химия
Производство высокооктанового бензина на Авдеевском коксохимическом заводе
УДК 662.74935
© Проф., докт.техн.наук В.И.Саранчук, (ИНФОУ, НАНУ), канд.техн.наук Г.А.Власов, канд.техн.наук В.М.Чуищев, С.И.Кауфман,Л.А.Толмачева (ОАО "Авдеевский коксохимический завод") и канд.хим.наук В.В.Ошовский (ДонГТУ)
В связи с дефицитом нефти и нефтепродуктов в Украине существует проблема моторных топлив с использованием ароматических продуктов коксохимических заводов. Добавка очищенных бензольных углеводородов, состоящих из веществ с высокими октановыми числами (бензол-98, толуол-124, ксилолы90), позволяет получить в смеси с низкооктановыми бензинами моторные топлива высокой детонационной стойкости.
Такие топлива должны соответствовать требованиям ТУУ 21175459.002-97 "Топлива моторные с ароматической присадкой". Они представляют собой смесь низкооктановых бензиновых компонентов из сырья газоперерабатывающих или нефтеперерабатывающих заводов и нефтяных присадок и компонентов из коксохимических и химических продуктов. Моторные топлива марок МТА-76 и МТА-92 с ароматической присадкой предназначены для карбюраторных, инжекторных, автомобильных и мотоциклетных двигателей, а также двигателей другого назначения. Их основными потребителями являются автотранспортные предприятия, цехи, участки, автозапровочные станции.
В соответствии с требованиями этих технических условий температура начала перегонки топлива должна быть >30 °С; 10% перегоняется при <70 °С, 50% <115 °С, 90% <180 °С; кипение должно заканчиваться для топлива МТА-76 при <195 °С и для МТА-92 <205 °С. Остаток в колбе <1,5, а остаток и потери в сумме <4%. Кислотность топлива не должна превышать 5, а на месте потребления 8 мг на 100 см3 топлива; массовая доля серы <0,1%. Водорастворимые кислоты и щелочи, а также механические примеси и вода должны отсутствовать, топ-чиво чгпжны вылерживать испытания на медной пластине по ГОСТ 6307; цвет его - от светло-желтого до темно-желтого. Плотность при 20 °С и суммарное содержание ароматических углеводородов не нормируются, но должны обязательно определяться. После введения официального ограничения по массовой доле бензола для нефтяных бензинов (предположительно 01.01.2000 г.) массовая доля бензола в этих топливах не должна превышать 5%.
Производству моторного топлива на Авдеевском коксохимическом заводе предшествовало приобретение необходимого оборудования и освоение стандартных методов анализа моторных топлив. В настоящее время ЦЗЛ полностью оборудована стендами, приборами и оборудованием для анализа моторного топлива по существующим стандартам. Лаборатория сертифицирована Госстандартом, ее сотрудники освоили все методы испытаний.
Перед началом производства и в последующие годы был выполнен большой объем работ, связанных с анализом низкооктанового бензина, опытных партий сырья газоперерабатывающих заводов Украины и России, а также свойств и состава высокооктановых добавок из фракций сырого бензола.
До сентября 1996 г. на завод поступал рафинат бензольного риформинга Кременчугского нефтеперерабатывающего завода. Характеристики поступающего продукта были в основном стабильны, однако некоторые параметры были на грани допустимых, и при небольших отклонениях от регламента это могло привести к отклонению от требований стандарта. Так, температура выкипания 10% топлива была критической и колебалась от 61 до 68 °С при норме для готовой продукции для летнего периода 75 °С и зимнего -70 °С; давление насыщенных паров колебалось в пределах 25,5-29,8 кПа при норме 66,7 кПа, а октановое число от 59 до 63 ед. В связи с этим дозировка его при компаундировании была ограничена. Полностью соответствует требованиям стандарта только компаунд с отношением БТК/ риформинга 2:3 и 3:7 (соответственно 40/60 и 30/70 в процентах). Остальные смеси не соответствовали требованиям к бензину марки МТА-76 по содержанию серы, величине октанового числа и температуре выкипания 10% продукта.
Были опробованы также опытные партии сырья, отобранные на газоперерабатывающих заводах России: гептан-гексановая фракция, бензин газовый стабильный и гексановая фракция. Все эти топлива имеют большой запас по температуре выкипания 10% сырья и верхнему пределу по давлению насыщенных паров, что свидетельствует об их хороших
пусковых качествах, но не исключена возможность образования газовых пробок. Температура выкипания 50% смеси 38-50 °С, что может привести к увеличению скорости испарения топлива в двигателе, в зимнее время - к обледенению карбюратора, а в летнее - к повышению опасности перевозки из-за высокой испаряемости топлива. Компаундирование двух образцов БТК было проведено с газовым стабильным бензином из Башкирии.
Позднее опробовали партии топлив, полученных с Качановского, Гнединцевского и Долинского газоперерабатывающих заводов Украины. Эти топлива пригодны по температуре выкипания 10% сырья, однако бензин Долинского ГПЗ очень легок, с низкой температурой начала кипения (28-31 °С), 10% отгона (32-34 °С), 50% отгона (36-47 °С). Давление насыщенных паров намного выше нормы: >100 кПа. При компаундировании газовым бензином возможно образование газовых пробок, обледенение карбюратора и большие потери при разгрузке.
Топливо Качановского ГПЗ для компаундирования подходит лучше, так как температура выкипания 50% отгона у него выше (100 °С). Оно имеет несколько больший нормы остаток после выкипания (2,1 %), но при компаундировании он уменьшается до нормы при содержании БТК 40-60%.
По данным выполненных исследований, наиболее оптимальный вариант при компаундировании -это смесь 40% БТК и 60% привозного низкооктанового бензина, так как при этом у всех компаундированных бензинов все показатели соответствуют нормам, предусмотренным ГОСТ 2084-77, и сумма бензольных углеводородов не превышает 45%.
При применении рафината бензольного риформин-га Кременчугского НПЗ варьирование составом ограничено и возможны варианты в пределах 40% БТК+60% рафината и 30% БТК+70% рафината, что связано с критическими значениями по температуре отгона 10% в большую сторону и октановым числом - в меньшую. Компаундирование со всеми остальными бензинами возможно при наличии в смеси <50% БТК из-за превышения нормы по содержанию серы и наличия >45% ароматики.
С целью определения возможности использования фракций сырого сернистого бензола (ССБ) была проведена его разгонка на фракции на 98-елочном лабораторном дефлегматоре с отбором узких фракций: <82; 82-90; 90-95; 95-100; 100-110;110-120;120150 и >150 °С (кубовый остаток).Исходный ССБ имел плотность при 20 °С 879 кг/м3, температуру начала кипения 81, отгона 10% 86, 50% 96, 90% 160 и конца кипения 203 °С. Остаток в колбе составлял 2,9%.
Максимальное количество серы (1,54%) содержится в самой легкой фракции, а затем снижается,
достигая 0,02% в фракции 120-150 °С. Начиная с 90 °С медная пластинка выдерживает, нафталин отсутствует, содержание бензола уменьшается с ростом температуры: с 86,9% в самой легкой фракции до долей процентов во фракции 120-150 °С; количество толуола увеличивается. Недостатком тяжелых фракций является рост содержания смолообразую-щих веществ - с точки зрения как повышения качества моторного топлива, так и использования инден-кумароновых смол для изготовления товарной продукции.
Из отдельных фракций были составлены две смеси: одна из фракций от 90 до 150 °С, вторая - от 95 до 150 °С. Определена их характеристика по основным показателям ГОСТ 2084-77 на бензин.
Фракция от 95 °С отличается меньшим содержанием серы и бензола, большим - толуола. Однако фракция от 90 °С имеет более низкую фракционную характеристику по температуре выкипания 10% отгона, что облегчит достижение критического его значения в смеси с нефтяным бензином. Обе фракции требуют дополнительной очистки от смолооб-разующих компонентов. Следует также учесть, что выход фракции 90-150 °С составляет 44,6%, а фракции 95-150 °С 31,3% от количества исходного ССБ.
Из прямогонного бензина Херсонского НПЗ и фракции 90-150 °С ССБ были составлены две смеси с содержанием прямогонного бензина 70 и 80%. Полученные смеси неполностью соответствуют ГОСТ 2084-77 (бензины автомобильные). Для получения высокооктановой добавки к низкооктановому бензину в условиях завода за исходное сырье принимали бензол 1 сероочистки № 2, предварительно очищенный от серы и непредельных соединений после отгонки головной фракции.
Количество добавляемого БТК Для получения смеси с требуемым октановым числом может быть рассчитано по формуле
х = (п-Ь)/(а-Ь)100, %.
Здесь х - доля добавляемого БТК, %; п - марка (октановое число) смеси; а и Ъ - соответственно октановое число БТК и прямогона (рафината).
Если неизвестно октановое число БТК, а определен его химический состав, то доля добавляемого БТК может быть рассчитана так:
х = (п-Ь)/(98Б + 124Т + 90К- Ь)100, %. (2)
Здесь Б, Т, К - соответственно доля бензола, толуола и ксилола в БТК, доли. Сумма (Б + Т + К) должна равняться единице.
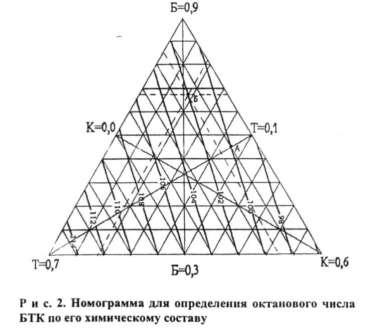
Для облегчения расчетов по формулам 1 и 2 предложены номограммы, представленные на рис. 1 и 2.
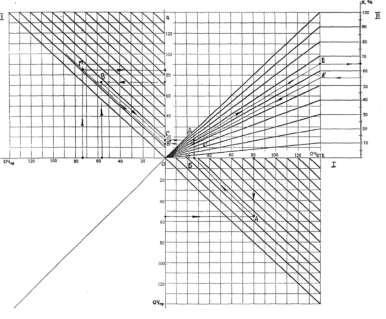
Рисунок 1 - Определение октанового числа БТК по его составу
Первая номограмма позволяет находить процентное содержание в смеси добавляемого БТК или по известному содержанию определить получаемую марку бензина (см. рис.1).
Рассмотрим последовательность действий для решения этих задач.
1. Для нахождения содержания БТК в смеси на номограмме в области I задаемся значениями ОЧБТК (а) и ОЧпр (Ь) и проводим линии до пересечения в точке А, Далее проводим прямую, параллельную вспомогательным линиям до пересечения с осью ОЧБТК (точка Б). В области III из точки Б проводим вертикальную прямую. В области II на оси 04 (Ь) задаемся значением Ь, а по оси п искомой маркой бензина и проводим линии до пересечения в точке В. Через эту точку проводим линию, параллельную вспомогательной, до пересечения с осью п (точка Г)- В области III из точки Г проводим горизонтальную линию до пересечения с вертикальной, проведенной ранее (точка Д). Далее в области III прово-
дим линию ОД через центр номограммы и точку Д до пересечения с правой границей области III. Из полученной точки (точка Е) опускаем перпендикуляр на ось х, где и получаем значение доли БТК в смеси (%).
2. Для нахождения получаемой марки бензина (л) необходимо отложить заданное значение доли БТК в смеси на осих, опустить перпендикуляр на правую границу в области III и получить точку А[. Через эту точку и центр номограммы О проводим линию -ОА1. В области I откладываем значения 0ЧСТ„ и
0Чпр, проводим линии, параллельные осям до пересечения в точке А. Через нее проводим линию, параллельную вспомогательным до пересечения с осью 0ЧБТК (точка Б). Из точки Б в области III проводим вертикальную линию до пересечения с линией ОА1 (точка 2>'). Из точки Б1 опускаем перпендикуляр на ось п в области III и получаем точку В1. Через точку В1 в области II проводим линию, параллельную вспомогательным. На оси 04 в
области II откладываем заданное значение Ь и, г ведя вертикальную линию до пересечения с пре дущей, получим точку Л. Из данной точки опу< ем перпендикуляр на ось п. Это и будет искомое: чение марки бензина.
Номограмма (см. рис.2) используется, если известен химический состав БТК для определения его октанового числа. При пользовании данной номограммой учитывается тот факт, что применяют трех-компонентную смесь (Б+Т+К) и сумма долей компонентов составляет 1. Деление координатной сетки составляет 0,06 ед. Например, для заданного 04 БТК 100 (точка А) по номограмме определяем следующий состав смеси: 5 0,57; Г 0,16; К 0,27. Либо, имея заданный состав смеси: Б 0,7; Г0,2; /ГОЛ. на номограмме проводим линии, параллельные осям и соответствующие составу БТК (на рис.2 обозначены пунктирными линиями) - получаем точку Б, для которой ОЧ БТК равно 102.
Таким образом, на базе ароматических высокооктановых продуктов коксохимического производства можно производить качественное моторное топливо, соответствующее требованиям существующих стандартов. Однако производство на коксохимических заводах моторного топлива возможно только до введения в действие требования об ограничении количества бензола в моторном топливе до 5%, так как выход фракций с малым содержанием бензола (110-150 °С) составляет всего 18%.
| ГЛАВНАЯ | БИБЛИОТЕКА |