Источник: http://www.bibliofond.ru/view.aspx?id=39271
Метод ультразвуковой очистки и смазки рабочей поверхности круга в процессе шлифования предложен в Советском Союзе. Установлено, что этот способ наиболее эффективен при шлифовании вязких труднообрабатываемых материалов, а также при высоких требованиях к качеству обработанной поверхности.
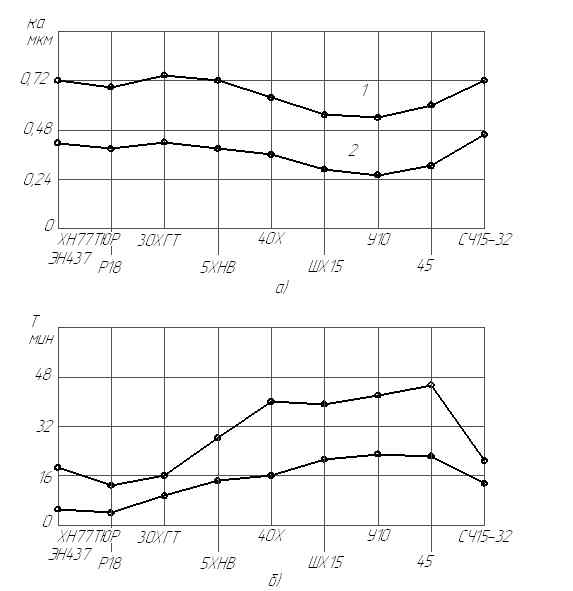
В Ереванском политехническом институте под руководством М. В. Касьяна проведено комплексное изучение процесса очистки и смазки шлифовального круга. Исследовалась эффективность ультразвуковой очистки при круглом шлифовании кругами из электрокорунда и карбида кремния большой гаммы материалов: инструментальных и конструкционных легированных сталей, серого чугуна и жаропрочного сплава ХН77ТЮР (рис. 1). При действии ультразвука вершины абразивных зерен более продолжительное время остаются острыми. Поэтому снижаются силы резания, что приводит к повышению точности обработки и уменьшению наклепа шлифованной поверхности. При ультра¬звуковой очистке стойкость круга возрастает до 2—3 раза, а шероховатость обработанной поверхности снижается на один класс [1].
При ультразвуковой очистке и смазке рабочей поверхности круга повышается степень диспергирования абразивных зерен, т. е. режущая способность зерен используется более полно.
Ультразвуковой метод эффективен не только при шлифова¬нии кругами из электрокорунда и карбида кремния, но и при работе алмазных кругов, особенно на металлических связках. Применение ультразвука позволяет увеличить стойкость алмазных кругов из АСП и АСВ до 2,5 раз, снизить удельный расход алмазов до 2,3 раза и уменьшить силы резания Pz на 40—45%; Ру на 20—25%. Чистота обработанной поверхности улучшается на один класс.
Для очистки шлифовальных кругов разработана малогабаритная ультразвуковая установка (рис. 2) [3]. Установка состоит из головки и ультразвукового генератора УЗГ-0,2ЛТ мощностью 0,2 кВт. Питание от генератора подводится к колодке 9, откуда подается на магнитострикционный преобразователь 5. При помощи концентратора 2 и криволинейного волновода 1 колебания сообщаются охлаждающей жидкости, которая через сопло подается на рабочий торец волновода 1. Наибольший эффект очистки рабочей поверхности круга достигается при зазоре А = 0,1ч-0,2 мм. Корпус головки смонтирован на суппорте, имеющем неподвижную стойку 11 и каретку 10. Изменение вели¬чины зазора достигается перемещением волновода в верти¬кальном направлении маховиком. Дополнительная регулировка положения волновода относительно круга производится поворотом всего суппорта с головкой вокруг оси 12. В державке каретки 10 закреплен хвостовик 8 с приваренным к нему цилин¬дром 4, в котором установлен преобразователь.
Охлаждение преобразователя производится эмульсией от основной магист¬рали станка. Охлаждающая жидкость через штуцер 6 подается в полость цилиндра, заполняет его до уровня трубки 7 и стекает по ней через штуцер 3 на излучающий торец волновода и произ¬водит охлаждение детали и очистку круга. Испытания головки показали, что ее применение позволяет увеличить стойкость алмазных кругов в 3–4 раза при шлифовании стали Х18Н10Т и титановых сплавов
Рис. 1 – Шероховатость поверхности R а (а) и стойкость круга Т (б) при шлифовании различных материалов: 1 – обычное круглое шлифование; 2 – шлифование с ультразвуковой очисткой круга.
При ультразвуковой обработке хрупких материалов, как и при резании металлов [2], износ инструмента по задней по¬верхности оказывает значительно меньшее влияние на увеличе¬ние сил резания, чем при обычном резании. При резании плас¬тичных металлов, как установлено в работах проф. А. И. Мар¬кова, основной механизм действия ультразвука состоит в микротермическом эффекте, приводящем к размягчению и мик-рооплавлению металла в точках истинного контакта инстру¬мента и заготовки. При резании хрупких неметаллических материалов действие ультразвука состоит, главным образом, в интенсификации процесса трещинообразования и таким обра¬зом значительно облегчается процесс стружкообразования, сни¬жаются силы резания, уменьшается коэффициент динамичности.
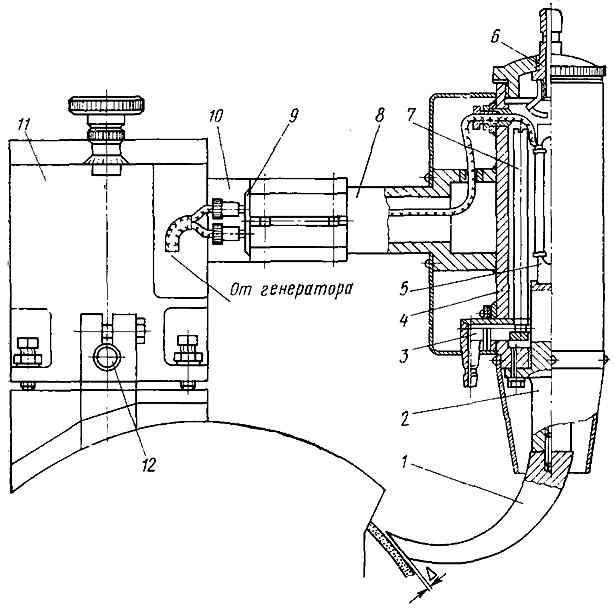
Рис. 2 – Ультразвуковая головка для очистки шлифовального круга.