|
| Резюме |
| Биография |
| Реферат |
| Библиотека |
| Ссылки |
| Отчет о поиске |
| Индивидуальный раздел |
| ДонНТУ |
| Портал магистров |
Котелевец Александр Александрович Факультет инженерной механики и машиностроения Кафедра механического оборудования заводов чёрной Специальность «Металлургического оборудования» Руководитель д.т.н., проф., Еронько Сергей Петрович «Исследования на физической модели процессадозированной подачи шлакообразующей смеси в кристаллизатор сортовой МНЛЗ в струе инертного газа, определение энергосиловых параметров и разработка конструкции автономной системы для его реализации» Реферат Содержание: Введение Введение Реализация современной технология непрерывной разливки стали на высокопроизводительных машинах литья заготовок предполагает использование шлакообразующих смесей, подаваемых в кристаллизатор с целью стабилизации работы его механизма качания и улучшения условий формирования корочки литого слитка [1, 2]. Указанные обстоятельства, а также необходимость сокращения численности обслуживающего персонала на разливочной площадке МНЛЗ нового поколения предопределили начало работ по созданию систем механизированной подачи шлакообразующих и утеплительных смесей в кристаллизатор на зеркало металла с расходом, соответствующим скорости вытягивания заготовки. При этом в большинстве случаев заданный массовый расход материалов, вводимых в порошкообразном или гранулированном виде, обеспечивают с использованием перемещающегося вдоль кристаллизатора шнекового дозатора, приводы которого благодаря преобразователям частоты питающего тока позволяют плавно изменять скоростные и расходные характеристики дозирующей системы [3 - 5]. Назначение проектируемой машины Как известно, устройства для дозированной подачи материала могут работать в непрерывном или дискретном режимах. При непрерывной подаче удаётся достичь более точного дозирования и обеспечить равномерную подачу материала с регулируемым расходом. Такие условия подачи сыпучих смесей в кристаллизаторы можно успешно реализовать с использованием шнековых дозаторов, достаточно хорошо зарекомендовавших себя при производстве слябовых заготовок [6, 7]. Однако, относительная громоздкость шнекового дозатора и необходимость его размещения в непосредственной близости от металлоприёмника вызывают серьёзные затруднения в применении такой дозирующей системы на сортовых МНЛЗ, промежуточные ковши которых в настоящее время оборудованы комплексом устройств, обеспечивающих стабилизацию скоростных режимов и безопасность процесса разливки (стопорный механизм, а также устройства быстрой смены стаканов – дозаторов и аварийного закрытия ручья). Из-за дефицита свободного места на рабочей площадке сортовой МНЛЗ в зоне расположения кристаллизаторов, над которыми находится тележка с промежуточным ковшом, снабжённым соответствующим количеством вышеупомянутых устройств, необходимо принятие новых технических решений, связанных с организацией транспортировки шлакообразующих смесей на расстояние 10-15 м от питающего бункера в точку ввода. Анализ существующих конструкций Так сотрудниками компании «ТоксСофт» разработан аэродозатор, включающий комплект дозирующих устройств подачи в струе транспортирующего газа в кристаллизаторы 4-х ручьевой сортовой МНЛЗ гранулированной шлакообразующей смеси с размером частиц до 5 мм. Принцип действия такого дозатора основан на свойстве сыпучего материала приобретать свойства жидкотекучести при попадании его в поток воздуха. По данным разработчика, интенсивность подачи материала задаётся конструктивными параметрами дозатора и может регулироваться в небольших пределах, т.е. он предназначен строго для индивидуального применения в строгой привязке к конкретной разливочной системе. С целью обеспечения возможности плавного регулирования расхода шлакообразующей смеси в широких пределах в зависимости от скорости вытягивания заготовки на сортовых МНЛЗ, сотрудниками кафедры «Механическое оборудование заводов чёрной металлургии» ДонНТУ была предложена конструкция пневмомеханического дозатора, в которой удалось органично совместить достоинства шнековой и аэрационной дозирующих систем. Конструктивная проработка разрабатываемой системы Схема дозатора, разработанного в ДонНТУ, приведена на рис. 1.
Рисунок 1 – Конструктивная схема разработанного дозатора Он включает герметичный бункер 1, установленный на тележке 2 и содержащий заданный объём шлакообразующей смеси. Дозированная выдача смеси в транспортирующий трубопровод 3 осуществляется с помощью питателя 4, смонтированного внутри бункера и состоящего из приводного электродвигателя 5 постоянного тока, червячного редуктора 6, тихоходный вал которого посредством муфты 7 связан с хвостовиком вертикального вала 8, установленного в подшипниковых опорах 9 и несущего на нижнем конце шнек 10. Часть витков шнека находится в бункере, а остальные – в примыкающей к нему смесительной камере 11, соединённой с транспортирующим трубопроводом. С целью обеспечения автономности дозирующей системы она снабжена вентилятором радиального типа 12, подающего одновременно воздух в транспортирующий трубопровод и в полость бункера для создания избыточного давления с целью улучшения выдачи сыпучего материала в смесительную камеру. Пневмосистема включает также вентили, позволяющие регулировать расход воздуха, подаваемого в трубопровод и полость бункера. Транспортирующий трубопровод состоит из жёсткой (начальной) части и гибкого рукава, на конце которого закреплён специальный патрубок для равномерного распределения смеси на поверхности металла в кристаллизаторе. Предлагаемая система дозирования комбинированного типа обеспечивает не только высокую стабильность объёмного, а значит, и массового расхода материала, но и широкие пределы его изменения как за счёт регулирования частоты вращения шнека, так и благодаря дросселированию струи транспортирующего воздуха. Методика расчёта проектируемой системы Проектирование промышленного образца предложенной системы потребовало разработки методики ее расчета. Производительность дозатора определяли с учетом удельного расхода шлакообразующей смеси, который по технологическим условиям разливки металла на МНЛЗ составляет 0,3 - 0,5 кг/т стали [8]. Массовый расход стали (т/мин) при непрерывной разливке:
Требуемая массовая производительность (кг/мин) каждого из двух дозаторов:
Выразим массовую производительность шнекового дозатора через его геометрические и скоростные параметры с учетом насыпной плотности подаваемой им смеси
Наружный диаметр витка шнека составит:
Подставляя в полученную формулу заданные значения насыпной плотности дозируемой шлаковой смеси и частоты вращения шнека, определяем наружный диаметр его витков, а затем из приведенных выше соотношений - остальные основные размеры, которые нужны для расчета энергосиловых параметров привода дозатора. При разработке уточненной методики расчета предложенной системы подачи шлакообразующей смеси использовали полученную ранее информацию об особенностях работы вертикального шнекового дозатора [9, 10], а также основные теоретические положения по определению его конструктивных характеристик [11]. Рассмотрим сплошной однозаходный вертикальный шнек с постоянным шагом S, наружным радиусом R и радиусом вала r. В соответствии со схемой, приведенной на рис. 2, момент, препятствующий вращению шнека, обусловлен сопротивлением продвижению (проталкиванию) потока материала, заполняющего винтовой канал, образованный витками и валом шнека, а также охватывающей витки цилиндрической поверхностью. Причем эта цилиндрическая поверхность на участке заборных витков шнека образована сыпучим материалом, а ниже их – стенками направляющей гильзы.
Рисунок 2 – Схема расположения шлакообразующей смеси на витках вертикального шнека Соотношение размеров шнека должно быть таким, чтобы сыпучий материал, истекающий из бункера в зазор между витками и кромкой гильзы, задерживался на винтовой поверхности неподвижного шнека, ограниченной гильзой. В этом случае на этой поверхности образуется откос под углом к горизонтали. Длина горизонтальной проекции L развертки винтовой линии, а также число витков шнека в гильзе, необходимые для удержания материала на поверхности витков, будут тем больше при одном и том же шаге шнека S, чем больше угол наклона витка и меньше угол естественного откоса дозируемого материала.
При получении теоретической зависимости, позволяющей рассчитать момент сопротивления, действующий на вращающийся вертикальный шнек дозирующего устройства, были учтены следующие выводы по результатам лабораторных испытаний:
Из схемы, приведенной на рис.2,
В момент пуска привода дозатора часть сыпучей среды под воздействием внешней силы со стороны шнека выводится из состояния покоя. Начальным импульсом, вызывающим движение сыпучего материала к верхним виткам шнека, расположенным над выпускным отверстием бункера, является градиент давления, возникающий при мгновенном образовании пустоты в толще материала при страгивании с места рабочего органа. Витки шнека вырывают из нее объем частиц в виде цилиндра, находящегося в межвитковом пространстве, и сообщают им перемещение по сложной траектории, близкой к винтовой линии. В образовавшуюся полость из окружающей среды под действием бокового давления устремляются близлежащие частицы материала, освобождающие место опускающимся частицам из вышерасположенных слоев сыпучей среды, в результате чего образуется как бы столб движущегося насыпного цилиндра, а на свободной поверхности появляется кольцевое углубление. Период неустановившегося движения в шнековом дозаторе является кратковременным и по истечении 1–2 с движение становится устойчивым с постоянными значениями средней осевой и абсолютной угловой скоростей. В этом случае наблюдается 100 % заполнение дозируемым материалом межвиткового пространства шнека и отсутствие откосов на поверхности винта.
Разделив обе части этого выражения на S, получим число витков шнека в направляющей гильзе, при котором обеспечивается удержание материала на всей винтовой поверхности:
Момент сопротивления, действующий на вращающийся шнек, обусловлен наличием сил, препятствующих перемещению потока материала по винтовому каналу, образованному поверхностью шнека и цилиндрическими поверхностями вертикального канала в толще сыпучего материала в заборной части бункера, а также направляющей гильзы. В нижней части винтового канала образуется своего рода клин, стопорящий продвижение следующих за ним слоев материала в направляющей гильзе, в результате чего происходит его уплотнение и как следствие резко увеличивается давление на внутреннюю поверхность цилиндрической стенки гильзы и на поверхности шнека. На рис. 3 приведена расчетная схема для определения значений момента сопротивления, действующего на шнек при дозированной подаче материала.
Рисунок 3 – Расчетная схема для определения момента сопротивления вращению вертикального шнека В соответствии с данной схемой длина участка винтового канала, на котором образуется клин:
Для участка винтового канала, заключенного между поверхностью шнека и поверхностью направляющей гильзы, в пределах которого наблюдается 100 % заполнение межвиткового пространства материалом:
Длина участка винтового канала в заборной части бункера
Усилие, необходимое для сдвига клина вниз:
Сила тяжести материала:
Сила трения сыпучего тела, заключенного в объем клина, о боковые стенки канала:
Боковое давление шлакообразующей смеси на стенки канала:
Площадь боковой поверхности клина:
После подстановки в исходную формулу значений выполнения математических преобразований получим выражение:
Осевое давление в сечении 1-1 (рисунок 3), необходимое для сдвига клина вниз:
Площадь поперечного сечения винтового канала:
Осевое давление в сыпучем теле на расстоянии x от сечения 1-1 при условии равновесия выделенного элемента толщиной dx:
Элементарная сила трения:
Периметр поперечного сечения винтового канала:
После интегрирования получаем:
Тогда, осевое давление в сечении 2-2:
Гидравлический радиус поперечного сечения канала:
Точная граница начала зоны уплотнения материала неизвестна. Поэтому принимаем допущение о том, что начало этой зоны находится в точке пересечения верхней кромки направляющей гильзы с серединой высоты канала. Тогда, в соответствии со схемой, изображенной на рис. 3,
Откуда,
Из условия равновесия сыпучего тела в канале:
Сила трения материала о боковые стенки канала:
Часть периметра поперечного сечения канала, образованная поверхностями витков и вала шнека:
Часть периметра поперечного сечения канала, относящаяся к поверхности сыпучего материала, граничащей с поверхностью перемещаемого шнеком сыпучего тела:
Осевое давление в сечении 3-3:
Преобразуем:
Поэтому вторым слагаемым можно пренебречь. Тогда
Давление, вызывающее окружное усилие:
Окружное усилие на шнеке:
Момент сопротивления, действующий на шнек:
Мощность электродвигателя, используемого в приводе дозатора, определяется из выражения:
Суммарное передаточное число понижающих передач привода дозирующей системы:
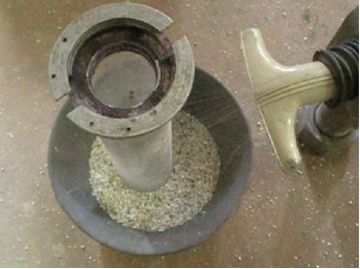
Опытно-промышленный образец дозирующей системы С использованием полученных зависимостей рассчитали, спроектировали и изготовили опытно-промышленный образец дозирующей системы (фото на рис. 4).
Рисунок 4 - Опытно-промышленный образец пневмомеханической системы дозированного ввода шлакообразующей смеси в кристаллизатор сортовой МНЛЗ В процессе тестирования работы предложенной дозирующей системы осуществили контроль массового расхода гранулированной смеси, выдаваемой из расходного бункера при различной частоте вращения вертикального шнека. По полученным данным построили расходную характеристику дозатора, график которой показан на рис. 5. В соответствии с ним количество материала, подаваемого шнеком, прямо пропорционально частоте его вращения, что позволяет обеспечивать в производственных условиях плавное регулирование расхода шлакообразующей смеси, поступающей в кристаллизатор МНЛЗ. Результаты визуального контроля и анализа видеозаписей струи газопорошковой смеси, истекающей в модель кристаллизатора для получения сортовой заготовки круглого сечения, показали, что система дозирования обеспечивает устойчивый режим транспортирования гранулированного материала и его равномерное распределение по поверхности между стенками защитного стакана и металлоприемника (фото на рис.6). Максимальное расстояние, на которое может быть подана порошкообразная шлакообразующая смесь с помощью предложенной дозирующей системы, определяется гранулометрическим составом материала, а также давлением и объемным расходом транспортирующего воздуха, поступающего от радиального вентилятора.
Рисунок 5 – График расходной характеристики дозирующей системы, построенный по опытным данным
Рисунок 6 – Характер распределения по сечению модели кристаллизатора гранулированного материала, подаваемого в струе транспортирующего воздуха Заключение Таким образом, результаты, полученные теоретическим и экспериментальным путем при исследовании системы дозированного ввода шлакообразующих смесей в кристаллизатор сортовой МНЛЗ, хорошо согласуются между собой, что позволяет рекомендовать разработанную методику расчета ее энергосиловых параметров для практического применения в проектно-конструкторских бюро организаций, занятых разработкой устройств данного класса.
Рисунок 7 – Анимированное изображение принципа работы аэродозатора (150 кБ, 10 кадров, 7 циклов повторения) Список использованной литературы
Важное замечание При написании данного реферата магистерская работа еще не завершена. Окончательное завершение декабрь 2011 г. Полный текст работы и материалы по теме могут быть получены у автора, Котелевца А.А., или его руководителя, Еронько С.П., после указанной даты. Резюме | Биография | Библиотека | Ссылки | Отчет о поиске | Индивидуальное задание |