
Одним из направлений развития и модернизации оборудования машин непрерывного литья заготовок (МНЛЗ), предназначенных для последующего производства листового проката, является увеличение максимальной ширины и толщины отливаемых на них слябов. На нескольких металлургических предприятиях зарубежных фирм в настоящее время успешно эксплуатируются МНЛЗ для получения слябов шириной до 3250 мм. При этом толщина заготовки может составлять от 150 до 355 мм [1].
Реализация современной технологии непрерывной разливки стали на высокопроизводительных МНЛЗ предполагает использование шлакообразующих смесей (ШОС), подаваемых в кристаллизатор с целью стабилизации работы его механизма качания и улучшения условий формирования корочки литого слитка [2].
Указанные обстоятельства, а также необходимость сокращения численности обслуживающего персонала на разливочной площадке МНЛЗ нового поколения, занятых непосредственно ручной подачей ШОС, предопределили начало работ по созданию систем механизированной подачи ШОС в кристаллизатор на зеркало металла с расходом, соответствующим скорости вытягивания непрерывного слитка. При этом в большинстве случаев заданный массовый расход ШОС, вводимых в порошкообразном или гранулированном виде, обеспечивают с использованием перемещающегося вдоль кристаллизатора шнекового дозатора, приводы которого благодаря преобразователям частоты питающего тока позволяют плавно изменять скоростные и расходные характеристики дозирующей системы [3].
Результаты промышленных испытаний разработанного на кафедре механического оборудования заводов черной металлургии (МОЗЧМ) Донецкого национального технического университета (ДонНТУ) устройства для непрерывной подачи ШОС в кристаллизатор при отливке сляба с размерами поперечного сечения до 250 × 1800 мм подтвердили эффективность механизированного ввода смеси в сравнении с подачей, осуществляемой вручную двумя разливщиками [3]. Благодаря равномерному распределению жидкой шлаковой прослойки по периметру зеркала металла в кристаллизаторе улучшаются условия взаимодействия с его стенками формирующейся корочки слитка, стабилизируется усилие его вытягивания и снижаются колебания нагрузки на привод механизма качания кристаллизатора, а также сокращается расход ШОС минимум на 15% [4]. Вместе с тем, эксплуатация опытного образца дозирующей системы позволили не только выявить «узкие места» в его конструкции, но и обозначить направление дальнейшего развития данного класса устройств. В частности, их кинематика должна обеспечивать за нужный промежуток времени рассредоточенную подачу смеси по всей свободной поверхности металла в кристаллизаторе при наличии в нем погружного стакана, а приводы задействованных механизмов — вписываться в пространство, ограниченное корпусом промежуточного ковша и размещенным вблизи него другим оборудованием, входящим в состав МНЛЗ. В связи с этим исследования, связанные с совершенствованием конструкций и с разработкой методик расчета геометрических и энергосиловых параметров дозирующих ШОС устройств, используемых при производстве слябовых заготовок с большим поперечным сечением, имеют важное практическое значение.
Известно устройство (рисунок 1) для дозированной подачи порошкообразной шлакообразующей смеси на зеркало металла в кристаллизатор, содержащее расходный бункер, снабженный в нижней своей части шнековым питателем, пневматическую систему порционного ввода дозируемого материала, а также насадку, обеспечивающую равномерное его распределение на свободной поверхности расплава и размещенную на выходном конце шнекового питателя [5].
Недостатком данного устройства является то, что с его помощью можно обеспечить подачу шлакообразующей смеси только в кристаллизаторы для отливки заготовок малого сечения (сортовые и блюмовые МНЛЗ). При этом система подачи предполагает использование двух энергоисточников: электрического и пневматического, что усложняет её эксплуатацию и обслуживание. Кроме того, порционная выдача смеси не позволяет поддерживать постоянство требуемого соотношения расходов вводимого материала и поступающей жидкой стали в кристаллизатор, что снижает эффективность применения шлакообразующей смеси.
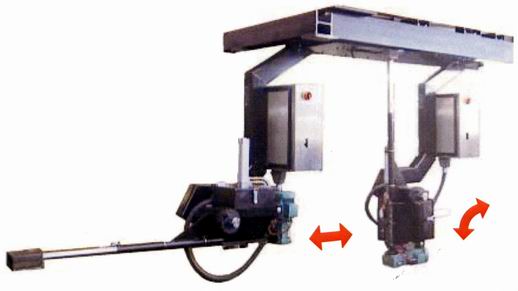
Также известно устройство для непрерывной дозированной подачи шлакообразующей смеси в кристаллизатор слябовой МНЛЗ (рисунок 2), разработанное на кафедре МОЗЧМ [2].
Устройство включает смонтированную вдоль широкой стенки кристаллизатора раму, на которой установлена тележка, имеющая возможность относительного продольного перемещения с помощью привода и несущая расходный бункер, неподвижно установленный на ней и снабженный в нижней своей части шнековым питателем с наклонным подающим носком.
Недостатком этого устройства является то, что оно эффективно работает при разливке стали на МНЛЗ для получения слябовой заготовки с граничными размерами поперечного сечения 1800 × 250 мм. Использование устройства на машинах предназначенных для производства слябовых заготовок большего сечения является малоэффективным, поскольку при одной тележке, перемещающейся вдоль всей широкой стенки кристаллизатора, наклонный подающий носок шнекового питателя при движении не должен выступать за эту стенку внутрь кристаллизатора из-за находящегося в его полости погружного стакана. В этом случае вводимая шлакообразующая смесь может попадать на зеркало металла только в зону, прилегающую к ближней к подающему носку стенке кристаллизатора, и при большой ширине сляба невозможно достичь равномерного распределения смеси по всему его поперечному сечению. Кроме этого, неизменное положение продольной оси шнекового питателя под углом 90° вызывает необходимость для каждого конкретного случая задавать длину шнека, что снижает степень универсальности устройства в целом.
В качестве прототипа при проектировании системы дозированной подачи порошкообразной шлакообразующей смеси на зеркало металла в кристаллизатор слябовой МНЛЗ для получения заготовок большого поперечного сечения принято устройство для непрерывной дозированной подачи шлакообразующей смеси в кристаллизатор слябовой МНЛЗ (рисунок 2), разработанное на кафедре МОЗЧМ.
При создании дозирующей системы, предназначенной для эксплуатации в условиях производства слябовых заготовок, ширина и толщина которых превышают соответственно 2 и 0,25 м, была принята конструктивная схема (рисунок 3), предполагающая наличие двух шнековых дозаторов, подающих смесь раздельно на зеркало металла в кристаллизаторе в зоны, разграниченные погружным стаканом. Причем, каждый из дозаторов совершает движение одновременно в двух направлениях — вдоль и поперек кристаллизатора. Это позволяет повысить равномерность распределения ШОС по всей свободной поверхности зеркала металла в кристаллизаторе, снизить скорость перемещения тележек, на которых установлены дозаторы и уменьшить габариты питающих бункеров.
Разработанное устройство (рисунок 3) включает раму 18, смонтированную вдоль широкой стенки кристаллизатора 24 и снабженную двумя направляющими 11 и 19, на которые опираются двухребордными роликами 10 и 20 две тележки 17, имеющие возможность относительного продольного перемещения на расстояние, составляющее 0,4 — 0,45 ширины сляба, с помощью привода, состоящего из самотормозящегося червячного мотор-редуктора 13 с закрепленной на валу прямозубой шестерней 14, находящейся в зацеплении с зубчатой рейкой 15. Рейка опирается на два ролика 16 и своими концами шарнирно связана с тележками 17.
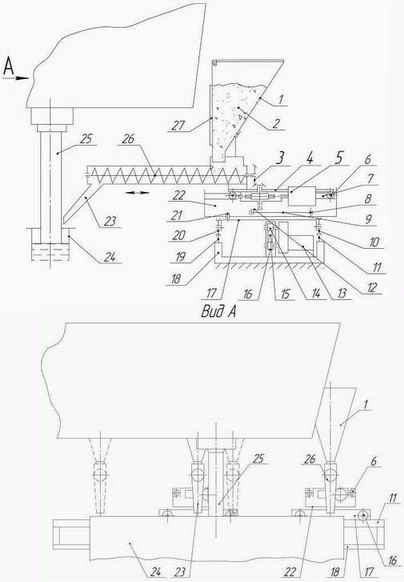
На каждой тележке неподвижно закреплен питающий бункер 1, снабженный в нижней своей части шнековым дозатором 26 с наклонным подающим носком 23. Корпус шнекового дозатора имеет приемный лоток, в который опущен выпускной патрубок бункера. Дозатор жестко закреплен на каретке 4, снабженной двумя парами роликов 6, размещенными в направляющих 7 турели 22, которая имеет возможность фиксированного поворота на вертикальной оси 21 относительно тележки 17 под углом 30° — 150° к направлению её перемещения по направляющим 11 и 19.
Каретка 4 совместно с дозатором 26 имеет возможность перемещения в направляющих 7 относительно тележки 17 и бункера 1 на расстояние, равное 0,5 толщины отливаемого сляба.
Вращение шнека дозатора 26 обеспечивает закрепленный на его корпусе червячный мотор-редуктор 5 с вертикально расположенным тихоходным валом, верхний хвостовик которого посредством конической зубчатой пары 3 связан с хвостовиком шнека, а на нижнем его хвостовике установлен кривошип 12, шарнирно соединенный с шатуном 9.
Длина кривошипа составляет 0,5 от величины перемещения дозатора 26 относительно бункера 1, а второй конец шатуна с помощью пальца 8 связан с турелью 22. Бункер 1 сверху накрыт крышкой, а в передней его стенке имеется окошко 27 для контроля уровня находящейся в нем ШОС 2.
Устройство (рисунок 3) работает следующим образом. Перед началом разливки оба бункера 1 заполняют шлакообразующей смесью 2 до установленного уровня, контролируя его положение через окошко 27, после чего их закрывают. При необходимости осуществляют настройку положения подающих носков 23 дозаторов 26 относительно ближней широкой стенки кристаллизатора 24, для чего турели 22 поворачивают на осях 21 относительно тележек 17 на требуемый угол к направлению их передвижения, которое должно составлять 0,4 — 0,45 ширины сляба, в зависимости от наружного диаметра погружного стакана 25, размещенного в центре кристаллизатора 24.
После запуска ручья МНЛЗ, когда уровень жидкой стали в кристаллизаторе 24 поднимется до установленной отметки, одновременно осуществляют пуск мотор–редуктора 13 привода перемещения тележек и моторов–редукторов 5 приводов вращения шнеков дозаторов 26. При этом прямозубая шестерня 14, закрепленная на валу мотор–редуктора 13, вращаясь, перемещает зубчатую рейку 15 на опорных роликах 16 из одного крайнего положения в другое, а, следовательно, и связанные с нею тележки 17, опирающиеся своими двухребордными роликами 10 и 20 на две направляющие 11 и 19 рамы 18. При перемещении тележек на расстояние, равное 0,4 — 0,45 ширины сляба, автоматически осуществляется реверс привода и тележки начинают движение в обратном направлении. В свою очередь, вращение вертикально расположенных валов мотор–редукторов 5 через конические зубчатые пары 3 будет передаваться шнекам дозаторов 26 и кривошипам 12, соединенным с шатунами 9. Вращающиеся шнеки дозаторов 26 осуществляют подачу шлакообразующей смеси к носкам 23 из приемных лотков, куда она поступает через выпускные патрубки бункеров 1. Благодаря закреплению с помощью пальцев 8 шатунов 9 к турелям 22, при вращении кривошипов 12 возникает сила, воздействующая через корпуса мотор-редукторов 5 и дозаторов 26 на каретки 4, заставляющая их совершать возвратно–поступательное перемещение на роликах 6 в направляющих 7 относительно турелей 22. Вместе с каретками 4 будут двигаться возвратно-поступательно дозаторы 26, причем их перемещение составляет 0,5 толщины отливаемого сляба.
Таким образом, наклонные подающие носки 23, из которых высыпается в кристаллизатор ШОС, будут одновременно участвовать в двух возвратно–поступательных движениях — относительном (вместе с каретками 4) и переносном (вместе с тележками 17). Благодаря этому смесь равномерно распределяется на зеркале металла в каждой из двух половин кристаллизатора по ширине и длине между его узкими гранями и погружным стаканом 25, находящемся в центре поперечного сечения отливаемого сляба. Следует также отметить, что предложенная кинематическая схема механической системы обеспечивает реализацию поперечного перемещения дозатора и вращение его шнека с помощью одного комбинированного привода, а это позволяет достичь требуемой компактности всей конструкции в целом.
Расчет конструктивных и энергосиловых параметров рассмотренной системы дозированной подачи ШОС выполнено в следующей последовательности. Вначале была определена требуемая производительность, размеры и массы дозатора и каретки, на которой он смонтирован. Полученные при этом результаты послужили основой для расчета мощности комбинированного электромеханического привода, обеспечивающего одновременную синхронную работу механизмов дозирования ШОС и перемещения каретки. После определения полной (суммарной) массы каждой из двух тележек, транспортирующих с заданной скоростью дозаторы относительно продольной оси кристаллизатора, была расчитана мощность их общего реечного привода.
Производительность дозатора определяли с учетом удельного расхода ШОС, который по технологическим условиям разливки металла на МНЛЗ составляет qр = 0,3 - 0,5 кг/т стали [6].
Массовый расход стали (т/мин) при непрерывной разливке:
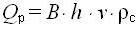
где В и h — ширина и толщина отливаемого сляба, м;
ν — скорость вытягивания заготовки (скорость разливки), м/мин;
ρc — плотность жидкой стали, т/м³.
Требуемая массовая производительность (кг/мин) каждого из двух дозаторов:

Массовая производительность шнекового дозатора выражена через его геометрические и скоростные параметры с учетом насыпной плотности подаваемой им ШОС:

где Dш — наружный диаметр витка шнека, м;
dв — диаметр вала шнека, м;
tш — шаг витков шнека, м;
nш — частота вращения шнека, об/мин;
Ψ — коэффициент заполнения межвиткового пространства шнека;
ρшс — насыпная плотность дозируемой шлакообразующей ШОС, кг/м³.
Данное выражение в соответствии с принимаемыми при конструировании шнека соотношениями его основных размеров dв = (0,35…0,4)×Dш и tш = 0,5×Dш, а также коэффициентом заполнения межвиткового пространства для ШОС Ψ =0,55 принимает вид:

Откуда наружный диаметр витка шнека составит:
Подставляя в полученную формулу заданные значения насыпной плотности дозируемой ШОС и частоты вращения шнека, определяем наружный диаметр его витков, а затем из приведенных выше соотношений — остальные основные размеры, которые нужны для расчета энергосиловых параметров привода дозатора.
Расчет параметров комбинированного привода механизмов дозированной подачи смеси и перемещения каретки дозатора выполнено с учетом того, что мощность, развиваемая приводом, должна быть достаточной для одновременного функционирования двух механизмов:
где N1 и N2 — доля мощности привода, необходимая, соответственно, для вращения шнека дозатора и для перемещения каретки с установленным на ней дозатором, Вт;
ηк, ηч и ηкр — коэффициент полезного действия, соответственно, конической зубчатой передачи, червячного редуктора и кривошипно-шатунного механизма.
Значение первой составляющей N1 в соответствии с рекомендациями работы [7] можно определить, исходя из суммы сил сопротивлений Fc перемещению ШОС в трубе дозатора:

где kз — коэффициент запаса, принимаемый равным 1,15…1,25;
νш.с. — скорость перемещения ШОС, м/с.
Суммарная сила сопротивления Fc учитывает: силу трения смеси о дно трубы дозатора при её перемещении; осевую силу, возникающую вследствие момента трения витков шнека о транспортируемую смесь; силу, эквивалентную внутреннему трению в транспортируемой смеси.
Сила трения ШОС о стенки трубы дозатора:

где g — ускорение силы тяжести, м/с²
qш.с. — масса перемещаемой смеси, приходящейся на 1 м шнека;
L — длина шнека, м;
ƒт — коэффициент трения ШОС о дно трубы дозатора.
Осевая сила, возникающая вследствие момента трения витков шнека о транспортируемую ШОС:
где ƒш — коэффициент трения ШОС о шнек.
Сила, эквивалентная внутреннему трению в транспортируемой ШОС:

где kс — скоростной коэффициент, равный отношению средней фактической скорости смеси к номинальной и принимаемый по опытным данным равным 0,6...0,7;
L — длина подающей трубы шнекового дозатора, м;
ƒв.т. — коэффициент внутреннего трения смеси.
Скорость перемещения ШОС:
Максимальное значение второй составляющей мощности определяется по формуле:
где W — сила сопротивления перемещению каретки, Н;
νк — максимальная скорость перемещения каретки, м/с.
Gк — сила тяжести каретки;
Gд — сила тяжести дозатора с находящейся в нем смесью;
Gп — сила тяжести привода;
ƒ — приведенный коэффициент сопротивления;
μ — коэффициент трения в подшипниках ходовых роликов каретки;
dп — диаметр подшипника, мм;
k — коэффициент трения качения, мм;
Dк — диаметр ходового ролика, мм;
β — коэффициент, учитывающий дополнительное сопротивление при трении роликов о направляющие.
При расчете мощности привода механизма перемещения тележек учитывается сопротивление их движению на ходовых колесах с ребордами:

где Gт — сила тяжести тележки;
Gб — сила тяжести бункера со смесью.
Тогда, мощность привода составит:
где νт — заданная средняя скорость перемещения тележек, м/с;
η — общий коэффициент полезного действия механизма.
Оптимальные значения скоростей перемещения каретки νк и тележки νт следует определять исходя из достижения равномерности распределения ШОС по всей поверхности расплава в кристаллизаторе за минимально возможное число проходов дозирующей системы вдоль кристаллизатора. При этом не должно происходить образования так называемых шлаковых «шнуров» по периметру кристаллизатора, подвисания в нем оболочки заготовки и заворотов на ее поверхности. Указанные требования выполняются в случае поддержания требуемой толщины слоев смеси и образующегося после ее расплавления жидкого шлака.
По данным работы [6], толщина шлакового расплава должна составлять не менее 2 мм. Используя это значение в качестве исходного, определили относительную и переносную скорости дозатора, которые соответственно равнялись скоростям перемещения каретки νк и тележки νт.
Секундный объемный расход ШОС (м³/с):
Объем шлакового слоя (м³) в каждой из половин кристаллизатора:
где S — площадь зеркала металла между погружным стаканом и узкой боковой гранью кристаллизатора, м²
δ — толщина слоя шлака, м.
Отрезок времени (с), необходимый для образования на зеркале металла слоя шлака требуемой толщины:

Исходя из условия, что заданный слой шлака должен быть сформирован за три прохода дозатора вдоль половинной части кристаллизатора, скорость перемещения тележки составит:
Скорость перемещения каретки (м/с) определяется с учетом того, что ее ход должен составлять половину толщины сляба h:
где a — ширина подающего носка дозатора, мм.
На рисунке 4 представлена 3-D модель разработанной дозирующей системы.
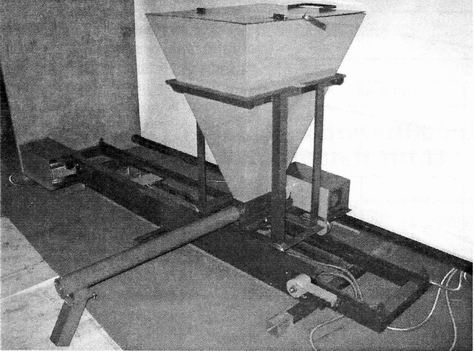
С целью проверки правильности технических решений конструкции предложенной дозирующей системы, и корректности расчетных данных, полученных с использованием приведенных выше зависимостей, спроектирован и изготовлен её лабораторный образец (рисунок 5), на котором выполнено тестирование функционирования всех механизмов и осуществлен контроль энергосиловых параметров их приводов.

В конструкции дозирующего устройства лабораторного образца разработанной системы была обеспечена возможность установки шнеков с различными геометрическими характеристиками, приведенными в таблице 1.
| Шнек | Размеры элементов шнека, мм | ||||||||
| Dш | dв | tш | |||||||
| I | 34 | 12 | 12 | ||||||
| II | 48 | 20 | 28 | ||||||
| III | 57 | 22 | 35 | ||||||
| Шнек | Параметры работы шнека при эксперименте | Масса выданной смеси при эксперименте, г | Расход материала, обеспеченный дозатором при эксперименте, г/мин | Расчетное значение массы выдаваемого материала, г | Расчетный расход материала, обеспечиваемый дозатором, г/мин | Расхождение между эксперименталь- ными и расчетными данными, % |
|||
| Частота вращения, об/мин | Продолжи- тельность работы, с |
||||||||
| I | 7 | 20 | 10 | 30 | 9,8 | 29,4 | 2 | ||
| 40 | 19 | 29 | 19,6 | 29,4 | 1 | ||||
| 60 | 32 | 32 | 29,2 | 29,2 | 9 | 15 | 20 | 23 | 69 | 20,9 | 63,7 | 9 |
| 40 | 45 | 68 | 41,9 | 63,4 | 10 | ||||
| 60 | 68 | 68 | 62,9 | 63,9 | 7 | 20 | 20 | 27 | 81 | 27,9 | 84,7 | 4 |
| 40 | 53 | 80 | 55,9 | 84,9 | 5 | ||||
| 60 | 87 | 87 | 83,9 | 84,9 | 3 | ||||
| II | 5,5 | 20 | 34 | 102 | 37,1 | 111,3 | 8 | ||
| 40 | 71 | 106 | 67,8 | 102,7 | 4 | ||||
| 60 | 106 | 106 | 101,6 | 106 | 0 | 11 | 20 | 72 | 216 | 67,8 | 203 | 6 |
| 40 | 152 | 228 | 135,5 | 203 | 11 | ||||
| 60 | 230 | 230 | 203,3 | 209 | 12 | 15 | 20 | 94 | 282 | 92,4 | 277 | 2 |
| 40 | 188 | 282 | 184,8 | 277 | 2 | ||||
| 60 | 287 | 287 | 277,2 | 276 | 3 | ||||
| III | 6 | 20 | 76 | 228 | 66,9 | 201 | 12 | ||
| 40 | 152 | 228 | 133,8 | 201 | 12 | ||||
| 60 | 213 | 213 | 200,6 | 201 | 6 | 10 | 20 | 127 | 387 | 111,5 | 335 | 12 |
| 40 | 250 | 381 | 222,6 | 334 | 12 | ||||
| 60 | 355 | 355 | 334,7 | 334 | 6 | 15 | 20 | 190 | 572 | 167,2 | 501 | 12 |
| 40 | 385 | 570 | 334,9 | 502 | 12 | ||||
| 60 | 519 | 519 | 501,6 | 501 | 3 | ||||
| Условия разливки | Параметры дозатора | Мощность привода, кВт | |||||||
| Сечение сляба, мм | Скорость разливки, м/мин |
Удельный расход ШОС, кг/т | Массовый расход ШОС, кг/мин | Размеры шнека, мм | Частота вращения, мин-1 | Совмещенный механизм дозатора и перемещения каретки |
Механизм перемещения тележек | ||
| Dш | dв | tш | nш | ||||||
| 2500×350 | 0,7 | 0,4 | 1,71 | 65 | 25 | 32 | 20 | 0,15 | 0,3 |
| 3250×150 | 1,2 | 0,4 | 1,64 | 60 | 20 | 30 | 20 | 0,2 | 0,4 |