
Domasheva Marina
Faculty of engineering mechanics and mechanical engineering
Speciality "Machines and apparatus of chemical manufactures"
Reserch of the hot pressing metal powders process of reception
materials with the high durability
Scientific adviser: Veretelnik Svjatoslav
Summary of research and developments
1. BASIC INFORMATION ABOUT POWDER METALLURGY
Powder metallurgy is a forming and fabrication technique consisting of three major processing stages. First, the primary material is physically powdered, divided into many small individual particles. Next, the powder is injected into a mold or passed through a die to produce a weakly cohesive structure (via cold welding) very near the dimensions of the object ultimately to be manufactured. Pressures of 10-50 tons per square inch are commonly used. Also, to attain the same compression ratio across more complex pieces, it is often necessary to use lower punches as well as an upper punch. Finally, the end part is formed by applying pressure, high temperature, long setting times (during which self-welding occurs), or any combination thereof.
Powder compaction, also known as powder pressing, is the process of compacting metal powder in a die through the application of high pressures. Typically the tools are held in the vertical orientation with the punch tool forming the bottom of the cavity. The powder is then compacted into a shape and then ejected from the die cavity. In a number of these applications the parts may require very little additional work for their intended use; making for very cost efficient manufacturing.
Solid state sintering is the process of taking metal in the form of a powder and placing it into a mold or die. Once compacted into the mold the material is placed under a high heat for a long period of time. Under heat, bonding takes place between the porous aggregate particles and once cooled the powder has bonded to form a solid piece.
Sintering can be considered to proceed in three stages. During the first, neck growth proceeds rapidly but powder particles remain discrete. During the second, most densification occurs, the structure recrystallizes and particles diffuse into each other. During the third, isolated pores tend to become spheroidal and densification continues at a much lower rate. The words Solid State in Solid State Sintering simply refer to the state the material is in when it bonds, solid meaning the material was not turned molten to bond together as alloys are formed.
One recently developed technique for high-speed sintering involves passing high electrical current through a powder to preferentially heat the asperities. Most of the energy serves to melt that portion of the compact where migration is desirable for densification; comparatively little energy is absorbed by the bulk materials and forming machinery. Naturally, this technique is not applicable to electrically insulating powders.
To allow efficient stacking of product in the furnace during sintering and prevent parts sticking together, many manufacturers separate ware using Ceramic Powder Separator Sheets. These sheets are available in various materials such as alumina, zirconia and magnesia. They are also available in fine medium and coarse particle sizes. By matching the material and particle size to the ware being sintered, surface damage and contamination can be reduced while maximizing furnace loading.
There are many types of equipment used in Powder Compacting. There is the mold, which is flexible, a pressure mold that the mold is in, and the machine delivering the pressure. There are also controlling devices to control the amount of pressure and how long the pressure is held for. The machines need to apply anywhere from 15,000 psi to 40,000 psi for metals [1-4].
2. HOT PRESSING
Hot pressing is a high-pressure, low-strain-rate powder metallurgy process for forming of a powder or powder compact at a temperature high enough to induce sintering and creep processes. This is achieved by the simultaneous application of heat and pressure.
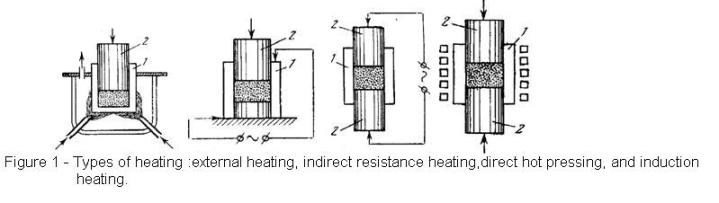
Hot pressing is mainly used to fabricate hard and brittle materials. One large use is in the consolidation of diamond-metal composite cutting tools and technical ceramics. The densification works through particle rearrangement and plastic flow at the particle contacts. The loose powder or the pre-compacted part is in most of the cases filled to a graphite mould that allows induction or resistance heating up to temperatures of typically 2,400 °C . Pressures of up to 50 MPa can be applied.
Within hot pressing technology, distinctly different types of heating can be found in use [8,9].
3. PRACTICAL PART OF THE MASTER'S WORK
During one cycle of pressing is formed about 5-6 items. Complexity of pressure doesn't allow to press more products with acceptable quality. Because,during the pressing, the external friction of pressed powder's elements with the contact surfaces of the elements of press-molds leads to a significant redistribution of pressure and density.
Analis of stress materials and products in their interaction indicates,that quite easy to increase the capacity of the unit through the use of intermediate strips, laid into the mold between the layers of material and samples. This would allow through the redistribution of stresses in the mold to ensure a more uniform application of pressure at the product and produce more products for one cycle of compression, improving their performance.

Further research for the Magister's work will be aimed at studying the issue. Planned to develop a mathematical model of hot-pressing using embedded elements of different profile.
References
- Жданович Г.М. Теория прессования металлических порошков /Г.М. Жданович // «Металлургия», М., 1969. – 256 с.
- Либенсон Г.А. Порошковая металлургия /С.С. Кипарисов, Г.А. Либенсон// «Металлургия», М., 1980. – 496 с.
- Бальшин М.Ю. Основы порошковой металлургии /М.Ю. Бальшин, С.С. Кипарисов// «Металлургия», М., 1978. – 185 с.
- Генералов М.Б. Механика твердых дисперсных сред в процессах химической технологии: Учебное пособие для вузов /М.Б. Генералов // Калуга: Издательство Н. Бочкаревой, 2002. – 592 с.
- Бальшин М.Ю. Научные основы порошковой металлургии и металлургии волокна/ Бальшин М.Ю.,// М., «Металлургия», 1972. – 347 c.
- Федорченко И.М. Основы порошковой металлургии/ И.М. Федорченко, Р.А. Андреевский // Киев, 1963. – 420 с.
- Остапенко И.Т. Уплотнение порошка карбида бора при горячем прессовании / И.Т. Остапенко, В.В. Слезов, Р.В. Тарасов // Порошковая металлургия, 1979. – 129 c.
- Ковальченко М.С. Теоретические основы горячей обработки пористых материалов давлением /М.С. Ковальченко // Киев: «Наукова думка», 1980. – 238 с.
- Angers R. Hot pressing or boron carbide/R. Angers, M. Beauvy // Ceram. Intern, 1984.– pp. 49-55.
- Розанов Б.В. Гидравлические прессы / Б.В. Розанов // М.: Машиностроение, 1959. – 425 с.
DonNTU > Master's portal | About author