Обработка керамических изделий ротационной ультразвуковой механической обработкой. Перевод с английского Товарчи И.С.
Ротационная ультразвуковая механическая обработка обеспечивает быструю, высококачественную механическую обработку для многих керамических и стеклянных изделий.
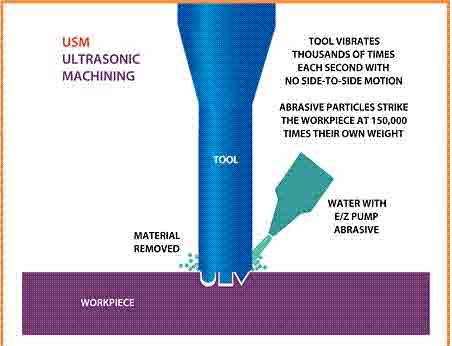 |
| Рисунок 1. В ультразвуковой механической обработке, инструмент, который формирует отверстие или впадину, колеблется с высокой частотой, около 20 кГц, и постоянной подачей |
|
|
Абразивный жидкий раствор, составленный из воды и маленьких абразивных частиц подается между наконечником инструмента и заготовкой. Удаление материала происходит, когда абразивные частицы, взвешенные в растворе между инструментом и заготовкой, воздействуют на заготовку при ходе колеблющегося инструмента вниз.
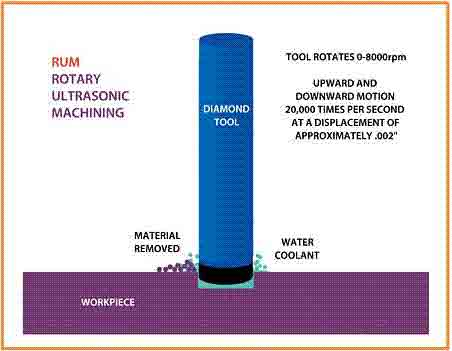 |
| Рисунок 2. При ротационной ультразвуковой механической обработке, вращающееся пустотелое сверло со связанным абразивом колеблется в осевом направлении, в то время как шпиндель воздействует на заготовку с постоянной силой.
|
|
|
Охлаждающая жидкость подается через отверстие в сверле, смывает стружку, предотвращает сверло от заклинивания и перегрева.
Используя связанный абразив непосредственно на инструментах и комбинируя одновременное вращение и вибрацию, РУМО обеспечивает быстрый, высококачественный метод механической обработки для разнообразия стеклянных и керамических изделий.
История РУМО
Хотя принцип ультразвуковой механической обработки был описан в 1927году, её первое полезное описание не давалось в промышленной литературе до 1940 года.
С тех пор, ультразвуковая механическая обработка привлекла большое внимание и нашла свой путь в промышленности в относительно широком масштабе.
В 1953-1954г-г, были построены первые ультразвуковые станки, главным образом для сверления и фрезерования.
Примерно до 1960г., появились ультразвуковые станки различных типов и размеров для разнообразных целей, и некоторые модели начали входить в обычное производство.
При обработке керамических изделий, УМО обеспечивает множество преимуществ по сравнению с обычными методами механической обработки
Обрабатываться могут и проводящие и непроводящие звук материалы, сложные трехмерные контуры могут быть обработаны также быстро как простые формы.
Дополнительно, процесс не создает высокой температурой зоны и не производит химические/электрические изменения на поверхности заготовки, а создаваемое малое, сжимающее остаточное напряжение, на поверхности заготовки повышает износостойкость и число циклов нагружения обработанной части.
Однако, в УМО, жидкий раствор должен подаваться к и удаляться из зазора между инструментом и заготовкой.
В результате, производительность значительно снижается и процесс даже ограничивается с увеличением глубины отверстия.
Жидкий раствор также влияет на обрабатываемое отверстие, поскольку его необходимо удалять от инструмента, что ограничивает точность, особенно для отверстий малого диаметра.
Дополнительно, абразивный раствор причиняет значительный износ инструменту, и в свою очередь, делает очень трудным «попадание в допуск».
Ротационная ультразвуковая механическая обработка была изобретена П.Легге в 1964.
В первом ротационном ультразвуковом устройстве механической обработки, жидкий раствор не использовался, и вибрирующий, пропитанный алмазом инструмент использовался при вращающейся заготовке.
Однако, потому что заготовки были установлены во вращающемся четырехкулачковом патроне, обрабатываемые отверстия могли быть только круглыми, размер заготовок, которые можно было бы сверлить в этом устройстве, сравнительно мал.
Усовершенствования велись в развитии станка, включая в себя вращающийся ультразвуковой преобразователь.
Вращающийся преобразователь позволял станку обрабатывать неподвижные заготовки с жестким допуском.
С инструментами различной формы, диапазон действий мог быть расширен до торцевого и коцевого фрезерования, обработки Т-образных пазов и пазов «ласточкин хвост», нарезания наружной резьбы и внутреннего и наружного круглого шлифования.
РУМО Оборудование
 |
| Маленький РУМО станок. |
|
|
Устройства РУМО содержат специально разработанный шпиндель, который соединен с ультразвуковым преобразователем.
Ультразвуковой преобразователь преобразовывает обычное напряжение линии в 20 кГц электрической энергии.
Эта энергия подается на пьезоэлектрический преобразователь, расположенный в шпинделе, и он преобразовывает электрические колебания в механические.
Изменяя и контролируя параметры электропитания, можно менять амплитуду ультразвуковой вибрации.
Частота вращения шпинделя (оборот в минуту) - задается диспетчером компьютерного числового программного управления до 8000 оборотов в минуту.
Для РУМО керамических изделий и изделий из технического стекла обычно используют или армированный алмазом инструмент или инструмент, на который наносят слой металла гальваническим способом.
Одно из главных различий между УМО и РУМО оборудованием - то, что при УМО используется мягкий инструмент, типа нержавеющей или малоуглеродистой стали, и жидкий раствор с абразивными частицами, в то время как в РУМО твердые абразивные частицы это связанный алмаз на инструментах
Другое существенное различие - то, что инструмент при РУМО вращается и вибрирует одновременно, в то время как при УМО инструмент только вибрирует. Эти особенности позволяют РУМО обеспечить и большую производительность и преимущества в точности обработки керамических и стеклянных изделий.
Перспектива развития
 |
| Ротационный ультразвуковой процесс может использоваться на станках для сверления глубоких отверстий в кварце, стекле, сапфире, рубине и других материалах. |
|
|
Ещё одна перспектива использования технологии РУМО – ротационное ультразвуковое фрезерование керамических поверхностей.
Применение технологии РУМО в настоящее время ограничивается лишь обработкой круглых отверстий в связи с вращательным движением инструмента.
Тем не менее, были сделаны попытки, по расширению применения РУМО для обработки плоских поверхностей или фрезерования пазов, исследования в этой области продолжаются.
Новый подход использования РУМО для фрезерования поверхностей был предложен доктором З.Дж. Пей в 1999 году.
В этом подходе, обработанная поверхность - коническая, а не цилиндрическая или плоская .
Преимущества этого подхода – плоские поверхности больших заготовок обрабатываются с той же производительностью как и при РУМО.
Эта технология была передана на производство и находится под дальнейшими научными исследованиями.
С этим и другими преимуществами , РУМО, вероятно, продолжит получать популярность для работы со стеклянными и керамическими изделиями в ближайшем будущем.
<<<<<<Назад
