PLAN D’EXPERIENCES:
Comment produire malgré des causes de variabilité incontournables
Philippe ALEXIS
Источник: http://plan-experiences-alexis.com/
L’instabilité des valeurs des caractéristiques fonctionnelles et/ou dimensionnelles des
produits fabriqués industriellement, est le problème le plus fréquent et le plus difficile que
cherchent à combattre tous les ingénieurs et techniciens, quels que soient les domaines
technologiques.
Les causes d’instabilité peuvent être multiples, mal identifiées. Elles sont généralement
impossibles à éradiquer: variabilité des caractéristiques des matières premières et des
composants utilisés, variabilité des conditions d'environnement, variabilité de la tension
d’alimentation en énergie électrique, etc. Ces causes parasites sont dénommées facteurs bruits.
L’instabilité d’un processus est, de loin, ce que les ingénieurs et techniciens savent le moins bien
combattre, car il est illusoire de chercher à éliminer la plupart des facteurs bruits, sous peine
d’accroître considérablement les coûts de production.
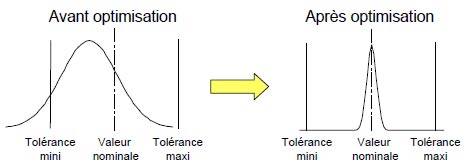
Pour optimiser la performance d’un processus de fabrication, il faut donc systématiquement, pour
chacune des caractéristiques dimensionnelles, fonctionnelles, qu’il doit respecter,
minimiser solidairement:
- la dispersion des valeurs individuelles mesurées, par rapport à leur valeur moyenne y
et
- l’écart entre cette valeur moyenne y et la valeur cible à atteindre.
Au lieu de chercher à éliminer ces causes parasites, ce qui est souvent économiquement
inenvisageable, la stratégie consiste à identifier les valeurs des paramètres contrôlables, qui
réduisent leur impact.
La recherche des «bonnes valeurs» à donner aux paramètres contrôlables s'effectue à l’aide
d’un plan d’expériences, afin que le processus à optimiser:
- respecte les caractéristiques dimensionnelles et/ou fonctionnelles désirées,
- soit «надежным», c'est-à-dire insensible aux facteurs bruits.
Lors d’une expérimentation, il y a deux méthodes pour apprécier objectivement l’instabilité des
résultats due aux facteurs bruits:
- prendre en compte, sur une période de fonctionnement suffisamment longue, l’environnement
bruit naturel inhérent à tout système,
ou
- identifier certains facteurs bruits particuliers, exceptionnellement simulés pendant
l’expérimentation, et utiliser
la technique des plans produits.
A partir des mesures des échantillons, régulièrement prélevés pendant chacun des essais du plan
d’expériences, on calcule pour chacun des paramètres contrôlables testés, leurs deux types
d’effets sur:
- la moyenne arithmétique des valeurs mesurées de chaque caractéristique,
- la variabilité (l’écart type) des valeurs individuelles par rapport à leur moyenne arithmétique.
Autrement dit, en plus de l’exploitation classique traditionnelle des valeurs moyennes des
mesures, il faut également effectuer un traitement identique avec un indicateur de variabilité.
En tant qu’indicateur de variabilité, l’utilisation directe des écarts types présente plusieurs
inconvénients:
- La valeur d’un écart type ne signifie rien par elle-même. Elle doit toujours être relativisée par
rapport à la moyenne des
valeurs mesurées.
- Lors de l’optimisation solidaire et simultanée de plusieurs caractéristiques (cas très fréquent),
comment arbitrer
objectivement entre des écarts types de valeurs et de natures très
disparates (dimensions géométriques, défauts d’aspect, force de traction,)?
C’est pour pallier ces inconvénients, que le concept d’un indicateur appelé «ratio Signal/Bruit» a
été imaginé dont le coeur de la formule de calcul est le rapport: «moyenne des mesures» divisé par leur «écart type».
Son principal intérêt est de relativiser l’écart type par rapport à la moyenne. Il exprime bien que la
robustesse à l’instabilité est d’autant meilleure que l’écart type est faible par rapport à la moyenne.
Les formules de calcul, adaptées pour différents types de critères sont toutes établies dans le
même esprit: plus la performance tend vers la cible visée et plus sa variabilité est faible, plus
grande est la valeur algébrique du ratio Signal/Bruit. Quelques artifices mathématiques facilitent la
recherche du meilleur compromis lors de l’optimisation simultanée de plusieurs caractéristiques.
La valeur d’un ratio Signal/bruit a peu de signification utile par elle-même! Seule la connaissance
de son évolution est importante pour rechercher la combinaison des valeurs des paramètres
contrôlables qui la maximisera, afin de minimiser l’instabilité des résultats.
Le ratio Signal/bruit est seulement un indicateur de performance, utilisé pour apprécier de façon
raisonnablement objective la robustesse d’une caractéristique aux variations non maîtrisables des
facteurs bruits. Il ne faut surtout pas lui attribuer une analogie quelconque avec des techniques
statistiques orthodoxes!
En fonction de leurs effets, les facteurs d’une expérimentation se répartissent grossièrement dans
les quatre catégories suivantes:
| Catégorie | Effet sur la valeur de la caractéristique | Effet sur la valeur de la caractéristique |
| 1 | Non | Non |
| 2 | Oui | Non |
| 3 | Non | Oui |
| 4 | Oui | Oui |
Pour optimiser efficacement une caractéristique, la démarche pratique consiste alors à:
- Choisir les niveaux des facteurs des catégories 1 et 2, qui procurent des contributions
positives du ratio Signal/Bruit, puis, si c’est nécessaire,
- Choisir parmi les facteurs des catégories 3 et 1, les niveaux qui permettent d’ajuster la
moyenne sur la cible, et enfin,
- Choisir les niveaux des facteurs de la catégorie 4 en fonction de critères économiques.
Cette démarche systématique est simple, claire, et s’avère extrêmement puissante.
Lors de l'essai de vérification, celle-ci portera sur la justesse de la prévision tant en dispersion
qu’en centrage, validant ainsi l’hypothèse initiale d’absence d'interaction. Si le résultat n’est pas
conforme à la prévision, alors il faut faire un plan complémentaire pour déterminer quelles
interactions ont pu polluer le modèle prédictif.
Enfin, un plan d’expériences est un outil de traitement de l’information. De façon absolument générale, dans tous systèmes de traitement, la qualité des résultats obtenus
dépend davantage de la pertinence et de la précision de la valorisation des données d’entrée, que
de la sophistication mathématique, technologique, plus ou moins raffinée de l’outil de traitement.
C’est pourquoi, dans mes interventions, j’insiste toujours sur la primauté des choix corrects:
- des caractéristiques à optimiser et des modalités de mesure des résultats obtenus (par
exemple remplacer le % de rebut qui exige un grand échantillonnage par la surface unitaire de
chaque défaut permettant de s'affranchir du seuil de tolérance et de graduer l'amplitude des
rebuts), en plus de la capabilité du moyen de mesure de chaque caractéristique
- des facteurs et de leurs valeurs, à tester (chaque niveau de facteur doit être analysé sous
l'angle de la reproductibilité du réglage à effectuer: si le manomètre indique 22 mais que la
pression réelle est une fois 20 et une fois 24 ce point doit
être réglé avant la mise en place
d'un plan), et des facteurs sans lien avec la caractéristique que l'on figera à un niveau unique
prédéfini évitant ainsi une source de variabilité supplémentaire.
pour vraiment assurer le succès d’un plan d’expériences.
|