| |
Ультразвуковая толстопленочная металлизация неметаллических материалов в производстве изделий электронной техники
Многие неметаллические конструкционные и специальные материалы, в том числе керамика, стеклокерамика, ситаллы, ферриты, абразивы, могут быть соединены с помощью ультразвуковой толстопленочной металлизации их поверхности. Это создает возможность значительной экономии дефицитных металлов, применяемых для изготовления электронных компонентов, микроэлектронных устройств и приборов.
Процессы металлизации в изделиях электронной техники
Способ толстопленочной металлизации широко применяется для формирования контактных соединений в таких изделиях электронной техники, как многослойные керамические и стеклокерамические конденсаторы, вариконды, пьезоэлектрические преобразователи, линии задержки на поверхностных акустических волнах и др. Многослойные керамические чиповые конденсаторы используются в мощных гибридных микроблоках, так как имеют широкий диапазон емкостей и рабочих напряжений, малые габариты и высокую надежность [1]. Их изготавливают путем смешивания керамической массы в органической связке и отливке в тонкие слои толщиной до 80 мкм. Металлические электроды осаждают на сырых керамических слоях, где они затем собираются в плоские пакеты; формирование блока конденсатора происходит путем отжига при высокой температуре. Заключительной стадией является металлизация контактных площадок (рис. 1) для формирования электродов на каждой стороне конденсатора.
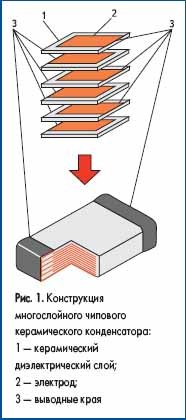 Для металлизации применяют сплавы PdAg c барьерным слоем Ni, а затем сплавы на основе Sn, которые наносят в виде расплава.
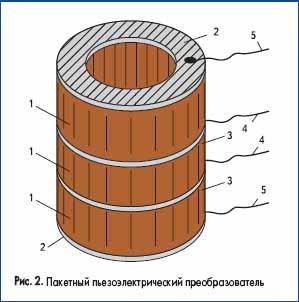
При сборке пакетных пьезоэлектрических преобразователей на поверхности пьезоэлементов наносят электропроводящее покрытие из металлов или сплавов. Пьезоэлектрические элементы (1) с нанесенным покрытием (2) с помощью специального технологического приспособления собирают в пакет, размещая между элементами металлические прокладки (3) (рис. 2). Облуженные выводы (4) присоединяют к электродам, расположенным внутри пакета, а внешние выводы (5) припаивают припоем ПОС61 в присутствии спирто-канифольного флюса. Такая сборка обеспечивает прочное соединение преобразователей в пакет с хорошим акустическим контактом между ними [2].
Для формирования металлических электродов могут быть применены многокомпонентные проводящие материалы в виде бессвинцовых припоев, наносимые на выводные края при воздействии энергии ультразвуковых (УЗ) колебаний. УЗ-металлизация осуществляется в тонком слое припоя, в котором под действием кавитации происходит разрушение оксидных пленок непосредственно под слоем, расплавленным припоем, поэтому контактная поверхность не успевает соединиться с кислородом воздуха и смачивается припоем [3]. Критериями качества контактных соединений являются механическая прочность, электрическое и тепловое сопротивление.
Особенности УЗ-металлизации неметаллических материалов
Впервые ультразвук был применен для металлизации неметаллических материалов – стекла, керамики, феррита – еще в 1960-х годах [4, 5]. С этой целью поверхность материалов подвергалась предварительной обработке, например пескоструйной, для образования развитого микрорельефа. После подогрева деталей до температуры плавления припоя они погружались в УЗ-ванну с расплавом припоя или облуживались с помощью УЗ-паяльника оловянно-цинковыми (П200А) или свинцово-серебряными (ПСрЗ) припоями.
На прочность сцепления металлизации с поверхностью неметаллического материала оказывают влияние степень шероховатости поверхности и длительность кавитационного воздействия. Более развитые поверхности увеличивают общую площадь сцепления и соответственно повышают величину разрывного усилия. Под действием кавитационных микроударов поверхность керамики очищалась от мелкой фракции основного материала, открывался доступ к порам, которые благодаря возникающим в припое высоким давлениям заполнялись припоем, что обеспечивало тем самым достаточную прочность сцепления.
Время кавитационного воздействия составляло 0,5–5 мин. При более длительном УЗ-воздействии механическая прочность керамики снижается. Из-за кавитационных микроударов в ней образуются зоны ослабленной прочности, величина которых зависит от типа керамики, мощности, вида УЗ-волн и длительности воздействия. Поэтому длительность кавитационного воздействия ограничена временем получения оптимальной прочности соединения.
УЗ-металлизацию керамики марок 22ХС и Ф–58 в виде плоских шайб диаметром 20 мм и толщиной 2–3 мм, а также конденсаторной керамики марок Н–30, Н–90, Н1500 в виде пластин 20B20 мм и толщиной 0,2–0,25 мм проводили на частотах 22 и 44 кГц при амплитуде УЗ-колебаний 3–5 мкм, величине зазора между излучателем и металлизируемой поверхностью 0,2–0,4 мм, угле наклона излучателя 40–55°, скорости металлизации 830 мм/мин и температуре на 5–10 °C выше температуры плавления припоев. Исследования механической прочности изделий, подвергнутых УЗ-металлизации различными типами припоев с керамикой, свидетельствуют о том, что выбор припоя играет важную роль [6]. Оловянно-свинцовые сплавы ПОС40, ПОС61 дают худшие результаты по прочности сцепления с керамическими материалами. Отсутствие в их составе адсорбционно-активных элементов приводит к тому, что прочность сцепления припоя зависит только от степени шероховатости поверхности и определяется сравнительно слабыми силами Ван-дер-Ваальса. Применение оловянно-цинковых припоев обеспечивает получение достаточной прочности сцепления с керамикой. Наибольшая прочность сцепления, которая составила 18,4 МПа, достигнута для шероховатых поверхностей, подвергнутых дробеструйной обработке и металлизированных припоем П250А, это в 2,0–2,5 раза выше прочности сцепления серебряных покрытий, нанесенных вжиганием пасты (табл. 1).
Таблица 1. Прочность сцепления УЗ-металлизации с керамикой
Необходимо также отметить, что для улучшения смачивания поверхности неметаллических материалов важно быстрое разрушение газовых пленок, находящихся на поверхности и обладающих свойствами твердого тела. Введение УЗ-колебаний в зону контакта жидкого припоя с поверхностью паяемого материала с интенсивностью, превышающей порог кавитации в припое, вызывает образование кавитирующих микрополостей на полупериоде растяжения, которые при захлопывании способствуют разрушению газовых пленок. На полупериоде сжатия под действием микроударов жидкий припой заполняет эти микрополости, осуществляя непосредственный контакт с поверхностью материала.
Таким образом, смачивание стеклокерамических конденсаторов в процессе УЗ-металлизации достигается за счет удаления газовых пленок и интенсификации процессов взаимодействия на границе припой–паяемый материал, что приводит к снижению угла смачивания и растеканию припоя на поверхности материала.
Устройства для осуществления УЗ-металлизации
Для УЗ-металлизации в мелкосерийном производстве возможно применение УЗ-паяльника. При этом окисная пленка разрушается непосредственно в зоне жала паяльника под расплавленным припоем, поэтому для нанесения металлизации на поверхности большего размера требуется неоднократный проход жала. Надежность УЗ-металлизации экспериментально проверена на целом ряде материалов, в том числе на керамике, ферритах, абразивных изделиях, угольных и графитовых изделиях, стекле, рубинах. Недостатками УЗ-паяльников являются низкая производительность ручного труда, неэффективность воздушного охлаждения и недостаточная мощность нагревателя.
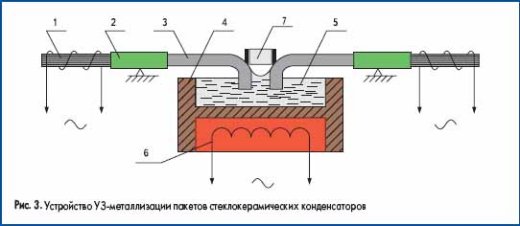
Эффект подъема припоя по излучающей поверхности волновода использован при разработке устройства для УЗ-металлизации стеклокерамических конденсаторов в серийном производстве [7]. Устройство (рис. 3) содержит две УЗ-колебательные системы, состоящие из магнитострикционных преобразователей (1), акустических трансформаторов упругих колебаний (2), волноводов (3), рабочие концы которых имеют Г-образную форму и опущены в ванну (4) с расплавленным припоем (5). Колебательные системы установлены на основаниях, имеющих возможность точного горизонтального перемещения. Для расплавления припоя и поддержания необходимой температуры пайки использован резистивный нагреватель (6). Г-образные концы волноводов колеблются в полуволновом резонансе, что приводит к появлению двух пучностей и узла колебаний. При колебании рабочего конца волновода припой поднимается до уровня верхней пучности, где удерживается за счет адгезии. Таким образом, зона верхней пучности, расположенная выше уровня припоя в ванне, является рабочей, где и осуществляется металлизация боковых поверхностей конденсатора (7).
Высоту подъема припоя по колеблющейся поверхности волновода можно определить исходя из условия равновесия капиллярного давления сформированного мениска припоя под действием УЗ-колебаний и давления столба припоя [8]:
где σ12 – поверхностное натяжение на границе припой–воздух, θ – контактный угол смачивания; ρ – плотность припоя, g – ускорение свободного падения, D – диаметр мениска припоя.
С некоторым допущением можно принять, что диаметр мениска припоя равен длине колеблющегося волновода, которая кратна λ/4, где λ – длина волны УЗ-колебаний. Учитывая это, получим:
Используя известные данные для плотности припоя и скорости распространения звука в припое – cзв и учитывая, что σ12 в УЗ-поле увеличивается с 0,5 до 3,0 Н/м при оптимальной величине кавитационного давления в припое 1,5–2,0 кПа, получаем зависимость высоты подъема припоя по поверхности волновода от кавитационного давления в расплаве (рис. 4).
Реальная высота подъема, измеренная экспериментально на частоте 44 кГц и при амплитуде 10–12 мкм, составляет 3,5–4,0 мм, что обеспечивает перекрытие контактной поверхности конденсатора.
Оптимизация параметров УЗ-металлизации
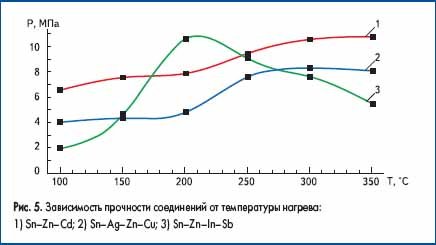
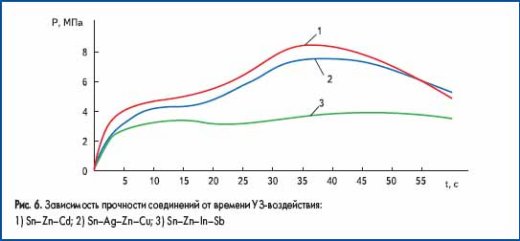
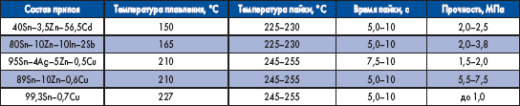
Исследованы свойства ряда бессвинцовых припоев – 40Sn–3,5Zn–56,5Cd, 95Sn–4,0Ag–5,0Zn–0,5Cu, 99,3Sn–0,7Cu – и прочность их соединений при формировании контактных площадок в многослойных керамических конденсаторах, предназначенных для поверхностного монтажа. Экспериментально получены зависимости прочности соединений от температуры и времени пайки для различных припоев (рис. 5, 6) и определены оптимальные технологические режимы для различных бессвинцовых припоев (табл. 2).
Таблица 2. Адгезионная прочность металлизации бессвинцовыми припоями
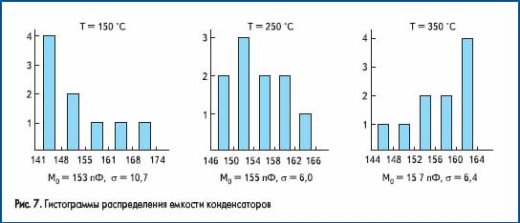
Анализ гистограмм емкости конденсаторов (рис. 7) показал, что разброс их параметров не превышает установленного поля допуска. Минимальный допуск на величину электрической емкости получен при температуре 250 °С. Максимальная прочность соединений (до 7,5 МПа) получена для припоя 89Sn–10Zn–0,6Cu в диапазоне температур 250–265 °С и времени активации 5–15 с.
Для повышения прочности и акустического КПД пакетного пьезоэлектрического преобразователя на поверхности пьезоэлементов наносили электропроводящее покрытие из припоев способом УЗ-металлизации с температурой плавления ниже точки Кюри пьезокерамики, затем собранные в пакет пьезоэлементы нагревали до температуры плавления покрытия при избыточном давлении (4–5,5)·104 Н/м² и охлаждали в течение 25–30 мин. Припой, состоящий из 80% Рb, 10% Sn, 2% Sb, 8% Zn, наносили на контактирующие поверхности пьезоэлементов из керамики ЦТС-19 под воздействием УЗ-колебаний в течение 5–10 с при нагреве элементов до 220 °С. Пьезоэлементы с нанесенным покрытием с помощью специального технологического приспособления собирали в пакет, причем между элементами образовывались металлические прокладки. Пакет нагревали до 200–210 °С под внешним статическим давлением (2–3,5)·104 Н/м², расплавленные металлические прокладки кристаллизовались под статической нагрузкой (4–5,5)·104 Н/м² при медленном охлаждении пакета в течение 25–30 мин. Присоединяли облуженные выводы к электродам, расположенным внутри пакета, а внешние выводы припаивали припоем ПОС61 в присутствии спирто-канифольного флюса. Такая технология обеспечивала прочное соединение преобразователей в пакет с высоким акустическим КПД.
УЗ-металлизация перспективна и для синтетических материалов, поскольку устраняет длительные и трудоемкие процессы химической обработки. Металлизации низкотемпературными сплавами Вуда и составом Cd–Pb–Bi подвергались сополимеры стирола марок САМ, МЕН, СТАН, ПС-СУ, СНП-С. Металлизируемые образцы (круглые пластины диаметром 20 мм и толщиной 5 мм) предварительно механически обрабатывались и обезжиривались. За критерий качества металлизации была принята адгезионная прочность при испытании на разрывной машине РМ-101 со скоростью 25 мм/мин [12].
Определены максимальная адгезионная прочность металлизации с указанными типами сополимеров (табл. 3), а также оптимальные технологические параметры процесса: электрическая мощность на выходе генератора РА, оптимальный зазор между излучателем и поверхностью δ и угол наклона излучателя α. При увеличении электрической мощности на выходе УЗ-генератора, а следовательно, и акустической мощности, вводимой в расплав, повышается адгезионная прочность соединения металл–полимер. Превышение мощности свыше 200 Вт вызывает интенсивное распыление расплава под действием кавитации, что сопровождается снижением прочности металлического покрытия и ухудшением его качества. Оптимальная величина зазора в процессе металлизации полимеров между инструментом, излучающим УЗ-колебания, и обрабатываемой поверхностью составляет 0,2–0,3 мм, а угол наклона инструмента к поверхности–20°. При этих значениях δ и α величина прочности соединения металлопокрытия с полимером наибольшая.
Таблица 3. Прочность сцепления УЗ-металлизации сополимеров
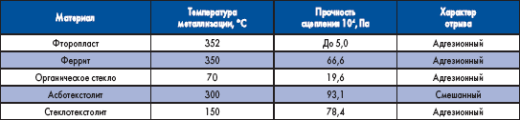
Высокая адгезионная прочность соединений металл–полимер (7–13 МПа) может быть объяснена протеканием диффузионных процессов на границе их раздела, а также химическим взаимодействием активных групп и радикалов полимера с ионами металлов или их окислами и образованием переходной зоны, отличающейся по своей физико-химической природе как от металла, так и от полимера. Если металлизация синтетических материалов с применением УЗ-колебаний происходит без физико-химического взаимодействия припоя с материалом, то прочность спая незначительна и определяется сугубо силами адгезионного взаимодействия. Анализ данных таблицы 4 показывает, что для увеличения прочности сцепления УЗ-металлизации с синтетическими материалами необходимы подбор специальных припоев (например, П250А) и оптимизация режимов с целью создания условий для химического взаимодействия компонентов припоя с паяемым синтетическим материалом.
Таблица 4. Прочность сцепления УЗ-металлизации синтетических материалов припоем П250А
Применение энергии УЗ-колебаний в сочетании с рациональным выбором припоя и оптимальными технологическими параметрами позволяет радикально изменить понятие о непаяемых материалах. Поверхности таких неметаллических конструкционных и специальных материалов, как керамика, стеклокерамика, ситаллы, ферриты и абразивы, соединяют с помощью УЗ-металлизации, что создает возможность значительной экономии дефицитных металлов: платины, палладия, серебра, используемых для изготовления электронных компонентов и микроэлектронных устройств, которые выпускаются электронной промышленностью.
Литература
- Taraseiskey H. Power Hybrid Circuit Design and Manufacture. N.Y.: Marcel Dekker, 1996.
- Whitaker J. C. Microelectronics. N.Y.: CRC, 2006.
- Клубович В. В., Тявловский М. Д., Ланин В. Л. Ультразвуковая пайка в радио- и приборостроении. Минск: Наука и техника, 1985.
- Захаров К. Д. Ультразвуковая пайка стекла, керамики и ферритов // Применение ультразвука в технологии машиностроения. М.: ЦИНТИ, 1960.
- Ганрио В. В. Ультразвуковое лужение и пайка керамики // Обмен опытом в радиоэлектронной промышленности. 1961. № 9.
- Ощепков С. А., Цапская О. З. Некоторые вопросы исследования ультразвуковой металлизации керамики // Электронная техника. Сер. 7. 1974. Вып. 1 (59).
- Трегубов С. В., Тявловский М. Д., Ланин В. Л. Устройство для ультразвукового лужения заготовок // Обмен производственно-техническим опытом. 1986. Вып. 7.
- Ланин В. Л., Кротков А. В. Бессвинцовые припои для ультразвуковой металлизации электронных компонентов // Современные методы и технологии создания и обработки материалов. Труды II Междунар. НТК, Минск, 3–5 октября 2007.
- Ланин В. Л., Тявловский М. Д. Влияние вида ультразвуковых колебаний на прочность спаев со стеклокерамическими материалами // Весцi АН БССР. Сер. фiз.-тэхн. навук. 1983. № 4.
- Тявловский М. Д., Ланин В. Л. Припой для ультразвуковой металлизации стеклокерамических материалов // Электронная техника. Сер. 6. 1979. Вып. 1 (126).
- Тявловский М. Д., Ланин В. Л. Исследование физико-механических свойств и структуры металлических спаев со стеклокерамическими материалами, полученных ультразвуковой металлизацией // Электронная техника. Сер. 6. 1981. Вып. 4 (141).
- Прохоренко А. А., Пугачев С. И., Семенова Н. И. Ультразвуковая металлизация материалов. Минск: Наука и техника, 1987.
- Manko H. H. Solders and Soldering: Materials, Design, Production and Fnalysis for Reliable Bonding. N.Y., 2000.
- Wassink K. R. J. Soldering in Electronics. Ayr, Scotland, Electrochem. Publ., 2002.
- Джюд М., Бриндли К. Пайка при сборке электронных модулей / Пер. с англ. М.: Издательский дом «Технологии», 2006.
|
|