ИССЛЕДОВАНИЕ И РАЗРАБОТКА ЭФФЕКТИВНОЙ СИСТЕМЫ ОТСЕЧКИ КОНВЕРТЕРНОГО ШЛАКА
Еронько С.П., Бедарев С.А., Мечик С.В. и др
Донецкий национальный технический университет
Источник:Наукові праці ДонНТУ. Металургія. - Донецьк: ДонНТУ, 2007. - Випуск 9 (122) - С.121 - 129.
Положительный опыт зарубежных компаний, использовавших на протяжении последних десяти лет технические разработки, обеспечивающие бесшлаковый выпуск стали из кислородного конвертера, свидетельствует о том, что отсечка конечного шлака способствует снижению степени рефосфорации, уменьшению угара ферросплавов и раскислителей, а также повышению срока службы футеровки разливочных ковшей. Устраняемые при этом потери, по оценкам специалистов, составляют один доллар США на тонну выплавляемой стали [1, 2].
Для обеспечения бесшлакового выпуска стали из кислородных конвертеров в настоящее время используется несколько технических решений, предусматривающих либо установку на его корпус шиберного затвора, или стопорного поворотного механизма, перекрывающих снаружи выпускной канал плавильного агрегата в момент схода шлака; либо ввод внутрь конвертера с помощью манипулятора отсечных элементов, находящихся на границе шлак–металл и закупоривающих канал при подходе к нему слоя шлакового расплава [3].
Как показали результаты выполненного сравнительного анализа достоинств и недостатков известных механических систем, позволяющих реализовывать технологический прием по отсечке шлака, предпочтительным является вариант отсечки шлака с применением отсечных элементов поплавкового типа, снабженных направляющим стержнем [4 – 6].
Специфика работы манипуляторов, осуществляющих подачу отсечных элементов внутрь конвертера, обусловлена не только экстремальными условиями их эксплуатации (высокие температуры, значительные нагрузки и запыленность окружающего пространства), но и необходимостью обеспечения высокой точности позиционирования рабочего органа и компактности размещения конструкции в нерабочем положении. Указанные особенности эксплуатации предъявляют высокие требования к конструкции манипулятора, которые должны учитываться на стадии его создания, путем выбора оптимальной кинематической схемы, обеспечивающей высокое качество создаваемого механизма, характеризующегося производительностью, точностью выполнения операций, прочностью, ресурсоемкостью, безотказностью, ремонтопригодностью и долговечностью [7].
При разработке конструкции нового манипулятора ставилась задача обеспечения возможности ее складывания, что позволяло бы не создавать помехи работающим на площадке возле конвертера другим машинам, выполняющим работы по ремонту (торкретированию) и ломке отслужившей установленный срок огнеупорной футеровки плавильного агрегата.
Устройство и принцип действия предложенного манипулятора поясняет рис.1. В его состав входит вертикальная колонна 1, установленная в неподвижных опорах, снабженная механизмом поворота 2 и консолью 3, с которой кинематически связана полая штанга 4. Эта штанга имеет возможность поворота в вертикальной и горизонтальной плоскостях, снабжена механизмом уравновешивания и несет на переднем конце отсечной элемент 5, удерживаемый подпружиненным фиксатором. К верхней неподвижной опоре колонны 1 с помощью пальца прикреплен один конец тяги 6, второй конец которой шарнирно связан с кронштейном 7. Благодаря особенностям кинематической схемы, этот кронштейн может поворачиваться на вертикальной оси в горизонтальной плоскости относительно консоли 3 на 90° при ее повороте вместе с колонной на угол 180°, что в конечном счете обеспечивает нужную траекторию движения отсечного элемента и его четкую ориентацию относительно оси сталевыпускного канала сталеплавильного агрегата. Данный манипулятор размещают на рабочей площадке сбоку кислородного конвертера со стороны выпуска стали. При этом манипулятор в исходном (нерабочем)
положении не препятствует работе торкретмашин и механизмов для механизированного разрушения отработавшей футеровки. В конструкции манипулятора предусмотрена возможность изменения вылета полой штанги, а также её поворота с помощью пневмоцилиндра в вертикальной плоскости на угол 60°, что облегчает предварительную настройку механизма с целью обеспечения совмещения с продольной осью выпускного канала конвертера направляющего стержня отсечного элемента в момент его сброса в металлический расплав в заключительной стадии процесса выпуска плавки [8]
.
При подготовке технической документации для изготовления опытного образца нового манипулятора предварительно провели
исследования кинематики механической системы.
а)
б)
в)
Рисунок 1 – Устройство манипулятора бокового типа и расположение его элементов в исходном (а), промежуточном (б) и конечном (в) положениях
Вопросы синтеза кинематической схемы механизма, обеспечивающего требуемую точность позиционирования отсечного элемента относительно выпускного канала конвертера, и оптимизации конструктивного исполнения механической системы в целом потребовали при решении комплексного подхода. Поэтому для получения исходных данных использовали метод математического моделирования и САПР, дающих возможность имитировать работу манипулятора в различных режимах и определить оптимальные соотношения линейных и угловых размеров его структурных элементов.
На основании аналитических зависимостей, полученных в соответствии с рекомендациями работы [9], была составлена программа MathCAD 7.0 для расчета координат узловых точек механической системы и расстояний между ними при изменении угла поворота консоли a=0…180°.
С целью сокращения продолжительности проектных работ при создании нового манипулятора применили лицензированный программный продукт Autodesk Inventor, позволяющий выполнить с помощью компьютера чертежи отдельных деталей проектируемого устройства, его сборку с изображением основных видов и сечений, а также представление в аксонометрии с вращением в пространстве [10].
C использованием данных расчета и подготовленной проектной документации изготовили опытный образец манипулятора (фото на рис.2).
Благодаря техническим решениям, защищенных патентом Украины [11], в разработанной конструкции манипулятора во время его функционирования составные элементы системы механически взаимосвязаны, что позволило в сравнении с известными аналогами сократить число приводов и исключить сложные электронные схемы контроля и автоматизации.
На эффективность функционирования системы отсечки шлака оказывает существенное влияние и конструктивное исполнение элементов, осуществляющих запирание выпускного канала сталеплавильного агрегата.
Форма и размеры отсечных элементов поплавкового типа получены с учетом результатов физического моделирования, проводившегося по методике подробно описанной в работе [12].
Лабораторные эксперименты выполнили на плоской прозрачной модели 160 т конвертера, изготовленной в масштабе 1:10. В качестве моделирующих сред использовали воду и керосин. В ходе лабораторного эксперимента решались 3 основные задачи: исследовались особенности поведения жидкой ванны в момент повалки конвертера с целью определения количества шлака, попадающего в разливочный ковш на разных стадиях процесса выпуска металла; изучалось влияние формы и размеров плавающих стопоров на степень отсечки шлака для разработки предложений по повышению эффективности их применения.
а)
б)
в)
Рисунок 2 – Положение звеньев механического манипулятора в исходном (а), промежуточном (б) и рабочем (в) состоянии
Контрольные замеры объемной доли керосина, попадающего в модель сталеразливочного ковша при переводе модели конвертера из вертикального положения в горизонтальное и обратно в вертикальное позволяет сделать заключение о том, что количество выливающегося шлакового расплава распределяется следующим образом: 15–18% в начале выпуска; 62–65% – в конце выпуска и 20% – во время возврата конвертера в рабочее положение. При моделировании опробовали 4 варианта отсечных устройств, отличающихся формой и геометрическими параметрами. Модели отсечных плавающих стопоров, изготовленных из пенопласта и древесины, имели форму шара; усеченных конусов, соединенных между собой основаниями; тетраэдра, полусферы, нанизанной на направляющий стержень.
В результате визуального контроля за положением модели отсечных устройств различной формы, плавающих над выпускным отверстием на границе раздела воды и керосина при истечении моделирующей расплав жидкости (фото на рис.4), а также измерения объемов керосина, остающегося после схода воды в модели конвертера, установлено, что наибольшая степень отсечки шлака может быть достигнута в случае использования стопора, снабженного стержнем. Такой отсечной элемент значительно лучше, в сравнении с остальными, центрировался относительно выпускного канала модели конвертера. Причем вероятность его срабатывания составляла около 90%, в то время как у других элементов она не превышала 50–60%.
а)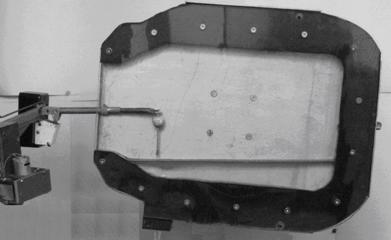
б)
в)
Рисунок 4 – Характерные картины модели ванны конвертера в различных стадиях процесса имитации отсечки шлака:
а) во время центрирования отсечного элемента относительно выпускного канала;
б) после сброса отсечного элемента;
в) при запирании канала элементом
Полученные результаты лабораторных исследований свидетельствовали также о том, что плотность материала отсечного элемента и его основные геометрические параметры следует назначать с учетом плотности шлакового расплава и размеров выпускного канала кислородного конвертера. При этом целесообразна комплектация каждого манипулятора минимум тремя типоразмерами отсечных элементов, отличающихся размерами верхней части, что обусловлено изменением диаметра сталевыпускного канала конвертера вследствие его размывания в процессе эксплуатации.
Таким образом, выполненная разработка, направленная на совершенствование конструкций манипуляторов, предназначенных для реализации бесшлакового выпуска стали из кислородных конвертеров, позволила обеспечить создание перспективных образцов механического оборудования, способного конкурировать с лучшими аналогами ведущих европейских фирм. Применение предлагаемых технических решений в условиях сталеплавильных цехов отечественных металлургических предприятий позволит не только повысить эффективность прогрессивных технологий производства конвертерной стали, а и ослабить зависимость от зарубежных поставок дорогостоящих установок, зачастую не отвечающих в полной мере предъявляемым к ним требованиям.
Литература
- Новое оборудование для отсечки шлака при выпуске стали из плавильных агрегатов / Еронько С.П., Смирнов А.Н., Кукуй Д.П. и др. // Металл и литье Украины.– 2002.– № 11-12.– С. 35-38.
- Снижение количества шлака в ковше при выпуске плавки из конвертера / Учитель Л.М., Зигало И.Н., Пустовой Е.Н. и др. // Сталь.– 1991.– №4.– С.27-28.
- Совершенствования способа отсечки конвертерного шлака с помощью плавающих шаровых стопоров / Бондаренко А.Т., Черевик Ю.И., Маслов Н.А. и др. // Мталлургическая и горнорудная промышленность.– 1992.– №2.– С.8-9.
- Энкер Б., Пастер А., Швельбергер Й. / Новая стопорная система для шлака кислородно-конвертерного производства стали // Металлургическое производство и технологии металлургических процессов.– 2002.–№5.- С.12-20.
- Бесшлаковый выпуск плавки с помощью затвора выпускного отверстия
ТАР 120 при производстве чистой стали / Греф У., Бергхофер А.,
Амелер Г., Винкельманн М. // Сталь.- 2005.- № 7.- С. 51 – 54.
- Howanski William S., Kalep T., Swift T/ Optimizing B.O.F. slag control through the application of refractory darts // AISTech Proceedings.- 2006.- № 1.- P. 601 – 609.
- Еронько С.П., Быковских С.В. Физическое моделирование процессов внепечной обработки и разливки стали.– К.: Техника, 1998.– 136 с.
- Гичев Ю.А., Перцевой В.А. Результаты экспериментального исследования запирающих свойств газовой струи при газодинамической отсечке шлака // Металлургическая и горнорудная промышленность.- 2006.- № 7.- С. 208 – 211
- Штилькеринг Б. Эффективность методов отсечки шлака при сливе
металла из конвертера // Металлургическая и горнорудная
промышленность.- 2002.- № 10.- С. 38 – 41.
- Еронько С. П., Смирнов А.Н., Кукуй Д.П. Разработка эффективных схем отсечки шлака при сливе металла из конвертера // Металлургическая и горнорудная промышленность.- 2003.- №8.-
С. 33 – 37.
- Опыт разработки систем отсечки шлака для сталеплавильных
агрегатов / Еронько С.П., Цупрун А.Ю., Бедарев С.А. и др. // ОАО
«Черметинформация». Бюлл. «Черная металлургия».- 2007.- № 9.-
С. 81 – 87.
|