированно в зону резания и автономную зону;
- по направленности воздействий: воздействующие на связку, зерно;
- по количеству совмещаемых типов энергии для управляющих воздействий: комбинированные способы,
совмещающие тепловую и механическую, химиче-скую и тепловую, химическую и механическую энергии;
- по соотношению времени шлифования и управляющих воздействий:
способы с непрерывным либо периодическим воздействием.
Возникновение управления режущей способностью кругов на металлической связке связано с разработкой
в Харьковском государственном политехническом университете коллективом ученых под руководством
Н.К. Беззубенко и А.И. Грабченко алмазно-искрового шлифования (АИШ) и способа заточки режущих
инструментов из синтетических сверхтвердых материалов. Сущность АИШ заключается в сочетании
процесса резания алмазными зернами обрабатываемой детали с одновременным электрофизическим
воздействием на инструмент и деталь за счет введения в зону резания импульсного технологического
тока в среде обычных шлифовальных СОЖ. При обработке сверхтвердых нетокопроводных поликристаллов
в процессе их шлифования осуществля-ется непрерывное автономное электро-физикохимическое воздействие
на связку круга с целью ее электролитического растворения и электроэрозионного разрушения,
что обеспечивает постоянную величину выступания зерен из связки. Процесс воздействий на рабочую
поверхность круга в автономной зоне был распространен на обработку токопроводных изделий, а затем
был предложен способ шлифования с подачей технологической энергии одновременно в зону обработки и
в автономную зону. Принципиальные схемы шлифова-ния, использующие электроэрозионные способы
управляющих воздействий на РПК.
Проанализируем технологические возможности и особенности основных способов поддержания режущих
свойств РПК в процессе обработки.
При управлении режущей способностью круга с подводом технологиче-ского тока в зону резания
источник технологического тока положительным полюсом подключают к шлифовальному кругу,
а отрицательным - к обрабатываемой детали. При этом зона электроэрозионного воздействия и
зона резания совмещены во времени и пространстве. В качестве источников технологического тока
используются генераторы импульсов модели ВГ-3В, ШГИ 40-440, ШГИ 125-100М, ИТТ-35, источники
постоянного тока.
В межэлектродный промежуток (МЭП) подают слабопроводящие водные СОЖ, возбуждая между обрабатываемой
деталью и токопроводной связ-кой электрические разряды. При алмазно-искровом шлифовании, когда используются
импульсные высокочастотные источники питания типа ШГИ, генерирующие униполярные импульсы с амплитудой
напряжения холостого хода 200 В, электрические разряды проходят в результате пробоя МЭП либо
инициируются срезаемыми стружками. При алмазно-электроэрозионном шли-фовании, использующем
низковольтные генераторы импульсов или источники постоянного тока, коммутирование электрических
разрядов происходит путем замыкания - размыкания точечных контактов, возникающих в результате образующейся
при резании алмазными зернами стружки, либо контактиро-вания выступов поверхности связки и детали
.В этом случае на связку шлифовального круга воздействуют низковольтные и низкочастотные контактнодуговые
разряды.
Способ управления режущей способностью круга с подводом электрической энергии в зону резания обладает
широкой универсальностью и может быть реализован при любой схеме шлифования. Известно применение
алмазно-искрового и алмазно-электророзионного шлифования при круглом наружном, внутреннем,
плоском шлифовании, заточке инструментов, зубохонинговании, при этом обработка осуществлялась по
жесткой либо упругой схемам. Шлифованию подвергалась широкая гамма труднообрабатываемых материалов:
штамповых сталей (Х12, Х12М, Х12Ф1, Х12Ф4М, Х4Ф4М, Х3Ф8, Х13Ф12), шарикоподшипниковой стали ШХ15,
твердых сплавов (Т5К10, Т15К6, ВК8, ВК15), магнитотвердых материалов (ЮНДК24Т2, ЮНДК35Т5БА), а также
твердосплавных неперетачиваемых пластин из спла-вов Т15К6, ТН-20, композиций «ТН-20 – сталь45»,
«Т15К6 - сталь 45», двухслойных пластин ТОМАЛ.
Алмазно-искровое и алмазно-электроэрозионное шлифование обеспечивают поддержание режущих свойств
круга на протяжении длительного времени за счет хорошего выступания зерен над связкой.
Производительность АИШ в 2-5 раз (400-3000 мм /мин) выше по сравнению с обычным шлифованием,
причем на оптимальных электрических режимах механическая обработка интенсифицируется
за счет высоких режущих свойств круга, а при ин-тенсивных электрических режимах, дополнительно,
в результате специфического для каждого обрабатываемого материала изменения его физико-механических
свойств. Таким образом, рост производительности при алмазно-искровом шлифовании является
следствием, в первую очередь, повышения режущей способности круга и снижения потерь энергии на
трение связки о заготовку.
Поверхностный слой детали, полученный в результате алмазно-искрового шлифования,
характеризуется остаточными напряжениями сжатия.
Однако способ управления режущей способностью круга с подводом технологического тока в зону резания,
что реализуется при алмазно-искровом и алмазно-электроэрозионном шлифовании, имеет и ряд недостатков.
Повышенный удельный расход алмазов;
ухудшение качества обработанной поверхности (оплавление, микро- и макротрещины, фазовые превращения;
взаимосвязь электрических и механических режимов из-за инициирования разрядов стружками;
влияние на протекание электроэрозионного процесса жесткости систе-мы СПИД, в результате чего на
поверхности круга появляются волны и полосы засаливания.
В процессе управления режущей способностью круга с подводом технологического тока в автономную зону
процесс электроэрозионного воздействия на связку круга и процесс резания совмещены во времени,
но разделены в пространстве. В этом случае положительный полюс источника технологического тока
подключают к шлифовальному кругу, а отрицательный - к автономному электроду-инструменту (ЭИ).
При поджатии ЭИ к рабочей поверхности круга с небольшим постоянным усилием, коммутирование разрядов
осуществляется за счет прерывистого контактирования микронеровностей
поверхностей РПК и ЭИ, а также стружек, срезаемых с ЭИ.
Схема, отличающаяся конструктивной простотой, обладает рядом существенных недостатков:
механический износ ЭИ;
низкая исправляющая способность в результате копирования ЭИ макро-геометрии круга;
отсутствие стабильности электроэрозионных воздействий из-за вибрации ЭИ.
Схема управления параметрами РПК, при реализации которой между автономном ЭИ и рабочей поверхностью круга
поддерживается некоторый заданный зазор, лишена перечисленных недостатков. При ее реализации коммутацию
разрядов обеспечивают стружки, увлекаемые кругом из зоны резания и попадающие в межэлектродный промежуток.
Преимуществами шлифования токопроводных материалов с подводом технологического тока в автономную зону являются:
снижение пульсаций межэлектродного промежутка;
стабильность электроэрозионного процесса вне зависимости от физико-механических свойств обрабатываемого
материала, что позволяет увеличить стойкость круга более чем в 10 раз и стабилизировать его режущую способность.
снижение удельного расхода алмазов на 30-40%, а себестоимости обработки на 20-40% по сравнению с теми же
показателями при электроэрозионном воздействии на круг в межэлектродном промежутке, совмещенном с зоной
резания.
В способе управления режущей способностью круга, реализующем одновременный ввод технологического тока в зону
резания и в автономную зону, задача электроэрозионной очистки круга от стружки и вскрытия
рабочих зерен решена не только путем возбуждения электрических разрядов (т.е. пробоя среды с последующим
подводом энергии через образовавшийся канал разряда), но и путем коммутирования так называемых дуг
размыкания,т.е. электрических разрядов, возникающих при разрыве (вследствие механического движения
или развития разряда) микроконтактов между электродами.
Параллельное подключение автономной зоны электроэрозионных воздействий и зоны резания к одному источнику
и наличие регулировочных сопротивлений позволяет конструктивно просто и экономично решить задачу
шлифования и управления параметрами РПК. Действительно, если при увеличении подач омическое сопротивление
зоны резания непрерывно снижается, а величина технологического тока и, следовательно, интенсивность
удаления связки автоматически возрастают, может произойти недопустимый износ круга. Тогда, меняя
величины сопротивлений, можно снизить величину технологического тока в зоне резания, одновременно
увеличив, при необходимости, интенсивность электроэрозионных воздействий в автономной зоне. Способ
шлифования с подводом технологической энергии одновременно в зону резания и в автономную зону позволяет
использовать более простые и мощные источники питания, обеспечивает снижение расхода алмазов в 1,5-2 раза
при производительности обработки твердого сплава ВК8 2000 мм /мин.
Управление режущим рельефом кругов, основанное на использовании электро-физикохимических воздействий может
осуществляться путем подвода электрической энергии в зону резания, автномную зону либо одновременно в зону
резания и автономную зону.При этом могут использоваться один либо два источника постоянного тока.
Чтобы осуществить раздельное регулирование величины тока в цепях управления режущим рельефом и обработки
предложены схемы.
В схеме, использующей источник питания переменного тока, импульсы прямой полярности
используются для целей управления и обработки, а импульсы тока обратной полярности - только для
обработки. Образование двух электрических цепей, работающих параллельно, позволяют осуществить
дополнительную регулировку тока в цепи обработки за счет изменения ее активного сопротивления.
Независимую регулировку в цепях можно осуществить используя им-пульсы прямой полярности только для цепи
управления режущим рельефом, а обратной полярности - только для цепи обработки. В этом случае,
как и в предыдущем, используется источник переменного тока. Регулировку тока в цепи управления осуществляют
изменением межэлектродного зазора, а в цепи обработки - изменением ее активного сопротивления. Возможно
параллельное включение цепей обработки и управления, когда постоянный ток от одного
источника в цепи управления и цепи обработки регулируется так же, как описано выше.
Перечисленные схемы управления режущим рельефом используются при обработке сверхтвердых поликристаллических
материалов (АСПК, АСБ, ДИАМЕТ, ДАП, эльбор-Р, гексанит-Р, ДПНБ, композит-05), при этом в основу
управления режущими свойствами РПК положен принцип равенства интенсивностей принудительного удаления
связки и размерного износа алмазных зерен, в результате чего в процессе шлифования поддерживается
соответствующая высота выступания зерен над связкой.
Список использованой литературы
- Абразивная и алмазная обработка материалов. Справочник. Под ред. А.Н.Резникова. – М.: Машиностроение,
1997. – 391 с.
- Основы проектирования и технология изготовления абразивного и алмазного инструмента / Ю.М. Ковальчук,
В.А. Булин, Б.А.Глаговский и др.; Под общей ред. Ю.М.Ковальчука – М.: Машиностроение, 1984. – 288 с.
- . Пахалин Ю.А. Алмазное контактно-эрозионное шлифование. – Л.: Машиностроение, Ленингр.
отд.-ние, 1985 – 178 с.
- . Лоладзе Т.Н., Бокучава Г.В. Износ алмазов и алмазных кругов. – М.: Машиностроение, 1967. – 112 с.
- Гродзинский Э.Я., Зубатова Л.С. Электрохимическая и электроэрозионная абразивная обработка //
Станки и инструмент, 1982, №3. С. 28-29.
Биография
Результаты поиска
Ссылки по теме
Автореферат
Достопримечательности Узбекистана
Главная страница ДонНТУ
Портал магистров ДонНТУ