| ENG UKR RUS | DonNTU Master Portal |

|
|
| Biography |
ABSTRACTIntroductionActuality Timber connecting wares are widely used in modern industry: screw-bolts, screws, nuts, pucks, nails, screws, et cetera Production of these wares of vysokoavtomatizirovano, however for their making a separate technological equipment is used, that neeffektivno.tak as requires large charges on maintenance of floorspaces, portage of details from a machine-tool to the machine-tool and other. The simultaneous making of these wares on one technological line will allow cutting prime cost and promoting the tekhniko-ekonomicheskie indexes of their making, avoiding transport charges. An automatic transfer rotor line (ARL) is a mean of mass type of production. As a mean of the complex computer-aided manufacturing, the use of ARL will allow to automatize all technological process of making of detaley.I the same to take time of their making to the minimum.
A research object is rotor machines for making of wares of mass production. Purpose of work - to promote the productivity and quality of treatment of details of ma-tires due to application of rotor machines for making of wares of mass production. Basic tasks of research:
1) To conduct the analysis of general principles of arrangement of the rotor and rotor-conveyer systems, basic properties, features and descriptions. 2) To execute the structural synthesis of technological processes of continuous action. 3) To conduct the analysis of structure and algorithm of technological process. 4) To execute analysis of feature and classification of technological processes of continuous action. 5) To develop variants of constructions of instrumental blocks for treatment of details of type of bodies of rotation. 6) To reduce level of vibrations of the mechanical system with of the same type indignations. Productivity and ciklogrammy of rotor machines. A calculation is duration of duty cycle.For implementation of the set technological process of treatment the followings structural charts of execution of workings rotors are possible: the group of identical blocks of working instrument affects the articles of treatment of one kind. рiс.1 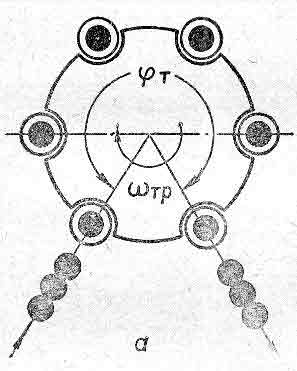 Piс.1 Chart of single-flow onetop-level rotor The group of different blocks of working instrument affects the articles of obra-botki of different kinds. рiс.2 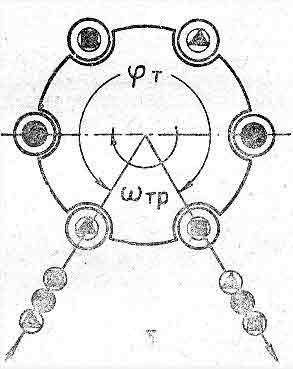 Piс.2 Chart of single-flow multitop-level rotor Both in first and in second case of structural registration of workings rotors the productivity them it will be to hang from the amount of the articles of treatment. at the same time being in one block of working instrument. Such rotor machines are named single-flow [1]. 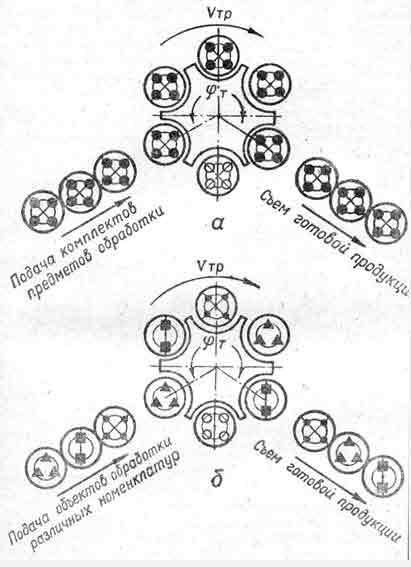 Piс.3 Charts of mnogopotochnykh rotors: a-odnonomenklaturnogo, b-mnogonomenklaturnogo. On рiс.the charts of workings rotors, intended for simultaneous treatment a few the good one or different kinds are presented. Such works are named mnogopotochnymi. In them the articles of treatment are given in one block of working instrument completely, at once for a few things. For implementation of the set technological operation it is necessary set time. In operating rotor machines-automats time of turn of one block of working instrument corresponds this time with the article of treatment on a corner toсн. Time during which the article of treatment to be into a rotor machine-automat is named a technological cycle [2]. Technologically the cycle of Tt is composed from time domains, expended on vy-polnenie basic and auxiliary an operation:  Time of basic operation toсн is determined technological possibilities of both rotor machine and processed object. A machine must provide speed of flowing of working process, set from technological condition of treatment. before the beginning of planning of rotor machine it is necessary to produce the detailed study of possibilities of technological process. Above all things, to possible speed of deformation [3]. In a time domain active toсн influence of working instrument is carried out for the purpose treatment (formoizmenenie, cutting, warming, and pressing) [4.5]. Time tвсп plugs in itself time domains, expended on a serve, clamp, centration, setting and preparation of object to treatment and delete of good after treatment from the block of working instrument. The structural features of separate workings rotors allow to take the expenses of time on auxiliary operations to the minimum, and sometimes and to the zero. For example, after the receipt of the article of treatment in the blocks of working instrument it is possible without the preliminary expenses of time on auxiliary operations to begin implementations of such basic workers of operation as weighing, warming, etch, and row other. In direct connection with a technological cycle by a rotor machine-automat there is a kinematics cycle. The kinematics cycle of Tk is name the period of time, for which workings organs are occupied by initial positions, allowing beginning treatment of next good or portion good [3]. For operating rotor machines-automats time of kinematics cycle is equal [6]:  where: tосн is time of co-operation of working instrument with the object of treatment; tдоп is additional time, plugging in itself admission and taking of working instrument, his automatic replacement, possible time of outage. For establishing a mutual connection between to the technological and kinematics cycles of operating-room by a rotor machine-automat will consider the model sequencing diagram of working instrument of рiс.4 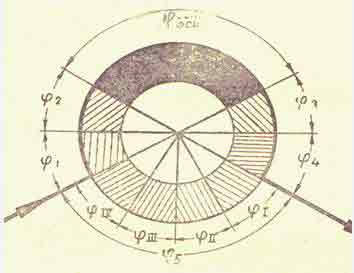 Рiс.4 Sequencing diagram of working instrument. Technologically the cycle of Tt of working rotor plugs in itself the followings intervals: t1 – time of serve of purveyance or portion of purveyances in a working rotor (corner of f1); t2 – time is necessary for preparation of purveyances to treatment (centration, clamp, control of rightness of position, etc. is a corner of f2); tосн – time of operating treatment (corner of fosn). t3 –time of liberation, extrusions of the treated detail from a working instrument and preparation of it to delivery (corner of f3); t4 – time, required for delivery a detail or portion of details from a working rotor (corner of f4). Thus, (1) can be writtenin in following kind: 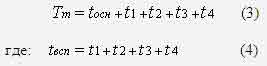 We will consider the structure of kinematics cycle of Tk of working rotor. For time a working instrument is tricked into to the processed purveyance. Вy the end of this interval included in a contact with a purveyance. Then an instrument carries out treatment of purveyance during time of tosn. After completion of treatment a working instrument is taken from a detail. On it the period of time, proper the sum of t3 + t4. In times of t5 a working instrument stands in initial position (corner of f5) [7]. Consequently, additional time of tдоп of kinematics cycle of rotor machine is equal:  For a time of t5 domain a working instrument accomplishes together with a rotor a transport motion at a speed of Vтр and exposed to influence of additional mechanisms which control his state and at breakage or wear replace the block of working instrument. Time of t5 can be examined as consisting of four periods: t1 is time, expended on control and verification of the state of working instrument; t11 is time of output of block of working instrument in the case of his wear or breakage; t111 is time, necessary for setting in the nest of rotor of new block of working instrument; t1v is time of control of rightness of setting of new block of working instrument; Thus:  Realization of the above-stated operations does not require the stop of rotor machine, which promotes the coefficient of its use. From considered higher obviously, that (6) can be written in such kind:  Comparing formulas (3) and (7), will set dependence between the kinematics and technological cycles of operating rotor machines-automats.  Analysing this dependence, it is possible to draw conclusion, that in rotor machines-automats kinematics cycle more technological on a size time of t5. Proper the turn of rotor on a corner (2п-an). On this coal the articles of treatment absent in the instrumental blocks of rotor. For determination of size of duty cycle will enter the followings denotations [8]: U is an incurrence of nests in a working rotor, intended for placing in them of blocks of instrument; m is a number of nests the workings instruments of which execute treatment of purveyances on coal of aosn; K=u-m is a number of nests the workings instruments of which do not execute the technological operations of treatment of purveyances. These nests are times of implementation of additional operations correspond in the area (2п-foсн) of which; h is a step of rotor; a = 2п/u is a corner between radiuses, conducted through two nearby nests of rotor; г- gramme is a radius of initial circumference of rotor, measured on the centers of nests; wтр— angulator of rotations of working rotor; VTR=wтрр is a linear rate of a transport movement of workings instruments in a working rotor; 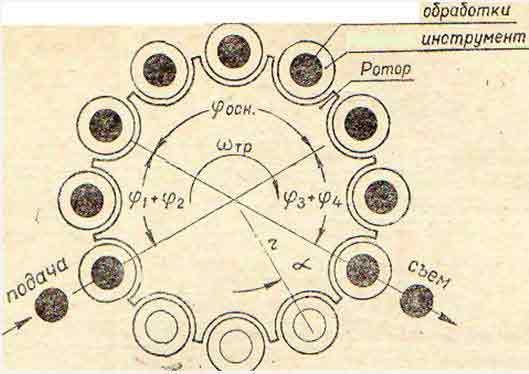 On pic.5 is calculation chart is presented for determination of duty cycle of rotor machine-automat. Time of duty cycle of rotor machine is equal to time during which a rotor turns on a corner. A reception is then produced on treatment of purveyance or output of the finished product [9]. 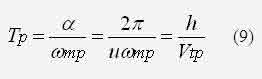 Replacing the got value of angulated in (9), will get general expression for time of duty cycle of rotor machine-automat [10].  In (10) evidently, that time of duty cycle of rotor machines depends on time of implementation of technological operation and number of nests of rotor. If to accept, that time of implementation of operation is determined the technological terms of treatment and is permanent a size. That diminishing of duty cycle can be carried out by the increase of number of nests of working rotor. At planning of rotor machine for the set operation a designer sets above all things, the least diameter of nest of rotor which a block of working instrument must be in. Consideration of constructions of model instrumental blocks shows that the diameter of block is determined, coming from the sizes of working instrument and article of treatment, and also thickness of walls of corps of block. Consequently, the size of step of h rotor is determined the diameter of instrumental block and size of bridge between nearby blocks. Corner in radians between two nearby nests of rotor: 
Putting (11) in (9), will get dependence of duty cycle a rotor machine-automat from time of technological treatment headings and structural parameters of rotor [11]:  Formulas (10) and (12) allow expecting time of duty cycle at presence of certain technological requirements to the executable operation. Defining time of duty cycle of rotor machine-automat, a designer can pass to the calculation of its productivity. Аnimation")
Рroces squeezing out (animation size - 32 КВ, consists of 7 pictures,5 reiterations)During the process of writing, the master’s work hasn’t completed yet. Final completion: December, 2010. The full text of work and materials on the theme could be received from the author or him scientific adviser after the indicated date LITERATURE1. Клусов И.А. Проектирование роторных машин и линий: Учеб. пособие для сту-дентов машиностроит. спец. вузов - М.: Машиностроение, 1990 - 320 с. 2. Кошкин Л.Н. Роторные и роторно-конвейерные линии - М.: Машиностроение, 1982 - 236 с. 3. Прейс В.В. Технологические роторные машины вчера, сегодня, завтра - М.: Ма-шиностроение, 1986 - 128 с. 4. Клусов И.А. и др. Автоматизация сборочных процессов на роторных линиях - Киев, 1967 - 48 с. 5.Кошкин Л.Н. Комплексная автоматизация производства на базе роторных линий - М.: Машиностроение, 1972 - 258 с. 6.Клусов И.А. и др. Автоматические роторные линии - М.: Машиностроение, 1987 - 256 с. 7. Кошкин Л.Н. Автоматические линии роторного типа: Конструкции, расчёт и проектирование/ А.Н. Кошкин, И.А. Клусов, В.В. Прейс - Тула, ЦБТИ, 1961 - 198 с. 8. Ищенко А.Л. Разработка технологического и структурного обеспечения проек-тирования высокопроизводительных процессов и систем сборки непрерывного действия. Дис. на соис. канд. техн. наук - Донецк, 1999 - 200 с. 9. Новиков М.П. Основы технологии сборки машин и механизмов - М.: Машиност-роение, 1980 - 532 с. 10. Муценюк К.Я. Автоматизация сборочных процессов - Л.: Машиностроение, 1969 - 107 с. 11. Михайлов А. Н. Основы синтеза поточно-пространственных технологических систем. - Донецк: ДонНТУ, 2002. - 379 с. 12. Генкин М.Д. и др., критерии качества и определение параметров малошумных механизмов, сб. (методы создания машин в малошумном исполнении), изд-во Наука, М., 1978.
|