
ЗМІСТ
1.1 Виймання вугілля
1.2 Структурна схема системи автоматизації очисного забою
1.3 Мета проектування і вимоги до системи автоматизації
3. Обгрунтування напрямку автоматизації технологічного процесу
3.1 Принципи побудови системи автоматичного управління
3.2 Функції системи автоматичного управління
3.4 Обгрунтування та розробка схемотехнічного рішення системи автоматизації
Основою технічного процесу на вугільних шахтах є широке впровадження високопродуктивних видобувних комплексів, оснащених сучасним вибухобезпечним електрообладнанням. Їх впровадження забезпечує значне підвищення продуктивності роботи підприємства. Висока ефективність вуглевидобутку в значній мірі залежить від чіткості й надійності роботи шахтного транспорту, зокрема конвеєрного, значення якого стає все більш важливим у зв'язку зі збільшенням потужності вуглевидобувних машин. У даний час в якості забійних конвеєрів значно переважають скребкові конвеєри, які є практично єдиним засобом доставки вугілля по очисному забою. Для провідних вуглевидобувних шахт характерне підвищення ступеня концентрації гірничих робіт, зростання навантаження на очисний забій, при скороченні їх числа і одночасному збільшенні довжини і швидкості посування. Всі ці причини зумовлюють підвищення навантаження на забійний скребковий конвеєр. Як наслідок, розробляються і впроваджуються у виробництво скребкові конвеєри все більшої довжини і з більш потужними приводами. Виникає завдання раціонального автоматичного керування забійними скребковими конвеєрами з метою підвищення ефективності, економічності і надійності їх роботи.
У даній дипломній роботі розглядаються питання автоматичного управління забійними скребковим конвеєром, який має у своєму складі два регульованих приводу.
Постановка завдання: існуючі рішення систем управління приводами конвеєра не передбачають роздільне управління верхніми і нижніми приводами конвеєра.Це призводить до підвищення навантаження на ланцюг, внаслідок чого збільшуються втрати на тертя в тягового ланцюга. Необхідно удосконалити конструкцію апарату, ввівши ланцюг роздільного управління приводами, яка дозволить уникнути додаткових втрат і знизити навантаження на тяговий ланцюг, підвищити пусковий момент і ефективність захисту конвеєра від раптових перевантажень.
Автоматизація технологічного процесу видобутку вугілля є одним з основних напрямків розвитку сучасної вуглевидобувної промисловості. Від рівня розвитку засобів автоматизації і від загального науково-технічного рівня всієї галузі гірничої промисловості залежить ефективність процесу видобутку вугілля в шахтах, безпека обслуговуючого персоналу машин і механізмів, надійність і безаварійність експлуатації обладнання.
Процес видобутку вугілля, як об'єкт автоматизації, складається з наступних складових частин:
1) виїмка вугілля;
2) транспортування вугілля із забою до місця навантаження;
3) кріплення виробленого простору;
В даний час на шахтах України можна зустріти два рівня автоматизації процесу видобутку вугілля: перший рівень характеризується тим, що технологічні процеси виїмки транспортування вугілля механізовані, а кріплення виробленого простору здійснюється вручну. Такий рівень автоматизації найбільш часто зустрічається на шахтах, що розробляють пласти крутого падіння, де для кріплення застосовується дерев'яна кріплення. Другий рівень автоматизації характеризується тим, що всі три складових процесу видобутку вугілля механізовані (як правило з застосуванням вугледобувних комплексів). Цей рівень автоматизації в даний час присутня на більшості шахт, що розробляють пологі і слабопохилих пласти. Далі ми будемо розглядати технологічні процеси та обладнання стосовно до шахти ім. Бажанова.
В умовах шахти ім. Бажанова (7 східна лава) виїмка вугілля проводиться за допомогою механізованого комплексу 3МКД-90Т, спеціально виготовленого для умов шахти ім. Бажанова. Межі виймальної потужності для даного комплексу: 1.46 - 2.4 м. До складу механізованого комплексу 2МКД-90Т входять: комбайн РКУ-13, скребковий конвеєр СПЦ-230, кріплення 3КД-90Т. Для сигналізації та зв'язку в очисному вибої застосовується апаратура типу Ассу.
На шахті ім. Бажанова виїмка вугілля здійснюється за допомогою узкозахватной видобувної комбайна типу РКУ-13. Комбайн очисної вузькозахватних РКУ-13 призначений для виїмки вугілля в очисних вибоях пологих і похилих пластів потужністю 1.35 - 2.5 м, посуваються по простяганню пластів з кутом падіння до 35º, а так само по підняттю і падінню з кутом до 10º, при опорі вугілля різанню до 360 кН / м. Комбайн оснащений двома безланцюгової вбудованими механізмами подачі зі вбудованими механогідравліческімі гальмами, що дозволяють при кутах падіння пласта до 9º працювати без запобіжної лебідки.Для підвищення надійності переміщення комбайна та підвищення безпеки його експлуатації застосовані два симетрично розташованих механізму подачі.Комбайн може працювати за Челноковій схемою виїмки з самозарубкой без ніш у комплексі з відповідним обладнанням. Може застосовуватися в механізованих комплексах, обладнаних скребковим конвеєром з рейкою ЗБСП для безланцюгової системи подачі. Під час виїмки вугілля комбайн переміщається по ставу забійного конвеєра, розташованого на грунті пласта паралельно забою. Комбайн оснащений двома шнековими виконавчими органами. При русі комбайна один з шнеків (що йде вперед) регулюється по покрівлі, а другий - по грунті вугільного пласта. На комбайні застосовується вибухозахищене рудникове електрообладнання з іскробезпечними ланцюгами управління для експлуатації в шахтах, небезпечних за вибухами метану або вугільного пилу.
Конструкція комбайна при роботі в комплексі забезпечує:
- механізовану відвантаження вугілля в очисному вибої;
- автоматичний, дистанційний і ручний режими роботи системи управління механізмом подачі;
- автоматичне включення зрошення після пуску комбайна;
- спрацьовування механогідравліческіх гальм під дією пружин при падінні тиску в гідросистемі або октлюченіі напруги;
- фіксацію нульової швидкості подачі комбайна;
- аварійне отключеіе всіх струмоприймачів лави з пульта машиніста комбайна;
Для управління електроприводом, його захисту, а також для автоматизації управління швидкістю подачі залежно від навантаження на електропривод в комбайні застосований регулятор навантаження "Уран". Для контролю концентрації метану в місці роботи комбайна застосовується метан-реле типу ТМРК. Для автоматизації управління комбайном застосовується комплекс пристроїв автоматизації комбайнів РКУ з гідравлічним приводом подачі КУАК-02У5 (входить в комплект постачання комбайна). Крім того, на комбайні може бути застосована апаратура дистанційного керування типу «Ікар».
1.2 Структурна схема системи автоматизації очисного забою
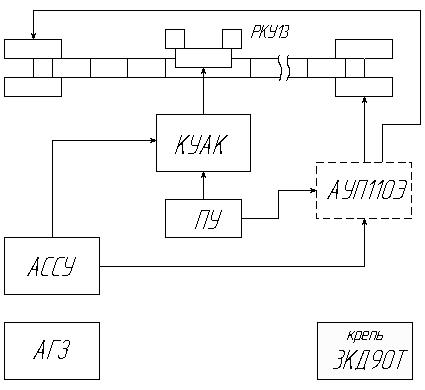
З урахуванням змін, внесених до складу устаткування очисного вибою, структурна схема автоматизації очисного вибою приймає вигляд, представлений на рис.1.2.1
На рис. 1.2.1 блок, виділений пунктиром - апарат автоматичного керування приводом скребкового конвеєра, оснащеного ЕМС АУП110Е, якийрозглядається далі в даній дипломній роботі. Куакам - комплекс пристроїв автоматизації комбайнів РКУ з гідравлічним приводом подачі. Комплекс призначений для управління, регулювання, контролю роботи, а також для захистувід аварійних режимів очисного комбайна (може працювати з усіма комбайнамиуніфікованого ряду РКУ з гідравлічним приводом подачі). ПУ - пульт управління комбайном, на який також винесені органи управління забійним конвеєром. Ассу - апаратура сигналізації та зв'язку в очисному вибої. Для забезпеченняавтоматичного газового захисту застосовується апаратура типу АТ3-1. Крім того,на комбайні встановлено метан-реле комбайнові ТМРК.
1.3 Ціль проектування і вимоги до системи автоматизації
Ціль проектування: удосконалення системи автоматичного керування електроприводом забійного скребкового конвеєра на основі електромагнітної муфти ковзання, для забезпечення виконання вимог, викладених нижче.
Система автоматичного управління електроприводом забійного скребкового конвеєра повинна забезпечувати:
- роздільне включення верхньої та нижньої приводних станцій;
- подачу по всій довжині конвеєра автоматичного попереджувального сигнала перед пуском;
- забезпечувати підвищений пусковий момент;
- формування наступної тахограми пуску конвеєра: на першому етапі плавно збільшити швидкість приводу до рівня «повзучої» швидкості. На цьому етапі вибираються зазори в передачі, і натяг робочої вітки тягового ланцюга. На другому етапі підтримується рівень «повзучої» швидкості приводу конвеєра.Величина цієї швидкості повинна забезпечити можливість безперешкодного сходу людини зі става конвеєра («повзуча» швидкість не повинна перевищувати 0.3 м / с). Тривалість роботи приводу конвеєра на щаблі «повзучої» швидкості повинна бути достатньою для сходу людини зі става конвеєра (5-7 с). Далі, на третьому етапі, проводиться плавний розгін до номінальної швидкості;
- обмеження часу утримання зусилля при неуспішному запуску (6 - 8 секунд) для запобігання перегріву електроприводів;
- автоматичну расштибовку конвеєра;
- відключення конвеєра з пульта комбайна, з пультів, встановлених в лаві (через 10 м) і у його приводних станцій;
- автоматичне відключення конвеєра при обриві тягового ланцюга;
- автоматичний захист приводів і тягового ланцюга конвеєра від динамічних перевантажень при заклинювання ланцюга;
- можливість отримання спеціальної доставочної швидкості (не біліше 0,7 м / с);
- обмеження зусилля конвеєра на рівні половини від номінального зусилля при роботі з доставочної швидкістю [6].
Найбільш повні дослідження динаміки скребкових конвейєрів виконані професором І.Г. Штокманом [1]. У його роботах отримали пояснення явища резонансу в тягових ланцюгах, розроблена методика розрахунку динамічних навантажень і вибору основних параметрів конвеєра, що забезпечують зниження динамічних навантажень в скребковий ланцюга. Значний внесок у теорію приводу скребкового конвеєра внесли Б.А. Скородумов [2], Л.І. Чугреев, О.Ф. Віхров [3]. Їхні роботи поглибили розуміння фізичних процесів в скребкового конвеєра при пуску і стопорении його тягових ланцюгів.
В якості запобіжного пристрою скребковий ланцюга конвеєра був запропонований ряд електромагнітних муфт сухого тертя. Їх застосування поліпшує динаміку пуску конвеєра, тому що двигун в цьому випадку може включатися вхолосту, а потім, з допомогою електромагніту плавно збільшує тягове зусилля в скребковий ланцюга. Однак, практика експлуатації показала, що після декількох спрацьовувань сталеві диски муфт притираються один до одного, зменшуються шорсткості їх поверхонь, в результаті чого муфта змінює свою механічну характеристику.
У Стахановському філії КГМІ (Л. Н. Сігалов) розроблений привід СК зі стартовим електродвигуном постійного струму послідовного збудження, живлення якого здійснюється від керованого тиристорного випрямляча. До недоліків цього приводу слід віднести складність конструкції (потрібен додатковий редуктор, комутаційна апаратура, керований тиристорний випрямляч, і, власне, двигун постійного струму) і низький коефіцієнт використання встановленої потужності двигуна постійного струму.
Одним з напрямків вдосконалення електропривода скребкового конвеєра стало застосування в якості робочих двигунів постійного струму послідовного збудження. Дослідження проведені в ІГД ім. Скочинського (Е. Г. Краус, І. В. Брейді), виявили ряд суттєвих переваг такого приводу конвеєра: можливість регулювання швидкості руху тягового органа в широкому діапазоні (1:15), зменшення динамічних навантажень, підвищення статичного моменту у порівнянні з асинхронним електроприводом , виключення зі складу приводу гідромуфт. Регулювання частоти обертання двигуна постійного струму здійснювалося за допомогою тиристорного керованого випрямляча. Для захисту тягового органу конвеєра від ушкодження при стопорении в приводі передбачені захисту по похідній моменту навантаження і по інтегралу від електромагнітного моменту. Вимірювання моменту навантаження проводиться непрямими методами за сигналами датчиків швидкості та струму.
Недоліки цього приводу, які обмежили його поширення в системах шахтного конвеєрного транспорту, пов'язані з високою вартістю і низькою надійністю (колекторний вузол) двигуна постійного струму, складністю здійснення його вибухозахисту, ускладненням як системи електропостачання так і системи електропривода.
Вагомий внесок у справу вдосконалення електропривода шахтних конвеєрів внесли В.С. Бутев [4], М.І. Голубєв, які розробили тиристорні асинхронні електроприводи на основі трифазних тиристорних регуляторів напруги, відповідно для скребкових і стрічкових конвеєрів. Їх дослідження показали, що асинхронний тиристорний електропривід конвеєр здатний виконувати основні функції приводу, оснащеного гідромуфтами, більш надійно. У роботі [4] були обгрунтовані параметри системи гальмування приводу скребкового конвеєра, які забезпечували захист скребковий ланцюга від поривів при стопорении. У результаті, були досліджені силові тиристорні керуючі пристрою, принцип дії яких полягає у зміні величини напруги, що подається на асинхронний двигун приводу при його пуску. Захист від поривів тягового органу при стопоріння забезпечувалася індукційно-динамічним гальмуванням.
Однак у цих роботах не було вирішено низку актуальних питань. Так, розроблена методика формування перехідного процесу пуску скребкового конвеєра, що припускає зміну в процесі пуску електромагнітного моменту його асинхронного двигуна по заданому закону, не дозволяла отримати стійку ступінь зниженій швидкості тягового ланцюга, зумовлювала залежність інтенсивності розгону приводу від величини моменту опору руху, не передбачала реалізацію операційпо автоматичній расштибовке конвеєра.
Подальший розвиток асинхронний тиристорний електропривід шахтного скребкового конвеєра отримав в апаратурі АСТК (АТСК?) [5]. У даній роботі обгрунтована розробка асинхронного тиристорного електропривода підземного скребкового конвеєра, що забезпечує плавний пуск зі ступенем зниженій швидкості скребковий ланцюга, обмеження динамічних зусиль у тяговому органі при заклинювання з подальшим їх автоматичним усуненням і забезпеченого швидкодіючої захистом від коротких замикань і неповнофазного електроживлення асинхронних двигунів.
На підставі обгрунтованих параметрів і позитивних результатів експериментальних досліджень розроблено алгоритм керування силовим тиристорним комутатором в приводі підземного скребкового конвеєра і створений силовий тиристорний апарат управління приводом підземного скребкового конвеєра (АСТК). Промислові випробування цього апарата підтвердили повну відповідність розробленої системи тиристорного асинхронного електроприводу висунутим вимогам.
Однак систем на основі тиристорного електроприводу властиві такі недоліки, які обмежують їх застосування:
1) Системи тиристорного електроприводу складні, мають відносно великі габарити і вартість. Для забезпечення роздільного регулювання необхідно мати дві системи, що економічно недоцільно.
2) Ці системи створюють в живильній мережі перешкоди у вигляді вищих гармонік, що негативно позначається на роботі всіх об'єктів енергосистеми.Пристрої зниження перешкод мають велику вартість.
3) Для всіх типів перетворювачів (тиристорних, транзисторних) не вирішені проблеми захисту від струмів витоку на землю.
Інститутами Автоматгірмаш і ГИПРОуглемаш розроблений апарат автоматичного керування приводом П110Е, що містить планетарний редуктор і електромагнітну муфту ковзання (ЕМС). Основу останньої становить індуктор, розташований в зазорі магнітопровода з обмоткою збудження. Величина обертаючого моменту асинхронного двигуна, що передається через планетарний редуктор на тяговий ланцюг конвеєра, залежить від величини ковзання індуктора і регулюється струмом обмотки збудження. Основна перевага електромагнітної муфти - простота управління. Це дає можливість створення ефективних алгоритмів керування конвеєром. Крім того, електромагнітна муфта не вимагає трудомісткого обслуговування, надійна в експлуатації.
Основний недолік, властивий електромагнітної муфті ковзання - низький ККД при великих ковзаннях. Однак при використанні її в приводі скребкового забійного конвеєра цей недолік проявляється незначно. При роботі з складі приводу скребкового конвеєра режими роботи електромагнітної муфти з великою ковзанням можливі в двох випадках:
- При пуску конвеєра, коли необхідно витримувати знижену швидкість конвеєра протягом 5-7 секунд. При цьому ЕМС працює з великим ковзанням, однак час роботи в цьому режимі невелике і втрати будуть незначними.
- При роботі в допоміжному режимі з доставочної швидкістю. Робота в цьому режимі може бути тривалою, проте при цьому навантаження на конвеєр невелика і втрати також незначні.
У нормальному режимі роботи ковзання складає 3-5%, і електромагнітна муфта ковзання має великий ККД.
Таким чином, враховуючи переваги, які дає застосування ЕМС в приводах забійного скребкового конвеєра, можна прийняти в якості базового електропривод на основі ЕМС.
З випускається апаратури найбільш повно відповідає необхідним вимогам до апаратури автоматичного управління скребковим конвеєром із електромагнітною муфтою ковзання апарат автоматичного керування приводом забійного конвеєра П110Е АУП-110Е. Можливості апарату: апарат АУП-110Е може працювати в одному з двох можливих режимів - головним чином або допоміжному. При роботі в основному режимі апарат виконує наступні функції:
- Забезпечує холостий запуск (без навантаження) електродвигунів приводів конвеєра;
- Забезпечує пусковий момент з кратністю від 1.5 до 2.5;
- ОЗабезпечує знижену (повзучу) швидкість конвеєра протягом 5-7 секунд після успішного запуску конвеєра (близько 0.5 - 0.6 м / c);
- Автоматична розгойдування (расштибовка) конвеєра без реверсу його електроприводів;
- Обмеження часу утримання зусилля при неуспішному запуску (6 - 8 секунд) для запобігання перегріву електроприводів;
- Захист приводу конвеєра і тягового ланцюга від перевантажень при заклинювання ланцюга.
При роботі в допоміжному режимі апарат виконує наступні функції:
1. Забезпечує половинну (постачальних) швидкість конвеєра;
2. Обмеження зусилля конвеєра на рівні половини від номінального зусилля;
3. Обмеження часу утримання зусилля при неуспішному запуску (6 - 8 секунд) для запобігання перегріву електроприводів.
Основним недоліком даного апарату автоматичного управління є відсутність роздільного управління електроприводами, що не дозволяє раціонально розподілити зусилля між ними. Це зменшує ККД системи за рахунок підвищеного тертя в гілках тягового ланцюга, знижує ефективність пуску конвеєра, внаслідок неузгодженої роботи двох електроприводів при пуску. Крім того, недостатньо ефективно вирішені питання захисту тягового ланцюга скребкового конвеєра від динамічних перевантажень при стопорении тягового ланцюга.
Приймаються апаратуру автоматичного управління електроприводом забійного скребкового конвеєра АУП-110Е в якості базового технічного рішення системи управління.
3 Обґрунтування напрямку автоматизації технологічного процесу
Раніше в якості базового технічного рішення системи автоматичного керування приводом забійного скребкового конвеєра був прийнятий апарат АУП110Е. Цей апарат забезпечує виконання більшості необхідних функцій (приведені в розділі 3.2). Однак, для забезпечення виконання всіх необхідних функцій у його конструкцію необхідно внести зміни. Ці зміни насамперед стосуються введення роздільного керування верхнім і нижнім приводами конвеєра, а також пристрою розмагнічування обмотки збудження електромагнітної муфти ковзання, призначеного для захисту тягового ланцюга конвеєра від поривів при її стопорінні. Крім того, з огляду на ці зміни, необхідно буде змінити алгоритм функціонування системи керування. При цьому не вимагають зміни такі елементи існуючої системи, як датчики, органи керування, вибухобезпечна оболонка, елементи індикації.
Виходячи з цього, найбільш прийнятним напрямком удосконалення системи автоматизації є заміна керуючого блоку на новий, що забезпечує виконання всіх необхідних функцій. Оскільки при введенні роздільного керування верхнім і нижнім приводами конвеєра алгоритм функціонування системи керування ускладниться, доцільно виконати керуючий блок апаратури на основі мікроконтролера, що дозволить задавати алгоритм функціонування системи автоматичного керування програмним шляхом. Це значно полегшує створення системи, і дозволяє створювати більш ефективні алгоритми керування. Крім того, використання мікроконтролера при побудові системи автоматичного керування дозволить зменшити габарити блоку, збільшити його надійність. Легкість перепрограмування сучасних мікроконтролерів дозволяє надалі удосконалити алгоритм керування без великих витрат часу і без зміни структури системи.
Таким чином, приймаємо наступний напрямок автоматизації технологічного процесу транспортування кута по очисному вибої: удосконалення існуючої апаратура автоматизації з заміною елементної бази на мікропроцесорні елементи і розширенням функціональності.
3.1 Принципи побудови системи автоматичного керування
Підвищення вимог до гнучкості, надійності і безпеці системи автоматичного керування а також розширення її функцій вимагає впровадження керуючого пристрою на мікропроцесорній елементній базі. Таким чином, центральним елементом, навколо якого будується вся система автоматичного керування, є мікроконтролер. До нього підключаються датчики й органи керування (при необхідності через пристрої, що погодять,), а вихідні сигнали подаються до тиристорних ключів, що керують обмотками збудження електромагнітних муфт. При цьому необхідно забезпечити гальванічну розв'язку керуючих і силових ланцюгів. Крім того, до мікроконтролера підключаються вузли індикації. Крім блоку мікроконтролера до складу апаратури входить блок живлення і блок захисту від витоків. Блок живлення забезпечує необхідну напругу живлення для блоку мікроконтролера й інших блоків системи. Блок захисту від витоків виконує функції захисту від витоків струму в кабелі й в апараті керування. Вихідні сигнали блоку подаються на мікроконтролер, що робить відключення приводів відповідно до алгоритму функціонування системи.
У проектованій апаратурі засобі збору інформації представлені датчиками, що вимірюють параметри функціонування забійного скребкового конвеєра. До складу засобів збору інформації входять: два датчики струму двигунів приводів (для нижнього і верхнього привода конвеєра), датчик швидкості руху тягового ланцюга конвеєра (використовується магнітоіндукційный датчик типу ДМ-2М), два датчики струму, що вимірюють значення струму в обмотках збудження електромагнітних муфт верхнього і нижнього приводів, датчики температури обмоток електродвигунів приводів. Датчики струму електродвигунів призначені для виміру навантаження. Датчики мають органи настроювання, що дозволяють одержати необхідні параметри вихідного сигналу датчика, зручні для подальшого використання його в системі (перемінні резистори).
Крім того, інформація надходить від органів керування конвеєром. На пульті керування комбайном розміщені кнопки пуску й останову конвеєра. Перемикач режиму роботи конвеєра (основний / допоміжний) розташований на кришці оболонки апарата автоматичного керування приводом конвеєра і являє собою двухпозиційный тумблер.
Для обробки інформації, що надходить від від датчиків і органів керування, використовується інтегральний мікроконтролер. Для виконання необхідних функцій по обробці інформації мікроконтролер повинен мати убудований засіб для перетворенн аналогов сигнал у цифровий (аналого-цифровий перетворювач). Число портів уведення/вивіду мікроконтролера повинне бути достатнім для підключення всіх необхідних датчиків, органів керування і вихідних ліній. Оскільки пристрій автоматичного керування приводом впливає на електромагнітну муфту ковзання змінюючи струм у ланцюзі обмотки збудження муфти, те необхідно щоб мікроконтролер мав цифро-аналогові перетворювачі. З огляду на пропоновані вимоги, був обраний мікроконтролер типу Cygnal C8051F020. Цей мікроконтролер має 7 портів уведення/вивіду, один із яких може підключатися до убудованого АЦП. При цьому виходить восмивходове АЦП, переключення між входами якого здійснюється за допомогою спеціальних команд. Крім того, мікроконтролер містить два убудованих цифро-аналогових перетворювачі. Мікроконтролер працює на частоті 22 Мгц, що забезпечує високу швидкість обробки інформації. Таким чином, даний мікроконтролер добре пристосован для рішення задач керування і регулювання.
Засоби відображення інформації апаратури автоматичного керування приводом забійного скребкового конвеєра представлені рядом світодіодних індикаторів, що сигналізують про режим роботи апаратури і виниклих несправностях. Індикатори винесені на кришку вибухобезпечної оболонки апаратури керування і сигналізують про:
1) наявності струму в двигунах;
2) перевантаженню;
3) перегріві муфти;
4) спрацьовуванні захисту від витоків у кабелі й в апараті;
5) відмовленні БЗК;
Крім світодіодних індикаторів на кришку вибухобезпечної оболонки апаратури винесені стрілочні прилади, що показують величину струму в обмотках збудження електромагнітних муфт.
3.2 Функції системи автоматичного керування
Система автоматичного керування приводом забійного скребкового конвеєра, оснащеного електромагнітними муфтами ковзання, повинна виконувати наступні функції:
1) Забезпечувати можливість роботи в двох режимах – основному і допоміжному.
При роботі в основному режимі апаратура повинна забезпечувати виконання наступних функцій:
2) Забезпечувати холостий запуск (без навантаження) електродвигунів приводів конвеєра;
3) Забезпечувати пусковий момент із кратністю від 1.5 до 2.5;
4) Забезпечувати знижену (повзучу) швидкість конвеєра упродовж 5-7 секунд після успішного запуску конвеєра (близько 0.5 - 0.6 м/c);
5) Автоматичне розгойдування (расштибовку) конвеєра без реверса його електроприводів;
6) Обмеження часу утримання зусилля при неуспішному запуску (6 – 8 секунд) для запобігання перегріву електроприводів;
7) Забезпечувати ефективний захист тягового ланцюга конвеєра від поривів при заклинюванні ланцюга;
8) Забезпечувати роздільне керування верхнім і нижнім приводами конвеєра;;
9) Забезпечувати захист від витоків струму в кабелі й в апараті;
При роботі в допоміжному режимі апаратура керування повинна виконувати наступні функції:
10) Забезпечувати половинну (доставочну) швидкість конвеєра;
11) Обмеження зусилля конвеєра на рівні половини від номінального зусилля;
12) Обмеження часу утримання зусилля при неуспішному запуску (6 – 8 секунд) для запобігання перегріву електроприводів.
Для обґрунтування структури й алгоритму функціонування системи автоматичного керування приводом необхідно провести моделювання роботи скребкового конвеєра, оснащеного електроприводами з ЭМК. Можливі наступні види моделей: фізичні, математичні, змішані. Математична модель представляє збій формалізоване об'єкта за допомогою математичних співвідношень, що відбивають процес функціонування системи. Як правило математичне моделювання реалізується у виді програм для ЕОМ і розраховане на застосування чисельних методів.
Переваги математичних моделей:
1) Легкість і порівняно малі витрати на реалізацію;
2) Математичні моделі можуть застосовуватися для опису складних об'єктів, для яких фізичне моделювання може виявитися складним чи неможливим;
3) Висока точність розрахунків;
4) Простота зміни параметрів моделі і режимів моделювання;
5) Наглядне представлення вихідних даних (у вигляді графіків і діаграм);
6) Невеликий час, затрачуваний на моделювання (при застосуванні ЕОМ);
7) Можливість безпосередньої обробки вихідних даних на ЕОМ з використанням спеціалізованих пакетів прикладних програм (статистична обробка, побудова графіків і ін.);
3.4 Обгрунтування і розробка схемотехнічного рішення системи автоматизації
З урахуванням змін, внесених до складу обладнання, що входить в ланцюг транспортування вугілля, структурна схема автоматизації приймає вигляд, представлений на рис. 3.4.1
На рис. 3.4.1 блок, виділений пунктиром - розроблювальний пристрій керування приводом скребкового конвеєра, оснащеного ЕМС АУП110Е, який розглядається далі в даному курсовому проекті. Куакам - комплекс пристроїв автоматизації комбайнів РКУ з гідравлічним приводом подачі. Комплекс призначений для управління, регулювання, контролю роботи, а також для захисту від аварійних режимів очисного комбайна (може працювати з усіма комбайнами уніфікованого ряду РКУ з гідравлічним приводом подачі). ПУ - пульт управління комбайном, на який також винесені органи управління забійним конвеєром. АССУ- апаратура сигналізації та зв'язку в очисному вибої.
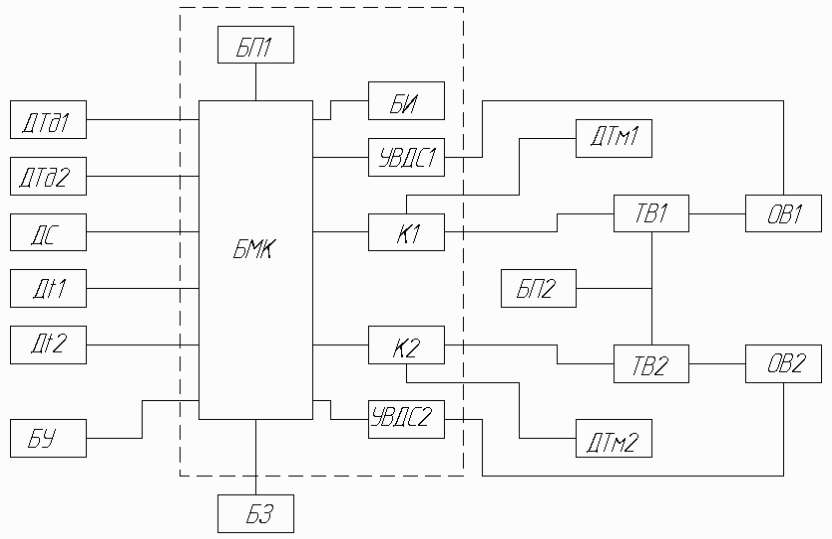
На підставі розробленого алгоритму керування, результатів моделювання, а так само принципів побудови системи автоматичного керування, викладених у п. 3.5, була розроблена структурна схема системи автоматичного керування приводом забійного скребкового конвеєра. Структурна схема апаратури автоматизації приведена на рис. 5.1. На схемі пунктиром виділені блоки що розробляються. Інша частина системи залишається незмінної від базової апаратури автоматичного керування АУП110Е.
Центральним елементом апаратури автоматичного керування приводом скребкового конвеєра є блок мікроконтролера (БМК на мал. 5.1), що виконує функції обробки інформації, одержуваної від датчиків, відпрацьовування необхідних алгоритмів керування приводом конвеєра, формування вихідних сигналів і сигналів індикації. До блоку мікроконтролера підключаються наступні датчики: два датчики струму двигунів Дтд1 і Дтд2 (відповідно для верхнього і нижнього приводів конвеєра), датчик швидкості конвеєра (ДС), два датчики температури електромагнітних муфт ковзання Дt1, Дt2 (відповідно для верхнього і нижнього приводів конвеєра). Блок керування БУ включає кнопки керування пуском і остановом конвеєра, розташовані на пульті керування комбайном, а також перемикач режимів роботи, розташований на кришці апарата автоматичного керування. БП1 – блок живлення, призначений для живлення блоку мікроконтролера. Він повинний забезпечувати необхідну якість напруги. Блок індикації БИ включає світодіодні індикатори, що сигналізують про режими роботи конвеєра і причинах аварійного останова. Блок захистів БЗ забезпечує захист від витоків струму в кабелі й в апараті. Він впливає безпосередньо на пускач, а в блок мікроконтролера передається інформація про витік, що відбувся. При цьому блок мікроконтролера видає сигнал на блок індикації, що сигналізує про витік світіння відповідних світодіодів.
Керування приводами конвеєра в даній апаратурі здійснюється за допомогою впливу на обмотки збудження електромагнітних муфт ковзання. Апаратура здійснює роздільне керування верхнім і нижнім приводами конвеєра. Для цього використовуються два аналогічних канали керування, кожний з який містить у собі датчик струму в обмотці збудження електромагнітної муфти ДТм, компаратор ДО, тиристорний випрямляч ТВ, керуючий обмоткою збудження. Для живлення тиристорних випрямлячів використовується окреме джерело живлення ИП2. Використання компаратора і датчиків струму муфти необхідно для обліку інерционності електромагнітної муфти. Напруга на її обмотку збудження надходить тільки в тому випадку, якщо керуючий сигнал більше сигналу датчика струму.
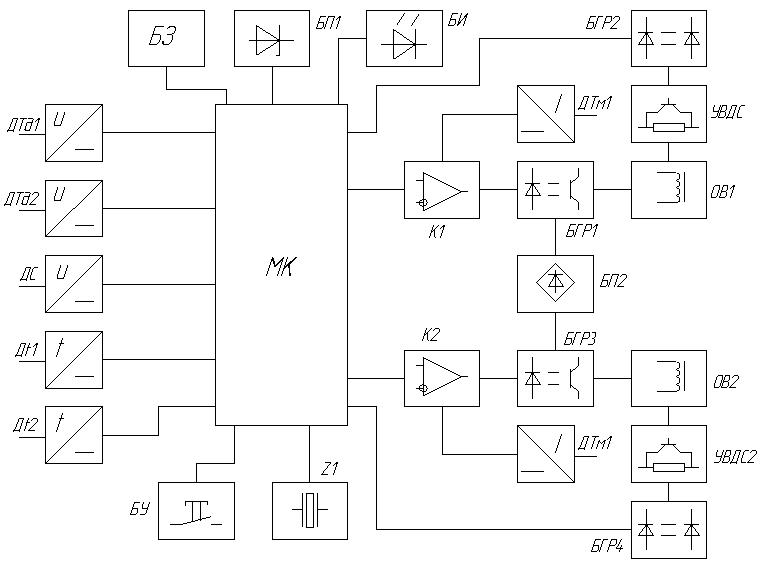
На основі розробленої структурної схеми (рис. 4.1) розробляється функціональна схема апаратури автоматичного керування. Функціональна схема апаратури автоматичного керування приводом забійного скребкового конвеєра повинна забезпечувати виконання необхідних функцій і алгоритмів керування. Розроблена функціональна схема апаратури представлена на рис. 4.2.
Центральний елемент схеми – мікроконтролер. Для забезпечення його роботи до нього підключені блок харчування БП1 і блок зовнішнього кварцового резонатора Z1. Блок харчування забезпечує стабілізованою напругою потрібної якості блок мікроконтролера. До блоку мікроконтролера підключені датчики струму в двигунах приводів конвеєра Дтд1 і Дтд2 (відповідно для верхнього і нижнього приводів), датчик швидкості ДС, датчики температури електромагнітних муфт ковзання. Блок керування БУ містить кнопки керування пуском і остановом конвеєра і перемикач режиму роботи конвеєра. Блок індикації включає світодіодні індикатори режиму роботи і причин аварійного останова.
Датчики струму в обмотці збудження електромагнітної муфти підключаються до входу компаратора, що інвертує, а керуючий сигнал мікроконтролера - до прямого входу. Вихід компаратора через блок гальванічної розв'язки БГР підключається до тиристорного випрямляча, що керує обмоткою збудження електромагнітної муфти привода ОВ. Пристрій уведення додаткового опору ОВДС через блок гальванічної розв'язки підключається до ланцюга розмагнічування обмотки збудження електромагнітної муфти.
Розроблена функціональна схема апаратури автоматичного керування приводом забійного скребкового конвеєра передбачає роздільне керування верхнім і нижнім приводом, для чого в ній присутні два ідентичних канали керування.
Для здійснення раціонального розподілу навантажень на приводу конвеєра в режимі автоматичної расштибовкі та підвищення ефективності пуску необхідне введення в систему автоматичного управління роздільного управління верхнім і нижнім приводами конвеєра, це також знизить втрати на тертя в нижній вітки тягового ланцюга.
Для захисту приводу і тягового ланцюга конвеєра від динамічних перевантажень при заклинювання тягового ланцюга необхідний пристрій введення додаткового опору в ланцюг розмагнічування обмотки збудження електромагнітної муфти приводу.
Наукова новизна:
1. Розроблено нову математичну модель системи: апарат управління-електропривод конвеєра з ЕМТ - скребковий конвеєр, що відрізняється урахуванням динамічних властивостей диференціального редуктора з електромагнітним гальмом ковзання.
2.Встановлено закономірності формування динамічних зусиль у механічній системі двухпріводного скребкового конвеєра з приводами на основі диференціального редуктора з ЕМТ в режимі пуску і при заклинювання тягового ланцюга.
3. Проведено обгрунтування нового методу зниження механічних перевантажень конвеєра.
1. Мухопад Н.Д., Кондрахин П.М., Шахтарь П.С., Сноведский Е.М., Маценко В.Н.,Чебаненко К.И., Мухопад Н.Д., Сидоренко И.Т., Хазанович Г.Ш. Проектирование и конструирование транспортных машин и комплексов / Под ред. И.Г.Штокмана. - 2-е изд. перераб. и доп. - М: Недра, 1986.- 391 с.
2. Скородумов Б.А. Динамика привода скребкового конвейера при резком торможении цепи. / Горные машины №4. М.: 1958 г. - 206 с.
3. Вихров О.Ф., Плетинский А.Я., Журавлев П.А. К вопросу защиты скребковой цепи струговых установок от порывов. / Технология и техника струговой выемки антрацитов, вып. 19. Шахты, 1978 г. - 90 с.
4. Бутов B.C. Исследование свойств электропривода шахтного скребкового конвейера на основе применения тиристорного управления: Автореф. дис. канд.техн.наук. Донецк, 1980. - 22 с.
5. Маренич К.Н. Асинхронный электропривод подземного скребкового конвейера с тиристорным пуско-защитным аппаратом. Дис. к.т.н./ Донецк, 1991. - 20 с.
6. Автор: Захаров Станислав Владимирович.
Исследование переходных процессов запуска, экстренного торможения, установившихся процессов скребкового конвейера с приводом на основе электромагнитного тормоза скольжения и разработка двухприводного конвейера.
Режим доступа до статті: http://www.masters.donntu.ru/2007/fema/zakharov/diss/index.htm