|
| Резюме |
| Біографія |
| Реферат |
| ДонНТУ |
| Портал магістрів |
Котелевець Олександр Олександрович Факультет інженерної механіки та машинобудування Кафедра механічного обладнання заводів чорної металургії Спеціальність «Металургійне обладнання» Керівник д.т.н., проф., Єронько Сергій Петрович «Дослідження на фізичній моделі процесудозованої подачі шлакотвірної суміші у кристалізатор сортової МБЛЗ у струмені інертного газу, визначення енергосилових параметрів і розробка конструкції автономної системи для його реалізації» Реферат Зміст: Вступ Вступ Реалізація сучасної технології безперервного розливання сталі на високопродуктивних машинах лиття заготовок припускає використання шлакоутворюючих сумішей, що подаються в кристалізатор з метою стабілізації роботи його механізму хитання і поліпшення умов формування скоринки литого злитка [1, 2]. Зазначені обставини, а також необхідність скорочення чисельності обслуговуючого персоналу на розливному майданчику МБЛЗ нового покоління визначили початок робіт по створенню систем механізованої подачі шлакоутворюючих і утеплювальних сумішей у кристалізатор на дзеркало металу з росходом, відповідним швидкості витягування заготовки. При цьому в більшості випадків задана масова витрата матеріалів, що вводяться у вигляді порошку або гранульованому вигляді, забезпечують з використанням шнекового дозатора, що переміщається уздовж кристалізатора, приводи якого завдяки перетворювачів частоти струму живлення дозволяють плавно змінювати швидкісні і витратні характеристики дозуючої системи [3 - 5]. Призначення проектованої машини Як відомо, пристрої для дозованої подачі матеріалу можуть працювати в безперервному або дискретному режимах. При безперервній подачі вдається досягти більш точного дозування і забезпечити рівномірну подачу матеріалу з регульованою витратою. Такі умови подачі сипучих сумішей у кристалізатори можна успішно реалізувати з використанням шнекових дозаторів, які досить добре зарекомендували себе при виробництві слябових заготовок [6, 7]. Однак, відносна громіздкість шнекового дозатора і необхідність його розміщення в безпосередній близькості від металоприймальника викликають серйозні труднощі в застосуванні такої дозуючої системи на сортових МБЛЗ, проміжні ковші яких в даний час обладнані комплексом пристроїв, що забезпечують стабілізацію швидкісних режимів і безпеку процесу розливання (стопорний механізм, а також пристрої швидкої зміни стаканів-дозаторів та аварійного закриття струмка). Через дефіцит вільного місця на робочому майданчику сортової МБЛЗ в зоні розсташування кристалізаторів, над якими знаходиться візок з проміжним ковшем, забезпеченим відповідною кількістю вищезгаданих пристроїв, необхідне прийняття нових технічних рішень, пов'язаних з організацією транспортування шлакоутворюючих сумішей на відстань 10-15 м від живлячого бункера в точку введення. Аналіз існуючих конструкцій Так співробітниками компанії «ТоксСофт» розроблений аеродозатор, що включає комплект дозуючих пристроїв подачі в струмені транспортувального газу в кристалізатори 4-х струмкової сортової МБЛЗ гранульованої шлакоутворюючої суміші з розміром частинок до 5 мм. Принцип дії такого дозатора заснований на властивості сипкого матеріалу набувати властивості жидкотекучості при попаданні його в поток повітря. За даними розробника, інтенсивність подачі матеріалу задається конструктивними параметрами дозатора і може регулюватися в невеликих межах, тобто він призначений для індивідуального застосування у строгій прив'язці до конкретної розливної системі . З метою забезпечення можливості плавного регулювання витрати шлакоутворюючої суміші у широких межах залежно від швидкості витягування заготівлі на сортових МБЛЗ, співробітниками кафедри «Механічне обладнання заводів чорної металургії» ДонНТУ була запропонована конструкція пневмомеханічного дозатора, в якій вдалося органічно поєднати достоїнства шнекової і аераційної дозуючих систем. Конструктивне опрацювання системи, що розробляється Схема дозатора, розробленого в ДонНТУ, наведена на рис. 1.
Рисунок 1 - Конструктивна схема розробленого дозатора Він включає герметичний бункер 1, встановлений на візку 2 і містить заданий обсяг шлакоутворюючої суміші. Дозована видача суміші в транспортувальний трубопровід 3 здійснюється за допомогою живильника 4, змонтованого всередині бункера і складається з приводного електродвигуна 5 постійного струму, черв'ячного редуктора 6, тихохідний вал якого за допомогою муфти 7 пов'язаний з хвостовиком вертикального валу 8, встановленого в підшипникових опорах 9 і несе на нижньому кінці шнек 10. Частина витків шнека знаходиться в бункері, а решта - у пов'язаній з ним змішувальній камері 11, з'єднаної з транспортуючим трубопроводом. З метою забезпечення автономності дозуючої системи вона забезпечена вентилятором радіального типу 12, що подає одночасно повітря в транспортуючий трубопровід і в порожнину бункера для створення надлишкового тиску з метою покращення видачі сипкого матеріалу в змішувальну камеру. Пневмосистема включає також вентилі, які дозволяють регулювати витрату повітря, що подається в трубопровід і порожнину бункера.Транспортуючий трубопровід складається з жорсткої (початкової) частини і гнучкого рукава, на кінці якого закріплений спеціальний патрубок для рівномірного розподілу суміші на поверхні металу в кристалізаторі. Запропонована система дозування комбінованого типу забезпечує не тільки високу стабільність об'ємного, а значить, і масової витрати матеріалу, а й широкі межі його зміни як за рахунок регулювання частоти обертання шнека, так і завдяки дроселюванню струменя транспортуючого повітря. Методика розрахунку дозуючої системи Проектування промислового зразка запропонованої системи зажадало розробки методики її розрахунку. Продуктивність дозатора визначали з урахуванням питомої витрати шлакоутворюючої суміші, яка за технологічними умовами розливання металу на МБЛЗ становить 0,3 - 0,5 кг / т сталі [8]. Масова витрата сталі (т / хв) у процесі безперервного розливання:
Необхідна масова продуктивність (кг / хв) кожного з двох дозаторів:
Висловимо масову продуктивність шнекового дозатора через його геометричні та швидкісні параметри з урахуванням насипної щільності подаваємої ним суміші
Зовнішній діаметр витка шнека складатиме:
Підставляючи в отриману формулу задані значення насипної щільності дозуючої шлакової суміші і частоти обертання шнека, визначаємо зовнішній діаметр його витків, а потім з наведених вище співвідношень – інші основні розміри, які потрібні для розрахунку енергосилових параметрів приводу дозатора. При розробці уточненої методики розрахунку запропонованої системи подачі шлакоутворюючої суміші використовували отриману раніше інформацію про особливості роботи вертикального шнекового дозатору [9, 10], а також основні теоретичні положення щодо визначення його конструктивних характеристик [11]. Розглянемо суцільний однозаходний вертикальний шнек з постійним кроком S, зовнішнім радіусом R і радіусом валу r. У відповідності зі схемою, наведеною на рис. 2, момент, що перешкоджає обертанню шнека, обумовлений опором просуванню (проштовхування) потоку матеріалу, що заповнює гвинтовий канал, утворений витками і валом шнека, а також охоплює витки циліндричною поверхнею. Причому ця циліндрична поверхня на ділянці забірних витків шнека утворена сипучим матеріалом, а нижче їх – стінками направляючої гільзи.
Рисунок 2 - Схема розташування шлакоутворюючої суміші на витках вертикального шнека Співвідношення розмірів шнека повинне бути таким, щоб сипкий матеріал, що потрапляє з бункера в зазор між витками і кромкою гільзи, затримувався на гвинтовій поверхні нерухомого шнека, обмеженою гільзою. У цьому випадку на цій поверхні утворюється укіс під кутом до горизонталі.Довжина горизонтальної проекції L розгортки гвинтової лінії, а також число витків шнека в гільзі, необхідні для утримання матеріалу на поверхні витків, будуть тим більше при одному і тому ж кроці шнека S, чим більший кут нахилу витка і менше кут природного укосу дозованого матеріалу.
При отриманні теоретичної залежності, що дозволяє розрахувати момент опору, що діє на обертовий вертикальний шнек дозуючого пристрою, були враховані наступні висновки за результатами лабораторних випробувань:
Зі схеми, наведеної на рис.2,
У момент пуску приводу дозатора частина сипучого середовища під впливом зовнішньої сили з боку шнека виводиться зі стану спокою. Початковим імпульсом, що викликає рух сипкого матеріалу до верхніх витків шнека, розташованим над випускним отвором бункера, є градієнт тиску, що виникає при миттєвому виникненні порожнечі в товщі матеріалу при сдвизі з місця робочого органу. Витки шнека виривають з неї обсяг часток у вигляді циліндра, що знаходиться в межвитковому просторі, і повідомляють їм переміщення по складній траєкторії, близькій до гвинтової лінії. В утворену порожнину з навколишнього середовища під дією бокового тиску спрямовуються довколишні частки матеріалу, що звільняють місце частинкам, що опускаються з вище розташованих шарів сипучого середовища, в результаті чого утворюється як би стовп рухаючогося насипного циліндра, а на вільній поверхні з'являється кільцеве поглиблення. Період несталого руху в шнековому дозаторі є короткочасним і після закінчення 1-2 с рух стає стійким з постійними значеннями середньої осьової і абсолютної кутових швидкостей. У цьому випадку спостерігається 100% заповнення дозованим матеріалом межвиткового простору шнека і відсутність укосів на поверхні гвинта.
Розділивши обидві частини цього виразу на S, отримаємо число витків шнека в направляючій гільзі, при якому забезпечується утримання матеріалу на всій гвинтовій поверхні:
Момент опору, що діє на обертовий шнек, обумовлений наявністю сил, що перешкоджають переміщенню потоку матеріалу по гвинтовому каналу, утвореному поверхнею шнека і циліндричними поверхнями вертикального каналу в товщі сипкого матеріалу в забірній частині бункера, а також направляючої гільзи. У нижній частині гвинтового каналу утворюється свого роду клин, який стопорить просування наступних за ним шарів матеріалу в направляючій гільзі, внаслідок чого відбувається його ущільнення і як наслідок різко збільшується тиск на внутрішню поверхню циліндричної стінки гільзи і на поверхні шнека. На рис. 3 наведена розрахункова схема для визначення значень моменту опору, що діє на шнек при дозованій подачі матеріалу.
Рисунок 3 - Розрахункова схема для визначення моменту опору обертанню вертикального шнека Відповідно до даної схемою довжина ділянки гвинтового каналу, на якому утворюється клин:
Для ділянки гвинтового каналу, укладеного між поверхнею шнека і поверхнею направляючої гільзи, в межах якого спостерігається 100% заповнення межвиткового простору матеріалом:
Довжина ділянки гвинтового каналу в забірній частині бункера
Зусилля, необхідне для зсуву клину вниз:
Сила тяжіння матеріалу:
Сила тертя сипкого тіла, укладеного в обсяг клину, по бічні стінки каналу:
Бічний тиск шлакоутворюючої суміші на стінки каналу:
Площа бічної поверхні клина:
Після підстановки у вихідну формулу значень виконання математичних перетворень отримаємо вираз:
Осьовий тиск у перерізі 1-1 (рисунок 3), необхідний для зсуву клину вниз:
Площа поперечного перерізу гвинтового каналу:
Осьовий тиск у сипучому тілі на відстані x від перетину 1-1 за умови рівноваги виділеного елемента товщиною dx:
Елементарна сила тертя:
Периметр поперечного перерізу гвинтового каналу:
Після інтегрування одержуємо
Тоді, осьовий тиск в перетині 2-2:
Гідравлічний радіус поперечного перерізу каналу:
Точна межа початку зони ущільнення матеріалу невідома. Тому приймаємо припущення про те, що початок цієї зони знаходиться в точці перетину верхнього краю направляючої гільзи з серединою висоти каналу. Тоді, відповідно до схеми, зображеної на рис. 3,
Звідки,
З умови рівноваги сипкого тіла в каналі:
Сила тертя матеріалу о бічні стінки каналу:
Частина периметра поперечного перерізу каналу, утворена поверхнями витків і валу шнека:
Частина периметра поперечного перерізу каналу, що відноситься до поверхні сипучого матеріалу, що межує з поверхнею переміщуваного шнеком сипкого тіла:
Осьовий тиск у перерізі 3-3:
Перетворимо:
Тому другим доданком можна знехтувати. Тоді
Тиск, що викликає окружне зусилля:
Окружне зусилля на шнеку:
Момент опору, що діє на шнек:
Потужність електродвигуна, що використовується в приводі дозатора, визначається з виразу:
Сумарне передаточне число понижувальних передач приводу дозуючої системи:
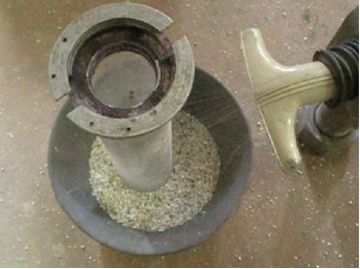
Дослідно-промисловий зразок дозуючої системи З використанням отриманих залежностей розрахували, спроектували і виготовили дослідно-промисловий зразок дозуючої системи (фото на рис. 4).
Рисунок 4 - Дослідно-промисловий зразок пневмомеханічної системи дозованого введення шлакоутворюючої суміші в кристалізатор сортової МБЛЗ У процесі тестування роботи запропонованої дозуючої системи здійснили контроль масової витрати гранульованої суміші, що видається з витратного бункера при різній частоті обертання вертикального шнека. За отриманими даними побудували видаткову характеристику дозатора, графік якої показаний на рис. 5. Відповідно до нього кількість матеріалу, що подається шнеком, прямо пропорційна частоті його обертання, що дозволяє забезпечувати в виробничих умовах плавне регулювання витрати шлакоутворюючої суміші, що надходить у кристалізатор МБЛЗ. Результати візуального контролю та аналізу відеозаписів струменя газопорошкової суміші, що минає в модель кристалізатора для отримання сортової заготовки круглого перерізу, показали, що система дозування забезпечує стійкий режим транспортування гранульованого матеріалу і його рівномірний розподіл по поверхні між стінками захисної склянки і металоприйомника (фото на рис.6 ). Максимальна відстань, на яку може бути подана порошкоподібна шлакоутворююча суміш за допомогою запропонованої дозуючої системи, визначається гранулометричним складом матеріалу, а також тиском і об'ємною витратою транспортуючого повітря, що надходить від радіального вентилятора.
Рисунок 5 - Графік видаткової характеристики дозуючої системи, побудований за дослідними даними
Рисунок 6 - Характер розподілу по перетину моделі кристалізатора гранульованого матеріалу, що подається в струмені транспортуючого повітря Висновок Таким чином, результати, отримані теоретичним і експериментальним шляхом при дослідженні системи дозованого введення шлакоутворюючих сумішей у кристалізатор сортової МБЛЗ, добре узгоджуються між собою, що дозволяє рекомендувати розроблену методику розрахунку її енергосилових параметрів для практичного застосування в проектно-конструкторських бюро організацій, зайнятих розробкою пристроїв даного класу.
Рисунок 7 – Анімоване зображення принципу дії аеродозатора (150 кБ, 10 кадрів, 7 циклів повторення) Список використаної літератури
Важливе зауваження При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення грудень 2011 р. Повний текст роботи та матеріали по темі можуть бути отримані у автора, Котелевця О.О., або його керівника, Єронько С.П., після зазначеної дати. Резюме | Біографія |