

|
| Біографія |
| Реферат |
| ДонНТУ |
| Портал магістрів |
|
|

Лютий Михайло Вікторович Факультет: «Механічний» Спеціальність: «Металорізальні верстати та системи» Керівник: Малишко Іван Олександрович д.т.н., проф Автореферат за темою магістерської роботы: «Оптимізація конструктивних параметрів комбінованого зенкера з цілью підвіщення продуктивності зенкування» Зміст: Актуальність Актуальність Основними показниками, що визначають конкурентоспроможність продукції, є її високі споживчі властивості і мала вартість. Висока якість нової продукції і швидкий перехід на її випуск забезпечують багатоопераційні верстати (БОВ) та гнучкі автоматичні лінії (ГАЛ). Однак більша вартість устаткування веде до зростання собівартості продукції, що робить її не конкурентоздатною. Одним з ефективних шляхыв зниження собівартості продукції є концентрація переходів і скорочення часу обробки. Найбільш широким класом поверхонь, що обробляються на гнучких автоматичних лініях і багатоопераційних верстатах, є отвори, котрі становлять до 75% від усіх оброблюваних поверхонь. Причому більшість отворів потребує обробки кількома інструментами. Суттєво підвищити продуктивність обробки таких отворів можна за рахунок застосування комбінованих інструментів (КІ). Аналіз статистичних даних показує, що КІ можуть використовуватися при обробці як ступінчатих, так і гладких циліндричних отворів [1,2]. Існують різні точки зору доцільності застосування КІ. Наприклад, на Камскому автомобільному заводі КІ складають 20% від загальної кількості осьових інструментів, у той час як на заводі ім. Лихачова - 80%. ГАЛ, що випускаються німецькою фірмою Хонсберг, встановлених на Мелітопольському моторному заводі, на 80% укомплектовані КІ [1,2]. Така неоднозначність в оцінці доцільності застосування КІ пояснюється притаманними їм недоліками. В даний час при проектуванні КІ в більшості випадків користаються тими ж методиками, що і при проектуванні одновимірних осьових інструментів. Це призводить до того, що недоліки комбінованих інструментів значною мірою властиві й одномірним. Тому виникає необхідність в аналізі методик проектування як одномірних так і комбінованих осьових інструментів. Застосування КІ забезпечує наступні переваги: - підвищується соосність і точність розташування торцевих поверхонь оброблюваних отворів; - скорочується основний технологічний час, а також допоміжний час, пов'язане з підводом, відводом, заміною інструменту, його налагодженням, що підвищує продуктивність обробки; - зменшується кількість технологічного обладнання, витрата електроенергії і кількість робочих, скорочуються виробничі площі, підвищується надійність роботи автоматичних ліній Однак існують конструкції КІ із-за високої концентрації ріжучих кромок на одному інструменті володіють рядом недоліків: - збільшення обсягу зрізаний металу утрудняє його розміщення та транспортування по стружкових канавках, що призводить до пакетування стружки, зниження якості обробленої поверхні, зменшенню стійкості інструменту, а іноді й до його поломки; - збільшення сил різання веде до розбивання отворів, погрішностей форм продольного і поперечного перетинів; - пакетування стружки веде до збільшення сил тертя, зростанню температури різання, збільшення зносу інструмента Застосування КІ забезпечує підвищення продуктивності технологічного систем (ТС), однак це зв'язано зі зниженням точності обробки. На сьогоднішній день номенклатура ріжучих інструментів, які застосовуються в автоматичному виробництві, майже збігається з застосовуваної на універсальних верстатах. Однак, до них пред'являються більш жорсткі вимоги по точності розмірів, форми і якості заточування, і оформлені у вигляді спеціальних стандартів. Одним із завдань сучасного виробництва є підвищення його продуктивності, а це, в свою чергу призводить до збільшення питомого обсягу металу, що знімається ріжучими крайками інструмента в одиницю часу при роботі комбінованого осьового інструменту. Це може призвести до того, що пропускна здатність стружкових канавок виявиться недостатньою, і це буде лімітувати зростання продуктивності. Тому вже на етапі проектування інструменту необхідно враховувати параметри процесу обробки. У літературі такі дослідження проведені для комбінованих свердел. Проте практично відсутні дослідження, пов'язані з урахуванням впливу геометричних параметрів комбінованих зенкерів на продуктивність процесу різання. Тому тема магістерської роботи, присвячена розробці методики проектування комбінованих зенкерів з урахуванням продуктивності процесу різання, і є на наш час актуальною. Аналіз існуючих досліджень в данному напрямку Слід зазначити, що питання розробки нових конструкцій КІ присвячено багато робіт як вітчизняних, так і зарубіжних фірм і окремих авторів [3,4,5,6,7,8,9,10]. А.Я. Шмельовим [10] частково систематизовані конструкції осьових КІ і дані аналітичні залежності для визначення деяких конструктивних параметрів ступеньчатих свердел. Існуючі методики проектування осьових КІ що базуються на системному підході. В основу побудови моделі розрахунку автори закладають форму оброблюваної поверхні [11,12,13]. КІ розглядається як синтез окремих ступеней, направляючих елементів, хвостовика. При формалізації синтезу конструкції КІ спочатку отримують всі елементи, що входять в об'єкт, що проектується, а потім здійснюють їх взаємну ув'язку один з одним [11]. Вихідними даними для отримання окремих конструктивних параметрів служать емпіричні залежності, довідкові дані і стандарти на одномірні інструменти [13,14], При проектуванні КИ, так і при призначенні режимів різання використовуються рекомендації та нормативи, розроблений для одномірних інструментів. При цьому не враховується багатопараметричний характер впливів робочих процесів, що протікають у ТС, на КІ. Тому конструктивні параметри КІ, отримані на основі існуючих методик проектування, не мають оптимуму, відповідних багатопараметричних впливів, що призводить до зазначених вище недоліків в роботі КІ. Взаємодія конструктивних параметрів КІ з робочими процесами, що протікають в ТС, можна представити схемою мал.1.1. На даній схемі достатньо наочно представлені багатопараметричні зв'язки між КІ і робочими процесами. Враховуючи множинний характер конструкції КІ і багатопараметричний характер їх взаємодії з робочими процесами, отримання оптимальних значень їх конструктивних параметрів на емпіріко-статистичних моделях є практично неможливим. 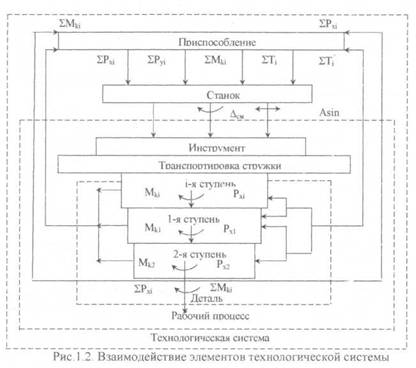 При проектуванні інструмент необхідно розглядати як складову частину ТС, а його конструктивні параметри визначати з урахуванням робочих процесів, що протікають в системі. Причому, слід враховувати, що взаємодія конструктивних параметрів з робочими процесами носить багатопараметричний характер. Мета та задачі магістерської роботи Таким чином, однією з причиною появи недоліків КІ, є не бездоганність їх конструкції і методики проектування. Тому ліквідувати ці недоліки можна тільки за рахунок вибору оптимальних конструктивних параметрів і режимів роботи. Метою магістерської роботи є розробка методики проектування комбінованих зенкерів, що працюють за схемою комбінованої обробки, що забезпечують максимальну продуктивність процесу при достатній точності. У магістерській роботі необхідно вирішити наступні завдання: - розглянути роботу комбінованого 2-х ступінчатого зенкера при обробці корпуса клапана гідравлічної стійки в умовах ГВС, -проаналізувати можливі схеми обробки; - вивчити вплив конструктивних параметрів інструменту на точність поверхонь заготовки при максимальній продуктивності; - за допомогою програмного пакету ANSSYS дослідити вплив режимів різання на точність обробки; - розробити методику проектування комбінованого зенкера з урахуванням максимальної продуктивності обробки; - перевірити адекватність розробленої методики на конкретному прикладі. Модель зенкера На даний момент мною розроблена і запропонована двоступенева конструкція зенкера. Процес обробки циліндричних поверхонь зенкером показаний на рис.1.2  Рисунок 1.2. - Анімоване зображення процесу обробки циліндричних поверхонь розробленим зенкером (зроблено в mp_gif_animator 111 кБ, 19 кадр, 7 циклів повторення) Висновки і перспективи подальших досліджень Підвищити ефективність автоматизованих ТС можна за рахунок застосування КІ з оптимальними конструктивними параметрами. Конструктивні параметри КІ знаходяться у функціональній залежності з робочими процесами, що протікають в ТЗ. Причому між конструктивними параметрами і робочими процесами завжди існують оптимальне співвідношення, при якому недоліки, характерні для даного інструмента, практично усуваються. Також, треба пам'ятати, що осьовий інструмент має проектуватися не на знеособленого споживача, а для конкретної ТС. Тільки в цьому випадку можна гарантувати точність і якість отримуваних поверхонь. Все це може служити предметом подальших досліджень. Перелік посилань
ДонНТУ | Портал магістрів ДонНТУ | Біографія | |