
где:
Wк – расход электроэнергии конвейером, кВт•ч;
w – коэффициент сопротивления движению, равный 0,02…0,03;
С – масса одного метра движущихся частей конвейера, кг/м;
Q – производительность за время tP , т;
tP – время работы конвейера, ч;
Lк – длина конвейера, км;
β – угол установки конвейера, град.;
Vл – скорость движения ленты конвейера, м/с.
Анализ (1) показывает, что, исключив непроизводительные за-траты времени, что имеет место, как правило, в режиме холостого хода работы конвейера, можно уменьшить расход электроэнергии и повысить эффективность работы транспортной цепочки.
В настоящее время для управления грузопотоком в системе шахтного транспорта применяется частотное регулирование электро-привода конвейеров. Однако, использование данного метода имеет ряд существенных недостатков:
- диапазон регулирования частоты в установившемся режиме для таких механизмов ограничен (при увеличении скорости груз может падать с ленты, а при уменьшении частоты вращения необходимо обеспечить рабочий момент на валу двигателя, к тому же использовать высокопроизводительный конвейер для транспортирования малого объема груза нецелесообразно);
- длительная работа преобразователя в режиме пониженных частот приводит к перегреву приводного двигателя и преобразователя.
Поэтому с точки зрения уменьшения энергозатрат целесообразно регулировать не производительность конвейера, а поступающий на него грузопоток, приближая его к номинальному значению. Наиболее эффективным мероприятием для предотвращения режима холостого хода и сокращения времени работы конвейеров в этом режиме является применение аккумулирующих бункеров.
Существующая в настоящее время аппаратура автоматизации конвейерного транспорта АУК.1М, АУК.2М и САУКЛ позволяет значительно повысить безопасность труда и надежность эксплуатации технологических объектов, а также расширяет возможности ав-томатического управления конвейерами. Так, аппаратура САУКЛ ос-танавливает работу участковых конвейеров при отсутствии грузопо-тока из очистных забоев. Однако, базовая аппаратура автоматизации конвейерного транспорта САУКЛ не обеспечивает отключение маги-стрального ленточного конвейера при возникновении режима в ре-жиме холостого хода [2].
На рисунке 1 приведена структурная схема устройства автома-тического управления подземным транспортом, которое позволяет исключить непроизводительные затраты времени на транспортировку угля за счет синхронизации работы конвейера и аккумулирующего бункера.
На рисунке 1 приняты следующие условные обозначения:
У – усилитель;
БСЗ – блок согласования и защиты (осуществляет защиту от пе-ренапряжения и гальваническую развязку);
МК – микроконтроллер;
БПИ – искробезопасный блок питания;
УИ – устройство индикации;
БУК – блок управления конвейером аппаратуры САУКЛ;
БУБ – блок управления бункером.
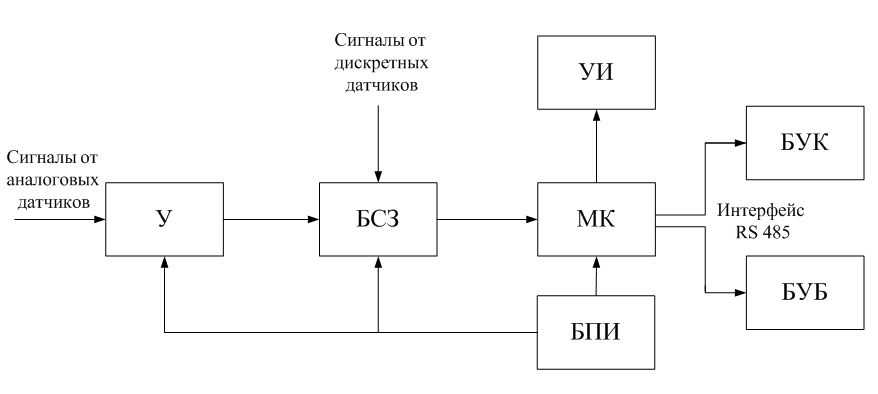
Рисунок 1 – Структурная схема устройства автоматического управления ленточным конвейером
Загрузка конвейера, обеспечивающая минимальный расход электроэнергии на транспортирование груза, достигается регулирова-нием скорости ленты и интенсивности разгрузки бункера. С целью снижения энергетических затрат в системе подземного транспорта необходимо обеспечить наиболее выгодное соотношение этих пара-метров и сокращение общего времени холостых пробегов ленты.
Работа устройства заключатся в следующем. Информация о со-стоянии ленточного конвейера и аккумулирующего бункера поступает с выхода аналоговых датчиков веса груза на ленте (конвейерные весы ВКП) и угловой скорости вращения приводного барабана ленточного конвейера (датчик УПДС аппаратуры САУКЛ) [3], дискретных датчиков «Вкл./Выкл.» магистральный ленточный конвейер, «Откр./Закр.» затвор бункера, «Верхний уровень/Нижний уровень» угля в бункере.
В соответствии с сигналами, полученными от датчиков веса груза на ленте конвейера и скорости движения ленты, формируются управляющие воздействия на технологические объекты автоматизации. Обработка этих сигналов и формирование команд управления осуществляется в микроконтроллере МК.
Оптимальный режим работы конвейера и бункера выбирается в соответствии с разработанным алгоритмом по контролируемым па-раметрам грузопотока. Так, при полной загрузке бункера и отсутствии груза на ленте конвейера МК выдает сигнал на открытие затвора бункера для поддержания текущего значения грузопотока. После опустошения бункера МК формирует сигнал на закрытие затвора бункера.
В случае, если на ленте конвейера имеется груз и бункер полно-стью заполнен, сигнал на открытие затвора подастся только тогда, ко-гда на ленте будет отсутствовать груз.
В случае, если и на ленте конвейера, и в бункере груз отсутствует, МК выдает сигнал на отключение привода конвейера.
В рассмотренном устройстве автоматического управления лен-точным конвейером совместную работу МК и аппаратуры САУКЛ обеспечивает адаптер интерфейса RS 485. В свою очередь, вся ин-формация о режимных параметрах и контролируемых технологиче-ских объектах поступает на УИ для визуализации и возможности формирования оператором оперативных мероприятий.
Таким образом, разработанное устройство управления устраняет непроизводительные режимы работы конвейера, сокращает энергети-ческие затраты на транспортировку угля и улучшает энергетические показатели работы шахты.
Перечень ссылок
1. Шахмейстер Л. Г., Дмитриев В. Г. Теория и расчет ленточных конвейеров – 2-е изд., пе-рераб. и доп. – М.: Машиностроение, 1987. – 336 с., ил.
2. Справочник по автоматизации шахтного конвейерного транспорта / Н.И. Стадник, В.Г. Ильюшенко, С.И. Егоров и др. – К.: Техника, 1992. – 438с.
3. Технические средства автоматизации в горной промышленности: Учебное посо-бие/Груба В.И., Никулин Э.К., Оголобченко А.С. Под общей редакцией Грубы В.И. -Киев: ИСМО,1998.-373с.
4. Научные основы автоматизации в угольной промышленности: опыт и перспективы раз-вития: монография/В.Г. Курносов, В.И. Силаев; Международный институт независимых педагогических исследований МИНПИ-ЮНЕСКО, ОАО «АВТОМАТГОРМАШ им. В.А. Антипова». – Донецк: изд-во «Вебер» (Донецкое отделение), 2009. – 422 с.