УДК 621.921.34
Технология плоского шлифования керамики
Рабинович В.Б. Никитков Н.В
Алмазное шлифование керамики кругами формы АПП и АЧК производится, как правило, в две стадии — черновую и чистовую. Черновое шлифование применяется для производительного съема основного припуска. У крупных керамических заготовок он может быть равен 2—3 мм, у мелких — меньше 0,5 мм. Точностные требования при черновом шлифовании невысокие. Эффективность чернового шлифования оценивают различными показателями: производительностью — объемом сошлифованной керамики в единицу времени, коэффициентом режущей способности кругов, коэффициентом шлифования, износом кругов, эффективной мощностью и удельной работой шлифования. Черновое шлифование, как правило, производится кругами на металлических связках, стойкость которых в зависимости от их типоразмеров варьирует от нескольких минут до нескольких месяцев. Поэтому промышленности преимущественно по производительности определяют эффективность чернового шлифования.
При чистовом шлифовании с возможно высокой производительностью требуется обеспечить заданную точность размеров и формы, качество поверхности. Энергетические затраты при чистовом шлифовании невысокие. Помимо производительности эффективность шлифования оценивается величинами разрушенного, дефектного поверхностного слоя материала, шероховатостью поверхности, величиной сколов краев деталей. У деталей, не подлежащих полированию, после чистового шлифования проверяется шероховатость поверхности, наличие грубых рисок, царапин, сколов краев. У полируемых деталей помимо этого оценивается еще глубина де4ектного слоя, определяющая припуск, а следовательно, и производительность полирования.
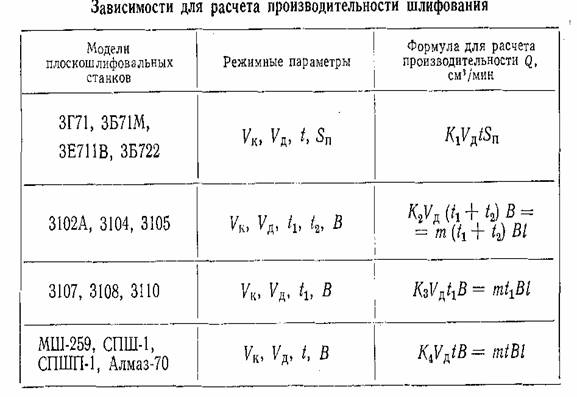
Сопоставление эффективности работы оборудования как при черновом, так и чистовом шлифовании производилось по производительности съема керамики при обеспечении в целом требуемого качества деталей. Интенсивность или производительность съема керамики выбранным алмазным инструментом определяется режимными параметрами. В табл. 1 представлены расчетные формулы производительности шлифования для различного оборудования.
Таблица 1 Зависимости для расчета производительности шлифования
ШЛИФОВАНИЕ ПЕРИФЕРИЕЙ КРУГОВ ФОРМЫ АПП
Обе стадии шлифования плоских заготовок периферией кругов формы АПП осуществляются на ставках с прямоугольным столом моделей 3Г71, 3571М, 35722 и др. Обычно заготовки, приклеенные к металлическим пластинам, в большом количестве устанавливаются на стол станка. Шлифование керамических заготовок без охлаждения невозможно. IПироко применяется в качестве СОЖ 1,5—2%-ный содовый раствор в воде. В работе приведены результаты испытаний 12 составов СОЖ на основе воды с активирующими добавками, повышающими смачивающее действие, пленочнообразующими веществами, предотвращающими засаливание алмазных кругов, и нерастворимыми добавками, снижающими коэффициент трения между кругом и материалом заготовок. Рекомендован для чернового и чистового шлифования керамики как наиболее эффективный следующий состав СОЖ: натрийкарбоксилметилцеллюлоза — 0,2%, хлористый аммоний — 0,1%, кальцинированная сода 0,5%, борнокислый натрий — 0,5%, азотнокислый натрий 0,2%, вазелиновое масло 0,2%; остальное — вода.
ЛИТЕРАТУРА
1. Болонова Е.В. Силовое и скоростное шлифование. - В кн.: Резание металлов. Станки и инструмент., М., НИИмаш, 1970, с.66-110.
2. Балкевич В.Л. Техническая керамика. М., Стройиздат, 1968. 230 с
3. Флид М.Д. Правка алмазных кругов. - Алмазы, М., НИИмаш, 1969, вып 5, с. 20-22.
4.