 Библиотека Библиотека
Библиотека Библиотека ИСТОЧНИК: Прогрессивные технологии и системы в машиностроении. Международный сборник научных трудов спец. выпуск. Материалы V Международной науч.–техн. конференции «Машиностроение и техносфера на рубеже XXI века» в г. Севастополе 8–11 сентября 1998 г. В 3–х томах. Т.2. — Донецк: ДонГТУ, 1998. — Вып.6 — С.206–207.
It is the calculation of removed material quantity with grinding by elastic with constant radial cutting force Py.
При шлифовании по упругой схеме с постоянной радиальной составляющей силой резания Py потеря со временем режущих свойств рабочей поверхности круга (РПК) проявляется через уменьшение производительности обработки, которая является одной из важнейших характеристик процесса. Производительность определяется количеством удаленного в единицу времени обрабатываемого материала.
В случае плоского врезного шлифования по упругой схеме общее количество сошлифованного материала за время τ рассчитывается по формуле

где Vд — продольная скорость стола, м/мин;
Вд, Lд — соответственно ширина и длина заготовки, мм;
τ — время обработки, мин;
tф (τ) — зависимость, описывающая влияние времени обработки на фактическую глубину шлифования tф , мм;
lпер — величина перебега шлифовального круга, мм.
Как показывают выполненные вами ранее исследования [1], влияние времени обработки на фактическую глубину шлифования по упругой схеме может быть описано зависимостью
tф= tуст + Δt exp( α τ), (2)
где tуст — установившаяся глубина шлифования, мкм;
t0 — исходная глубина шлифования при обработке рельефом, параметры которого сформированы после правки, мкм;
Δt = t0 − tуст — амплитуда снижения глубины шлифования, мкм;
α — эмпирический коэффициент.
По формуле (1) можно определить минутную производительность шлифования в любой момент времени τ

С использованием формулы (3) была рассчитана производительность в различные периоды плоского врезною алмазного шлифования быстрорежущей стали Р6М5ФЗ кругом 1А1 250x76x15x5 АС6–100/80–4–М 1 (рис. 1) для следующих исходных данных: Vк= 35 м/с; Vд = 6 м/мнн; Вд=15 мм; Lд = 200 мм; lпер = 10 мм. Параметры уравнения (2), определенные для условий шлифования, обеспечивающих отсутствие фазово–структурных изменений в поверхностном слое обрабатываемого материала [1]: tуст = 9 мкм; Δt = 4,875 мкм; α = – 0,07.
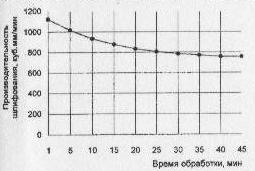
Рис.1. Влияние времени обработки на производительность алмазного шлифования
Как видно из рисунка, наиболее резкое снижение минутной производительности наблюдается в первые 15–20 мин шлифования, после чего она стабилизируется.
Предложенная методика аналитического определения количества удаленного материала позволяет рассчитать себестоимость шлифования по упругой схеме и определить режимы управляющих воздействий на РПК, обеспечивающие ее минимальное значение.
Биография
Реферат
Библиотека
Ссылки
Отчет о поиске
Индивидуальный раздел