
Исследование процессов перемешивания металла в сталеразливочном ковше при продувке инертным газом
Статья будет опубликована по результатам конференции в г. Мариуполь
Смирнов А.Н. Жемеров С.Г.
Развитие технологических систем внепечной доводки стали в ковше обусловливает необходимость оптимизации условий перемешивания металла в ковше, которое, как правило, осуществляется путем вдувания в расплав некоторого количества инертного газа (аргона). Особенно, этот вопрос рационального перемешивания металла в ковше при продувке аргоном, является актуальным при работе установок ковш-печь [1]. Это объясняется тем фактом, что в ковшах, используемых на УКП, предусматривается, как правило, один - два (реже три) продувочных узла, расположение которых регламентируется определенными технологическими соображениями. Во-первых, продувочные узлы необходимо располагать таким образом, чтобы вдуваемый в металл аргон не попадал в зону работы электродов, используемых для подогрева металла и шлака. Во-вторых, один из продувочных узлов должен располагаться в зоне подачи ферросплавов, что обеспечит высокую степень их усвоения. В-третьих, продувочный узел не может располагаться в зоне падения струи металла во время наполнения ковша. В-четвертых, продувочный узел не может располагаться вблизи стенки ковша, поскольку в этом случае будет происходить повышенный износ огнеупоров в области распространения восходящего потока. В-пятых, в зависимости от технологической последовательности операций, выполняемых на агрегате ковша, интенсивность продувки металла аргоном может варьироваться в значительных пределах.
Потому основной задачей настоящего исследования является установление оптимальных режимов перемешивания расплава в процессе обработки его на УКП, которые бы позволили решать следующие проблемы:
-определение рационального количества продувочных узлов и их положения в днище ковша;
- предотвращение возникновения застойных зон в ванне жидкого металла в ковше;
- определение условий, соответствующих рациональной интенсивности перемешивания в соответствии с технологией обработки металла в ковше;
- оптимизация условий взаимодействия (перемешивания) металла и шлака в процессе продувки;
Процесс перемешивания жидкости в замкнутом объеме является сложным физическим явлением. Для того, чтобы проанализировать это явление относительно конкретной технологической задачи представляется целесообразным использование определенных критериев, которые позволяют выполнить сравнительные оценки на макро- и микроуровнях. В рамках оценки эффективности перемешивания определенного объема жидкости наиболее часто используются интегрированный показатель «интенсивность перемешивания» (время перемешивания). Интенсивность перемешивания металла в ковше представляется очень важным технологическим показателем при обработке стали на УКП. Во-первых, интенсивность перемешивания металла определяет длительность некоторых этапов обработки, в том числе гомогенизации металла по химическому составу и температуре или процессу рафинирования металла шлаком. Во-вторых, процесс перемешивания металла газом происходит достаточно сложно, и в жидкой ванне образуются как зоны интенсивной циркуляции, так и «застойные области», проявление которых может негативно отражаться на конечных показателях обработки в целом. В-третьих, использование аргона как субстанция, которая обеспечивает процесс перемешивания, допускает дополнительные расходы на обработку и соответственно уменьшение количества аргона их, что используется, снижает. С учетом всех этих особенностей, было принято решение, что исследования будут проводиться на «холодной» водной модели. Основные задачи физического моделирования относительно настоящей работы можно сформулировать таким образом:
- изучение особенностей перемешивания жидкости в ковше при ее продувке газом через пористые блоки, установленные в днище;
- изучение возможности оптимизации основных рабочих параметров вдувания газа (интенсивность, количество продувных блоков, расположения продувных блоков и т.п.) для обеспечения процесса перемешивания рациональной интенсивности;
- изучение особенностей перемешивания металла с шлаком в процессе продувки металла газом.
Физическое моделирование процессов перемешивания жидкости наиболее преимущественно при сохранении одинаковых геометрических размеров исследуемого агрегата и модели. Учитывая тот факт, что при вдувании газа в жидкость весьма важными представляются процессы, что происходят под действием сил тяжести, которые определяют всплытие пузырьков газа, и сил инерции, которые определяют развитие системы циркуляционных потоков в жидкой ванне ковша, в настоящей работе как базовые критерии подобия был принят критерий Фруда и критерий гомохронности [2]. Физическое моделирование процесса перемешивания расплава инертным газом в ковше выполнено на прозрачной модели, что позволяет визуализировать все основные процессы, которые происходят при продувке жидкости. Геометрические размеры вместимости, которая имитирует сталеразливочный ковш, были выбраны следующими: диаметр (верхний) - 0,6 м, диаметр (нижний) - 0,55 м высота - 0,75 м (рис 1.).
При этом предусматривалась, что выбранная вместимость обеспечит моделирование процессов перемешивания для ковшей разной конструкции (в первую очередь, отношения высоты налива металла к диаметру ковша) [3]. При этом как моделирующая жидкость использовали воду при температуре 18-25ОС и при соответствующей вязкости силиконового масла.
Выбор воды как моделирующей жидкость объясняется тем фактом, что значения вязкости воды и стали в области температур внепечной обработки достаточно близки друг к другу. Перемешивания жидкости осуществляли сжатым воздухом. Для имитации шлака, расположенного на поверхности металла, использовали масло силикона, которое, как известно, имеет высокие значения поверхностного натяжения, а вязкость может варьироваться в достаточно широких границах в зависимости от его температуры. Плотность выбранного масла силикона составила 965 кг/м3 [4].
В качестве критерия эффективности перемешивания жидкости в ковше был принят показатель интенсивности перемешивания, определяемый как время гомогенизации объема жидкости в ковше.
Время гомогенизации определялось как период, требуемый для достижения соответствующей высокой однородности системы, необходимой с технологической точки зрения. Наиболее точным методом измерения времени перемешивания является электрохимический метод с введением в перемешиваемую жидкость (воду) небольшого количества раствора соли и измерением электропроводности в одной или нескольких точках объема ковша. При этом значения времени перемешивания являются самыми высокими, по сравнению с другими методами, а точность измерений составляет ~ 5 %.
Электрохимический метод измерения времени перемешивания был реализован следующим образом (рис. 2.).
Геометрический масштаб физических моделей определялся с учетом критериев подобия Фруда и гомохронности и составил 1:6 по отношению к выбранному моделируемому объекту - установка ковш-печь вместимостью 160т. Для визуального наблюдения газожидкостных потоков стенки моделей выполняли из прозрачного стекла, а масла силикона подкрашивали специальным индикатором для цветового отличия от воды. Наблюдаемые картины перемешивания фиксировали с помощью цифровой видеокамеры. Экспериментальные установки позволили регулировать затрату газа и изменять положение продувных устройств относительно вертикальной оси сосуда. В процессе исследования было снято около 250 фотографий процесса перемешивания для разных значений расходов и скоростей вдуваемого газа, которые изменяются в интервале 0,5-2 л/мин. В качестве электролита, вводимого в воду, применялся насыщенный раствор поваренной соли. Электропроводность измерялась двумя датчиками , каждый из которых представлял собой два платиновых электрода, между которыми пропускался электрический ток. Электроды, изготовленные из платиновой проволоки диаметром 0,3-0,5 мм, закреплены в изоляторе, герметично сочлененном в пустотелом держателе, внутри которого пропущены соединительные провода, припаянные к электродам. Датчики располагались в диаметрально противоположных точках у стенок модели ковша на высоте 0,2 и 0,8 высоты налива воды в модели. Преимуществом такой схемы является то, что выходной сигнал представляет собой разность между показателями датчиков, а, следовательно, позволяет более точно судить о том, в какой степени осуществилась гомогенизации электролита в объеме ковша. Применение платиновых электродов обусловливалось необходимостью предотвращения окисления поверхности электродов в солевом растворе, что значительно снизило бы точность измерений.
Была разработана единая для всех экспериментов методика замеров времени перемешивания, которая заключалась в следующем. Электроды помещаются в разные точки модели и закрепляются. При необходимости выполняется балансировка моста, в результате которой сигнал поступаемый с АЦП должен находится приблизительно на одном уровне, что дает нам «площадку» (обычно это 3,5 – 4 мВ) от которой можно отмерять максимальное отклонение при вводе электролита. Вводится индикатор (раствор поваренной соли) под электрод, расположенный на высоте 0,2 высоты налива воды. Это связано с тем, что существует зона застоя, где перемешивание почти не происходит. Эта зона находится под длинным датчиком, а раствор поваренной соли мы вводили на короткий электрод. При вводе индикатора на графике наблюдается резкий скачок до значений в среднем 15 – 20 мВ. Это свидетельствует о том что сопротивление «плеча» к которому подключен длинный электрод, резко уменьшается, что вызывает разбалансировку моста, с этого момента можно начать отчет времени усреднения и растворения этой добавки в объеме ковша. По мере распределения концентрации раствор значение мВ начинает снижаться до исходных 3,5 – 4 мВ. Как только оно стабилизируется, можно говорить о полном растворении индикатора, что свидетельствует об окончании замера времени перемешивания. Таким образом, за время перемешивания жидкости принимается отрезок времени, в течении которого амплитуда записываемого сигнала снижалась со своего пикового значения до минимума. А поскольку график по линии абсцисс разбит на равные промежутки, замер времени перемешивания не составляет особого труда. Запись производилась при помощи мостовой схемы с усилителем, подключенным к аналоговому цифровому преобразователю (далее АЦП), а с него выход на компьютер. При помощи специальной программы строится график, который затем сохраняется в виде изображения (рис. 3.).
Измерительная схема (рис. 4) для контроля времени перемешивания жидкости должна включать мост, два плеча которого образованы одинаковыми безындукционными сопротивлениями R1 иR2 по 3 кОм каждое, а к двум другим плечам подсоединены электроды R3 и R4. Переменное сопротивление R5 служит для балансировки моста перед началом измерений. Мостовая схема должна питаться переменным током, поскольку напряжение постоянного тока вызывает заметную электролитическую реакцию, приводящую к уменьшению тока между электродами. Чаще всего применяется переменное напряжение 4В, прикладываемое к одной из диагоналей моста. Напряжение, снимаемое с другой диагонали моста, подается на выпрямитель, к которому подключен самописец для регистрации электрического сигнала. Входящий в схему микроамперметр необходим для балансировки моста и текущей записи сигнала.
Ссылаясь на экспериментальные данные и результаты регрессии, представленные до сих пор, можно отметить, что явление потока при газовом перемешивании является неотъемлемо переходным. Поэтому, условие длительное и краткосрочное блуждание струи, непрерывно отклоняющейся, делают поток переходящим, что влияет на измерения. Ситуацию усугубляет два барботирующих устройства применяемые вместо одного. В равной степени важна траектория вводимого индикатора, которая существенно отличается в ковшах разных размеров. Траектория индикатора не была определенно воспроизведена и существенно зависела от блуждающей струи. Это вероятно включает некоторую ошибку в измерениях и неопределенность в конечных выводах. Отклонение линии проведенной через экспериментальные точки можно отнести к присущем характеристикам газового перемешивания и процедуры эксперимента.
В заключении хотелось бы сделать несколько общих выводов:
1. Опираясь на ранее описанные методики и приемы для изучения перемешивания в водных моделях ковшей была создана собственная водная модель, фиксирующие и прочие устройства.
2. Проведен ряд опытов, в ходе которых подтвердилось предположение о том, что перемешивание двумя пробками эффективнее, чем одной пробкой, расположенной центрально/ассиметрично; однако перемешивание двумя пробками эффективно лишь при не слишком больших величинах расхода воздуха;
3. В результате опытов было выявлено несколько неблагоприятных расположений пробок и расходов воздуха. Для одной пробки не слишком удачным является положение пробки на 0,9 радиуса от центра ковша; расход воздуха 1,4 л/мин для всех положений пробки. Для двух пробок расположение под углом 30 градусов также не является оптимальным, как и расход 1 л/мин для всех положений двух пробок.
Библиографический список
1. А.Н. Смирнов, Е.В. Ошовская, И.Н. Салмаш, В.М. Сафонов, К.Е. Писмарев Некоторые вопросы оценки интенсивности перемешивания при продувке металла в ковше инертным газом // «Металл и литье» - № 3 – 4, - 2007. – с. 44 - 49
2. D.Mazumdar, H.B.Kim, R.I.L.Guthrie. Критерии моделирования потока при обработке металла в сталеразливочном ковше с газовой продувкой: экспериментальное исследование // - Ironmaking and Steelmaking. 2000 - Vol.27. No4. - P.302-308
3. M.Iguchi, K.Takanashi, H.Kawabata. Модельное изучение свойств жидкостного потока в резервуарах с донной продувкой при возникновении обратного эмульгирования // - ISIJ International. - Vol.38 (1998). No.10 - pp.1080-1085
4. M.Iguchi, K.Takanashi, O.Ilegbusi Влияние физических свойств верхнего масляного слоя на характеристики газожидкостного потока в резервуарах с донной подачей газа //- ISIJ International. Vol.38 (1998). - No.9. - pp.1032-1034
Рис. 1 – Общий вид экспериментальной установки
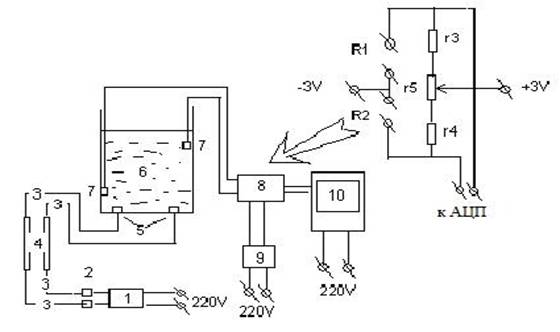
Рис.2. Схема физической модели для оценки интенсивности перемешивания в ходе продувки: 1 – компрессор, 2 – узел регулировки подачи воздуха, 3 – трубопровод, 4 – блок измерения параметров вдуваемого воздуха (расход, давление),5 – продувочные узлы, 6 – модель ковша, 7 – датчики измерения электропроводности воды, 8 – мостовая схема, 9 – источник питания с переменным током, 10 – АЦП

Рис.3 – Пример сигнала поступающего на АЦП.
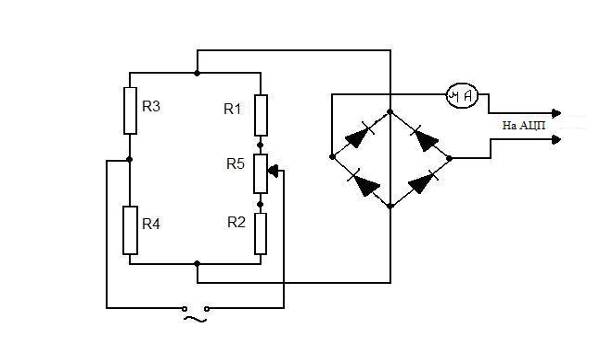
Рис. 4. - Измерительная схема для контроля времени перемешивания