 | ENG
| ENG
 || ДонНТУ
Портал
магистров ДонНТУ
|| ДонНТУ
Портал
магистров ДонНТУ

Горная промышленность является одной из важнейших отраслей Украины. Эффективность угледобычи в значительной мере зависит от четкости и надежности работы шахтного транспорта. Ленточный конвейер является основным средством транспортировки на шахтах. Современные магистральные конвейерные линии характеризуются значительной протяженностью и использованием мощных приводов. Это сложные объекты автоматизации как с позиции управления ими, так и обеспечения безопасности эксплуатации.
Целью автоматизации конвейеров является повышение их производительности, надежности, безопасности работы и снижении травматизма. Последнее достигается за счет введения различных блокировок, защит и расширения информационных возможностей аппаратуры автоматизации.
В настоящее время особую важность приобретает контроль температуры нагревания роликов шахтных ленточных конвейеров. По причине возгорания лент происходит до 30% пожаров на шахтах. Как правило, пожары происходят на приводных станциях (64 %), натяжных станциях (10,8 %) и на линейной части конвейера (25,2 %) [1]. Большая протяженность конвейерных линий и непредсказуемость места возгорания усложняет процесс контроля температурных режимов.
Конвейерные ленты в своем составе имеют ингредиенты, которые при воздействии высоких температур и кислорода образуют токсичные продукты термоокислительного разложения. Пожары, связанные с возгоранием лент, приводят к гибели людей, длительной простоям и материальным затратам.
Основными причинами возгорания лент, как правило, являются заклинивание ролика вследствие поломки его подшипников и чрезмерное трение ленты(рисунок 1).
В настоящее время для автоматизации подземного шахтного транспорта применяется базовая аппаратура автоматизации АУК-1м [2].
Комплекс (в дальнейшем аппаратура) АУК-1М предназначен для автоматизированного управления стационарными и полустационарными неразветвлёнными конвейерными линиями, состоящими из ленточных и скребковых конвейеров (с общим количеством их до 10). При применении комплекса АУК-1М для управления разветвлёнными конвейерными линиями с числом ответвлений до трёх, каждое ответвление управляется как самостоятельная неразветвлённая линия.
Аппаратура АУК – 1М рассчитана на применение в подземных выработках шахт, опасных по газу и пыли, но может также применяться на рудниках, обогатительных фабриках и других предприятиях.
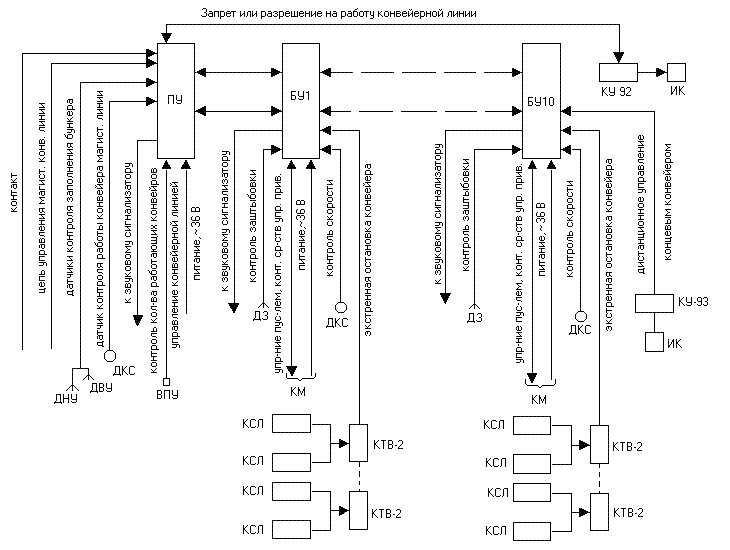
В состав аппаратуры АУК-1М входят:
- пульт управления ПУ;
- выносной прибор-указатель ВПУ;
- блоки управления БУ (по количеству конвейеров в линии);
- блок концевого реле БКР;
- датчики скорости ДС типа УПДС или ДКС, ДМ – 2 или ДМ – 2М;
- датчики контроля схода ленты типа КСЛ - 2;
- кабель - тросовые выключатели типа КТВ - 2;
- датчики заштыбовки ДЗ;
- телефонные трубки;
- сирены типа ВСС – 3М или гудки типа ГПРВ – 2М.
Взрывобезопасное исполнение аппаратуры и искробезопасные параметры цепей управления позволяют осуществлять управление, сигнализацию, контроль работы конвейерной линии и телефонную связь по двум изолированным друг от друга голым проводам и общешахтному контуру «земля» или с помощью трёх жил контрольного кабеля.
Пуск конвейерной линии осуществляется путём подачи в линию управления (провода «1» и «2») пусковой полярности («+» на проводе «1», «-» на проводе «2»). После окончания пускового процесса производится переключение пусковой полярности на рабочую («+» на проводе «2», «-» на проводе «1»), при этом реле управления БУ второго конвейера питается через контакты реле скорости БУ первого конвейера. Таким образом, осуществляется электромеханическая блокировка работы последующего конвейера в зависимости от работы предыдущего конвейера. Отключение конвейерной линии может производиться оператором, путём нажатия кнопок «Стоп» пульта ПУ или любого блока БУ.
Аппаратура АУК-1М выполняет следующие основные функции:
1. Последовательный автоматический пуск конвейеров, включённых в линию, в порядке, обратном направлению движения грузопотока, с необходимой выдержкой времени между пусками отдельных приводов.
2. Пуск, с пульта управления или с выносного кнопочного поста, как всей конвейерной линии, так и её части.
3. Дозапуск, с пульта управления или с выносного кнопочного поста, части конвейерной линии без отключения работающих конвейеров и с подачей предупредительной сигнализации.
4. Местный пуск любого привода конвейера при осмотрах, ремонтах и опробованиях.
5. Контроль заданного максимального времени запуска каждого конвейера.
6. Автоматическое отключение привода конвейера при аварийных режимах и отключение последующих конвейеров, подающих груз на поверхностный конвейер.
7. Возможность экстренного прекращения запуска с любой точки конвейерной линии.
8. Возможность работы аппаратуры на разветвлённой конвейерной линии.
9. Возможность работы конвейерной линии в режиме энергосберегающей технологии с применением дополнительных аппаратов.
Наряду с указанными функциями аппаратура АУК – 1 М имеет целый ряд различных блокировок, защит, сигнализаций и телефонную связь.
Базовая аппаратура автоматизации АУК-1М не позволяет осуществлять эффективный контроль температурных режимов работы ленточных конвейеров в условиях переменного грузопотока. Вместе с тем, опыт эксплуатации шахтных магистральных конвейеров показывает, что система автоматизации должна предупреждать и исключать развитие возможных аварийных ситуаций путем непрерывного контроля температуры нагревания роликов по всей длине ленточного конвейера, а также поверхности приводного барабана и обмотки приводного двигателя.
Система автоматического контроля температуры должна обеспечивать вывод информации о вероятном месте нагревания ленты на пульт горного диспетчера или на ближайший контроллер сбора информации. Необходимо также контролировать превышение допустимой температуры нагревания ролика и формировать сигнал о месте превышения температуры.
Для контроля температурных режимов магистрального ленточного конвейера разработано устройство, структурная схема которого приведена на рисунке 3.
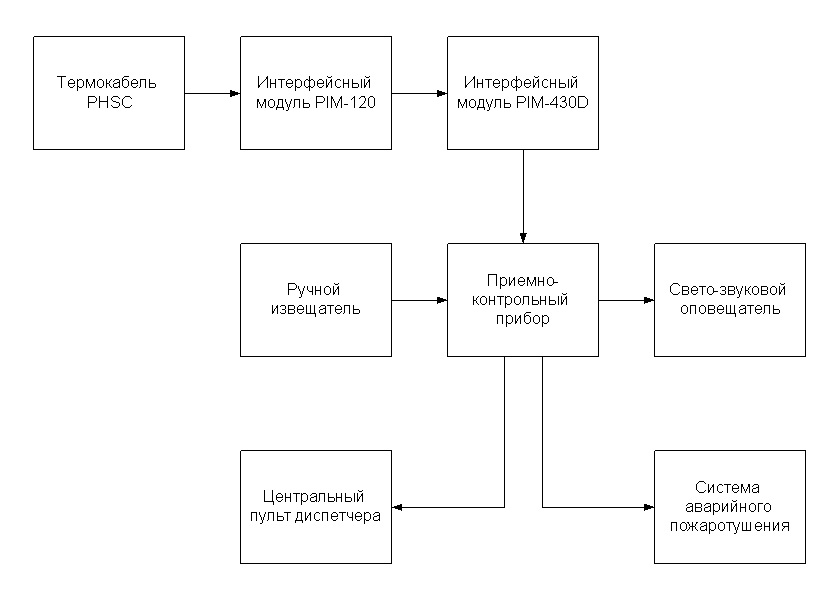
В качестве чувствительного элемента используется термокабель PHSC, который позволяет обнаружить источник тепла в любом месте, на всем его протяжении, т. е. является единым датчиком температуры непрерывного действия.
Термокабель PHSC состоит из двух стальных проводников скрученных вместе по всей длине, каждый из них имеет изолирующее покрытие из теплочувствительного полимера. Проводники термокабеля PHSC спирально обмотаны защитной лентой и помещены в оболочку, предназначенную для защиты от механических повреждений и неблагоприятных условий окружающей среды. При достижении критической температуры нагревания терморезисторный материал размягчается, провода начинают контактировать друг с другом и инициируется сигнал пожарной тревоги.
Интерфейсный модуль PIM-120 определяет порог срабатывания линейного теплового извещателя и контролирует состояние линии на обрыв.
Через интерфейсный модуль PIM-430 формируется и передается информация о расстоянии до точки срабатывания термокабеля.
Преобразователи интерфейса PIM-120 и PIM-430 требуют питание от внешнего источника 24В.
Система аварийного пожаротушения предназначена для предотвращения и тушения пожаров путём автоматического или ручного включения пускового клапана и подачи воды из пожарно-оросительного трубопровода на винтовые распылители
Приемно-контрольный прибор осуществляет непрерывный контроль состояния шлейфа сигнализации и выдачу информации на пульт горного диспетчера, а также формирует сигналы управления для системы аварийного пожаротушения и устройств оповещения.
Ручные извещатели располагаются вдоль става магистрального ленточного конвейера и предназначены для выдачи в шлейф пожарной сигнализации сигнала пожарной тревоги.
Применение устройства контроля температурных режимов работы магистрального ленточного конвейера позволяет своевременно определять место возможного источника нагревания, повышает безопасность труда горнорабочих, снижает время возможного простоя механического оборудования.
При написании данного реферата магистерская работа еще не завершена. Дата окончательного завершения работы: декабрь 2011 года. Полный текст работы и материалы по теме могут быть получены у автора или его научного руководителя после указанной даты.
1. Термомониторинг – реальный инструмент повышения безопасности в шахтах. Электронный ресурс. Режим доступа: http://www.kipinfo.ru/info/stati/?id=209
2. Справочник по автоматизации шахтного конвейерного транспорта / Стадник Н.И., Ильюшенко В.Г., Егоров С.И. и др. – К.: Техника, 1992. – 438с.
3. Шахмейстер Л.Г., Дмитриев В.Г. Теория и расчет ленточных конвейеров – 2-е изд., перераб. и доп. – М.: Машиностроение, 1987. – 336 с., ил.
4. Технические средства автоматизации в горной промышленности: Учебное пособие / Груба В.И., Никулин Э.К., Оголобченко А.С. Под общей редакцией Грубы В.И. -Киев: ИСМО,1998.-373с.
5. Научные основы автоматизации в угольной промышленности: опыт и перспективы развития: монография/ Курносов В.Г., Силаев В.И.; Международный институт независимых педагогических исследований МИНПИ-ЮНЕСКО, ОАО «АВТОМАТГОРМАШ им. Антипова В.А.». – Донецк: изд-во «Вебер» (Донецкое отделение), 2009. – 422 с.
6. Ключ к системам пожарной сигнализации высокой надежности. Электронный ресурс. Режим доступа: http://secandsafe.ru/stati/kompleksnye_sistemy_bezopasnosti/klyuch_k_sistemam_pojarnoy_signalizacii_vysokoy_nadejnosti
7. Автоматизация контроля тепловых режимов работы угольных конвейеров. Электронный ресурс. Режим доступа: http://www.promvest.info/news/technology.php?ELEMENT_ID=28069
8. PIM-120, PIM-420 Преобразователи интерфейса. Электронный ресурс. Режим доступа: http://www.ervist.ru/index.php?option=com_content&task=view&id=617&Itemid=30
9. Прибор приемно-контрольный охранно-пожарный Яхонт-1И. Электронный ресурс. Режим доступа: http://www.specpribor.ru/produkcia/priemno-kontrolnie_pribory/yahont_1i/
10. Пейсахович Г.Я. и др. Подземный транспорт шахт и рудников: Справочник. - М.Недра,1985.-564с.