In a paper the problems of development of structures for handling flat surfaces by a method of face grinding are considered. Is established, that the structures can will vary from dot up to flat. The methods of their forming are offered and the recommendations for their use are given.
Одно из направлений интенсификации процесса шлифования плоских поверхностей может быть реализовано с использованием многоинст-рументной обработки. Для реализации этого направления необходимо разработать принципиально-структурные модели, которые должны отражать возможные варианты обработки плоских поверхностей методом торцового шлифования.
Принципиально-структурная модель должна разрабатываться на ранних стадиях проектирования и служит основой для дальнейшей конструкторской разработки.
Установлено, что для получения принципиально-структурной модели необходима и достаточна совокупность движений двух составляющих элементов – шлифовального инструмента и предмета обработки.
Эта совокупность может быть описана следующим выражением:

где Mi – i-ая принципиально-структурная модель;
Duk - k-ая совокупность геметро-кинематических параметров шлифовального инструмента;
DПОk- j-ая совокупность геометро-кинематических параметров предмета обработки.
В общем случае принципиально-структурные модели можно описать выражением:

Du – множество гометро-кинематических параметров шлифовального инструмента;
DПО – множество геометро-кинематических параметров предмета обработки.
В свою очередь Dи можно представить как множество, состоящее из трех подмножеств:
где Вu – подмножество вращательных движений шлифовального инструмента;
Пu – подмножество поступательных движений шлифовального инструмента;
Nu – подмножество шлифовальных кругов.
Аналогично опишем множество DПО:
где ВПО – подмножество вращательных движений предмета обработки;
ППО – подмножество поступательных движений предмета обработки.
В отдельных случаях множество геометро-кинематических параметров предмета обработки может вырождаться в пустое:

В частном случае выражение (1) примет вид:
Для получения принципиально-структурных моделей торцового шлифования на основании выражения (1) получим:

где Вu = (V1, V2, V3, V4)
где V1 – вращение круга относительно вертикальной оси с постоянной скоростью;
V2 – вращение круга относительно вертикальной оси с переменной скоростью;
V3 – переносное вращательное движение шлифовального инструмента относительно вертикальной оси с постоянной скоростью;
V4 – переносное вращательное движение шлифовального инструмента относительно вертикальной оси с переменной скоростью.

где S1 – продольное перемещение с постоянной скоростью в горизонтальной плоскости;
S2 – продольное перемещение с переменной скоростью в горизонтальной плоскости;
S3 – поперечное перемещение с постоянной скоростью в горизонтальной плоскости;
S4 – поперечное перемещение с переменной скоростью в горизонтальной плоскости;
 – количество шлифовальных кругов в шлифовальном инструменте.
– количество шлифовальных кругов в шлифовальном инструменте.
ВПО = (W1, W2)
W1 – вращение предмета обработки с постоянной скоростью;
W2 – вращение предмета обработки с переменной скоростью.
ППО = (p1, p2, p3, p4)
где p1 – продольное перемещение предмета обработки с постоянной скоростью;
p2 – продольное перемещение предмета обработки с переменной скоро-стью;
p3 – поперечное перемещение предмета обработки с постоянной скоро-стью;
p4 – поперечное перемещение предмета обработки с переменной скоро-стью.
На основании этих описаний получим общую формулу для генерации принципиально-структурных моделей:

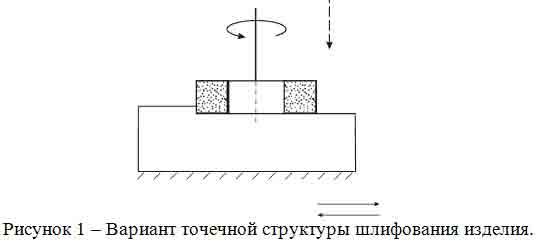
Если представить шлифовальный торцовый круг как материальную точку, шлифование предмета обработки можно рассматривать как точечную структуру (рис. 1).
Если обработка ведется в одной плоскости количеством кругов больше одного (совокупность точек реализует прямую или плоскость), то такую обработку можно рассматривать как плоскую структуру (рис. 2).

Последняя структура – объемная (рис. 3) – обработка ведется кругами больше одного, но расположенными в разных плоскостях.

Структуры шлифования торцом круга могут изменяться от точечной до плоской и возможные их комбинации (точечно-плоская, объемно-плоская, точечно-объемная и т.д.). Для получения возможных комбинаций структур обозначим точечную структуру ТО, плоскую – ПЛ, объемную ОБ.
Очевидно, что максимальную производительность можно получить при использовании объемной структуры, а минимальная производитель-ность получится при использовании точечной структуры. На основании этих заключений и принятых обозначений получим, что верхняя граница изменения структур описывается следующим выражением:

На основании этого можно записать общее выражение формирования структур: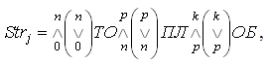
где i - максимально возможное число вариантов структур;
n, k, p, m - промежуточные числа вариантов структур, которые должны удовлетворять следующим условиям:

Формулы (3,4) позволяют генерировать все возможные варианты структур при обработке плоских деталей методом торцового шлифования.
Для плоских и объемных структур ограничения могут быть предложены по динамическим процессам и процессам влияющих на формирование поверхностного слоя обрабатываемой поверхности, которые возникают в процессе обработки (в данной работе эти вопросы не рассматривают-ся).
Объемные структуры целесообразно использовать при удалении большого припуска, что позволит повысить производительность обработки и может быть использована при черновом шлифовании.
Плоские структуры могут быть использованы при чистовой и получистовой обработке.
Точечные структуры характерны для отделочных и доводочных операций.