Автры: Челпанов А. С., Ткачук А. Н.
Источник: Aвтоматизація технологічних об'єктів та процесів. Пошук молодих. Збірник наукових праць VII Міжнародної науково-технічної конференції аспірантів та студентів в м. Донецьку 26-28 квітня 2007 р. — Донецьк: ДонНТУ, 2007. — С. 182 — 185.
Целью данной работы является оценка влияния неравномерности нагрузки на тяговый орган ленточных и скребковых конвейеров на параметры их автоматизированного электропривода.
Для достижения поставленной цели решены следующие задачи:
– систематизация отказов приводных двигателей конвейеров;
– определён фактический грузопоток при учёте гранулометрического состава транспортируемого груза и при постоянном характере насыпной плотности груза.
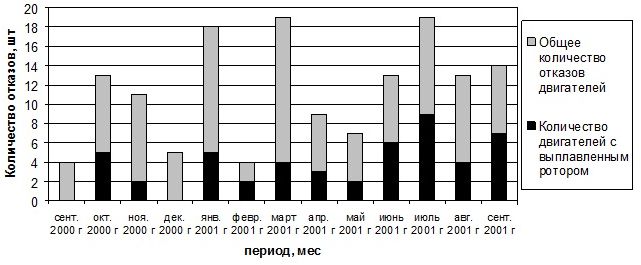
Анализ отказов двигателей типа 2ЭДКОФ, ВКДВ, 2ВР и др. проводился на базе статистических данных ООО «Донецкий электромеханический завод», ОАО «Донбассэлектромотор» и других предприятий, специализирующихся на ремонте двигателей, за период сентябрь 2000 — сентябрь 2001 года. В результате этого анализа были определены наиболее аварийные сборочные единицы, детали и узлы двигателей [1].
Рис. 1. Гистограмма отказов двигателя.
Исследования показали, что основные причины выхода из строя двигателей: пробой изоляции обмотки статора — 40-60%, повреждение обмотки ротора — 30-40%, разрушение вентиляционного узла — 3-15%, подшипников — 7-20%.
Выплавление обмотки ротора приводит двигатель в неремонтопригодное состояние, при этом традиционно считается, что причиной данного отказа являются перегрузки двигателя, вызванные нарушениями при его эксплуатации. Однако высокий процент данного отказа свидетельствует о том, что причинами его появления является не только неправильная эксплуатация, но и недостатки в самой конструкции двигателя, которая, вероятно, недостаточно удовлетворяет возросшим требованиям к его перегрузочной способности.
В работе было установлено, что коэффициента запаса мощности приводного двигателя 1,1 от номинального значения, принятого при проектировании исследуемого конвейера, недостаточно в случае максимального наброса нагрузки, что приводит к повышению температуры роторной обмотки и, как следствие, её выплавлению.
Однако наиболее вероятное значение нагрузки остаётся таким же, как и при усреднённых расчётах.
Следовательно, повышение мощности приводного двигателя на одну ступень не является эффективным решением вопроса повышения его надёжности. Целесообразно предусматривать в конструкции двигателей повышенные максимальный Мmax и пусковой Мпуск моменты, обеспечивать устойчивость отдельных узлов двигателя к повышению температуры с одновременным применением частотных преобразователей [3].
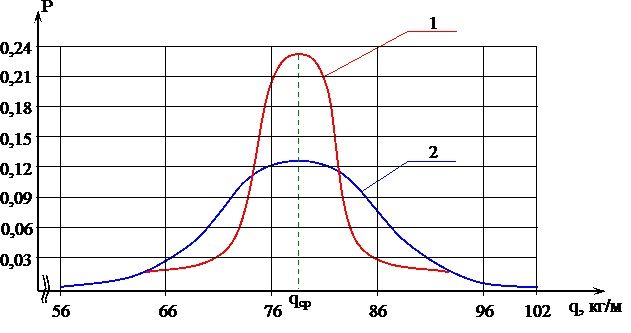
Рис. 2. Законы распределения погонной нагрузки на тяговый орган ленты по данным магистрального ленточного конвейера КЛМ-1,2М, установленного на Жеголевском корьере ОАО «Комсомольское рудоуправление».
Задачу повышения надёжности приводных двигателей при сохранении их выбранной мощности можно решить, например, применением для обмотки статора изоляционных материалов более высокого класса нагревостойкости, а также заменой литых обмоток ротора из алюминия на сварные (спаянные) обмотки из других металлов, позволяющих повысить допустимую температуру нагрева, а также обеспечить стабильность сечения стержней обмотки ротора и высокое качество их материала.
Для обеспечения эффективной работы частотного преобразователя необходимо рассчитать требуемую глубину регулирования частоты вращения вала приводного двигателя[4].
1. Шахмейстер Л. Г., Дмитриев В. Г. Вероятностные методы расчёта транспортирующих машин. — М.: Машиностроение, 1983. — 256 с.
2. А. Н. Ткачук, А. И. Аниканов. Влияние режима работы скребкового конвейера на аварийность приводного электродвигателя // Взрывозащищенное оборудование: Сб. научн. трудов УкрНИИВЭ. — Донецк. 2003. — С. 138 — 143.
3. А. Н. Ткачук. Оценка влияния гранулометрического состава насыпного груза на его плотность // Известия Донецкого горного института. — Донецк, 1996. — № 2(4). — С. 81–83.
4. Захарченко П. И., Каика В. В., Карась С. В. Концепция создания АД для привода забойных скребковых конвейеров // Уголь Украины. — 1998. — №7. — С. 12 — 14.