 УКРАЇНСЬКА АНГЛІЙСЬКА
УКРАЇНСЬКА АНГЛІЙСЬКАДонНТУ
Портал магистров ДонНТУ УКРАЇНСЬКА АНГЛІЙСЬКА Портал магистров ДонНТУ Біографія
Біографія Актуальність теми
Конструктивна міцність і надійність машин і механізмів істотно залежить від вживаних для їх виготовлення матеріалів. Найціннішими конструкційними матеріалами є сплави, що поєднують у собі важливі експлуатаційні якості: високу міцність, особливо питому міцність, стійкість до агресивних середовищ, достатню міцність при підвищених температурах. До таких матеріалів відносяться титанові сплави.
Враховуючи високу твердість титанових сплавів, для їх остаточної обробки використовують алмазне шліфування. Продуктивність процесу шліфування залежить від багатьох показників, одним з яких є ріжуча здатність круга. При зміні різальної здатності круга під час обробки наступає момент, коли робоча поверхня круга не в змозі видалити об'єм, що підводиться. В результаті змінюються сили різання, що може привести до фазово-структурних змін в поверхневому шарі. Теплопровідність алмазу значно вище, ніж у інших інструментальних матеріалів, а коефіцієнт лінійного розширення в 5–10 разів менше, що обумовлює високу стійкість алмазу при теплових навантаженнях до 800–1200°С.
Особливості структури і фізико-механічних властивостей титанових сплавів не дозволяють теоретично вести розрахунок сил різання з метою визначення режимів обробки на підставі припущення, що оброблюваний матеріал є однорідним та ізотропним. Саме цим, на нашу думку, пояснюється широке застосування багатофакторних експериментів для пошуку оптимальних режимів шліфування титанових сплавів.
Внаслідок цього тема магістерської роботи, яка спрямована на дослідження різальної здатності алмазних шліфувальних кругів при плоскому врізному шліфуванні титанових сплавів, є актуальною.
Мета і задачі досліджень
Мета дослідження — підвищення ефективності ріжучих властивостей алмазних шліфувальних кругів при плоскому шліфуванні титанових сплавів групи ВТ.
Об'єктом дослідженняє процес плоского врізного алмазного шліфування титанових сплавів групи ВТ.
Предметом дослідженняє закономірність зміни різальної здатності робочої поверхні круга у процесі плоского врізного алмазного шліфування титанових сплавів за пружною схемою.
Методи дослідження: теоретичні методи, що базуються на фундаментальних положеннях теорії різання, методи теорії пружності, метод термомеханічних коефіцієнтів, експериментальні методи.
Для досягнення вказаної вище мети необхідно вирішені наступні задачи:
– визначити механічних властивості титанових сплавів в температурно-швидкісних умовах різання лезовим інструментом і шліфування;
–визначити ріжучу здатність алмазних шліфувальних кругів при плоскому врізному шліфуванні за пружною схемою зразків з титанових сплавів групи ВТ;
–виконати статичний аналіз експериментальних даних про глибину шліфування при плоскому врізному алмазному шліфуванні титанового сплаву ВТ14 за пружною схемою;
– розробити рекомендації за призначенням режимів плоского врізного шліфування титанових сплавів.
Наукова новизна отриманих результатів
У першому розділі «Механічні властивості титанових сплавів в температурно–швидкісних умовах різання лезовим інструментом і шліфування»розглянуті механічні властивості і кристалічна будова титанових сплавів в звичних умовах, і вплив на них температури і умов деформації. Описані методи експериментального визначення властивостей титанових сплавів в складних умовах деформації. Визначені механічні властивості титанових сплавів групи ВТ на основі використання методів теорії пружності та методу термомеханічних коефіцієнтів.
Аналіз фізико–механічних властивостей титанових сплавів дозволив відзначити наступне:
– міцнісні характеристики титанових сплавів в діапазоні швидкостей шліфування 35–80 м/с і температур 20–1000°С [1] мають наступний вигляд (рис.1)
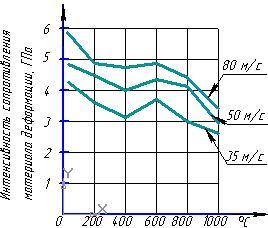
Рис.1.Міцнісні характеристики титанових сплавів
в діапазоні швидкостей шліфування 35–80 м/с [1]
– при s<0,06мм/об порушуються умови стійкості зносу і знижується стійкість через значну концентрацію тепла в зоні задньої поверхні, оскільки при тонких стружках титанових сплавів знижується тепловідвід. При обробці з подачами s>0,07 мм/об зниження стійкості пов'язане з інтенсивним розвитком зносу по задній поверхні, що призводить до інтенсивнішого руйнування різальної кромки [2, 3];
–в результаті знижених пластичних властивостей титанових сплавів утворення в процесі деформації випереджаючих макро– і мікротріщин при механічній обробці має місце. Це пояснюється також утворенням при різанні титанових сплавів великих кутів зсуву і малою усадкою стружки, як правило, коефіцієнт її усадки по довжині близький до 1 [4]. Враховуючи викладене, не слід допускати скупчення стружки і призначати подачі менш 0,08мм/об.
Поширеним способом шліфування титанових сплавів є алмазне шліфування з електроерозійними діями на робочу поверхню круга. Інструментом в цьому випадку служать алмазні круги на металевій зв'язці, а забезпечення високої різальної здатності робочої поверхні круга здійснюється електроерозійним діями на робочу поверхню круга. При використанні коштовного алмазного інструменту обробку необхідно здійснювати на таких режимах, при яких виключається підвищений знос алмазів і в той же час забезпечується висока продуктивність і стабільна якість обробки. Останнє може бути досягнуте за рахунок використання пружної схеми шліфування, а збільшення продуктивності та виключення підвищеного зносу забезпечується за рахунок обробки з оптимальним зусиллям підтискання заготовки до робочої поверхні круга.
У другому розділі «Методи опису різальної здатності алмазних шліфувальних кругів з використанням аналітичних і регресійних залежностей»описані методи і методики експериментальних досліджень, обладнання, яке використовується, прилади, інструменти і оброблюваний матеріал.
При жорсткій схемі шліфування продуктивність обробки визначається режимами: швидкістю круга Vк, швидкістю подачі столу Vст, величиною подачі на врізання Sв, що визначає глибину шліфування. Якщо відповідно до режимів до робочої поверхні круга підводиться об'єм матеріалу, який робоча поверхня круга не в змозі видалити, погіршується якість обробленої поверхні, що виявляється у вигляді прижогів і шліфувальних тріщин. Тому все частіше знаходить застосування пружна схема обробки сама по собі або як проміжний етап при переході до жорсткої схеми.
Шліфування за пружною схемою може бути виконано периферією круга форми 1А1 (рис. 2) [5]

Рис.2.Шліфування за пружною схемою нерухомого зразка периферією круга
При шліфуванні за пружною схемою шліфувальний круг 1 скоює обертальний рух із швидкістю Vк. оброблювана заготовка 2 підтискається до робочої поверхні круга з постійною силою Рп, яка врівноважується радіальної складаючою сили різання Ру і поступально переміщається в напрямку, перпендикулярному вектору швидкості різання Vк, із швидкістю W, яку надалі називатимемо швидкістю занурення робочої поверхні круга в зразок. Швидкість занурення робочої поверхні круга в зразок визначається товщиною одиничних зрізів, що забезпечують умову Ру=Рп.
Ріжуча здатність алмазних шліфувальних кругів пов'язана з продуктивністю обробки через швидкість занурення робочої поверхні круга в оброблювану заготовку.
Продуктивність обробки визначається добутком площі обробленої поверхні В · Н і швидкості занурення W [6]
П=W ·B ·H, мм³/мин,
де В — ширина оброблюваної поверхні зразка, мм;
Н — довжина оброблюваної поверхні зразка, мм;
W — швидкість занурення робочої поверхні круга у поверхню зразка, мм/мин.
Основною перевагою пружної схеми шліфування є наявність сильного кореляційного зв'язку між продуктивністю обробки і параметрами робочої поверхні круга, а також стабільність в часі показників якості обробленої поверхні. Шліфування за пружною схемою із заданою силою підтиску шліфувального круга Рп до заготовки дозволяє виключити вплив на температуру шліфування непостійності припуску, нестабільності фізико–механічних властивостей матеріалу виробу і зміна різальної здатності шліфувального круга за період стійкості, що знижує небезпеку появи дефектів на шліфованій поверхні [6].
Ріжуча здатність алмазного шліфувального круга при обробці за пружною схемою описується через зміну глибини шліфування під час обробки.
Розрахунок Py дозволяє визначити фактичну глибину шліфування в різні періоди часу обробки, при якій виконується нерівність
0,98[Py] < Py < 1,00[Py].
Закономірність зміни глибини шліфування tф під час обробки τ в результаті процесу зношування зерен описують виразом вигляду[6]
tф1 = tуст1 + Δt1•exp(α1·τ),
де a1 — емпіричний коефіцієнт;
tст1 — стала глибина;
Δt1=tо−tст1 — амплітуда зниження глибини шліфування.
У виразі для визначення амплітуди зниження глибини шліфування tо — початкова глибина шліфування рельєфом, параметри якого сформовані після електроерозійної правки.
У третьому розділі «Експериментальне дослідження поточної лімітованої різальної здатності алмазних шліфувальних кругів при плоскому врізному шліфуванні титанового сплаву ВТ14»описана фізична сутність поточної лімітованої різальної здатності шліфувального круга. Проведені дослідження параметрів зрізу і навантаження на одиничне зерно при алмазному шліфуванні титанового сплаву ВТ14 за пружною схемою. Визначена сила підтиску оброблюваного зразка з титанового сплаву ВТ14 до шліфувального круга. Визначена тангенціальна сила різання на крузі і максимально допустиме зусилля підтиску зразка до робочої поверхні круга, обмежені температурою окислення алмазних зерен при шліфуванні за пружною схемою (рис.3).

Рис.3.Плоске врізне шліфування за пружною схемою з електроерозійними управляючими діями на робочу поверхню круга [7]:
1 — оброблювана заготовка;
2 — сопло для подачі робочого середовища в міжелектродний проміжок;
3 — автономний електрод;
4 — шліфувальний круг;
5 — джерело технологічного струму;
6 — сопло для подачі робочого середовища в зону різання.
Граничне значення параметра обробки Pп визначене виходячи з критичної температури Tкр, вище якої відбуваються фазово–структурні зміни в оброблюваному матеріалі. Зв'язок максимальної температури поверхні різання Т з параметрами процесу шліфування представлений формулою, в якій тангенціальна складова сили різання врахована через коефіцієнт шліфування Kш = Pz /Py [8,9]:

де M — коефіцієнт, що визначається за формулою M = 1 + 2(π /4 − β);
az — максимальна товщина зрізу, мм;
b — ширина одиничного зрізу, мм;
β, ω — відповідно кут зрушення і кут дії;
Kз — коефіцієнт, що враховує закон розподілу нормальних напруг на поверхні контакту зерна з деталлю;
fз — площа зони контакту задньої поверхні зерна з деталлю, мм²;
μ — коефіцієнт тертя алмазного зерна на оброблюваному матеріалі;
zр — кількість одночасно контактуючих з деталлю зерен;
a, λ — відповідно коефіцієнт температуропровідності, м²/с, і теплопровідності, Вт/(м·K), оброблюваного матеріалу;
H — безрозмірна напівширина джерела тепла;
αв — коефіцієнт введення, що враховує кількість тепла, що поступає в
деталь;
S — площа зони контакту деталі з шліфувальним кругом, мм²
C, α — початкова ордината і коефіцієнт в лінійній залежності, що відображає вплив температурно-швидкісних чинників на величину дотичних напруг; залежність має вигляд τs = C − αT;
Vк, Vд — відповідно швидкість круга і швидкість деталі, м/с і м/мин.
У четвертому розділі «Розработка рекомендацій по призначенню режимів плоского врізного шліфування титанових сплавів» описані практичні рекомендації по призначенню режимів плоского врізного шліфування титанових сплавів групи ВТ за пружною і жорсткою схемахи.
Параметри шорсткості шліфованої поверхні забезпечуються відповідним підбором характеристики алмазного кругу і розрахунком необхідного співвідношення швидкостей круга і деталі. Шліфування за пружною схемою з постійною складаючою сили різання Py забезпечує такий показник як фазово–структурний стан поверхневого шару досліджуваного зразка титанового сплаву. З одержаної експоненціальної залежності для пружної схеми шліфування визначена величина зниження глибини шліфування по жорсткій схемі.
Рекомендації включають визначення механічних властивостей, що забезпечують задані параметри шорсткості і відсутність фазово–структурних перетворень в поверхневому шарі заготовки.
В результаті проведених досліджень вирішена задача підвищення ефективності ріжучих властивостей алмазних шліфувальних кругів при плоскому шліфуванні титанових сплавів групи ВТ.
Встановлені механічних властивості титанових сплавів в температурно–швидкісних умовах різання лезовим інструментом і шліфуванням, на основі використання двох підходів: методик теорії пружності і методу термомеханічних коефіцієнтів.
Визначена ріжуча здатність алмазних шліфувальних кругів при плоскому врізному шліфуванні за пружною схемою, яка описується експоненціальним виразом.
Виконаний статичний аналіз експериментальних даних про глибину шліфування при обробці титанового сплаву ВТ14 за пружною схемою і встановлений довірчий інтервал на глибину шліфування.
Розроблені практичні рекомендації по призначенню режимів плоского врізного шліфування титанових сплавів групи ВТ по пружній і жорсткій схемах.
Андрєєва Світлана Олександрівна, ДонНТУ © 2011
Біографія