
Рисунок 1 – Фотографии темплетов, полученных из НЛЗ с ромбичностью 14 мм (а) и конечного круглого профиля Ø 60 мм (б)
Источник: Металлургия XXI столетия глазами молодых / Материалы Всеукраинской научно-практической конференции студентов физико-металлургического факультета ДонНТУ. - Донецк: ДонНТУ, 2011.
Искажение формы прямоугольного поперечного сечения отливаемых непрерывнолитых заготовок (НЛЗ) приводит к возникновению разности диагоналей их сечения, величина которой в условиях сортовой МНЛЗ может достигать 20 мм. Ромбичность НЛЗ, а точнее ее величина, оказывает существенное влияние на последующую прокатку таких заготовок. Она определяет, во-первых, принципиальную возможность прокатки заготовок с получением требуемой формы и размеров подката в промежуточных проходах, а во-вторых, – способы и режимы прокатки. Анализ результатов промышленных прокаток сортовых профилей в условиях ОАО «ДМПЗ» показал, что величина ромбичности 13-14 мм не является критической и позволяет получить профиль требуемой формы и размеров (рис. 1). А при величине ромбичности 17 мм и более вероятность получения профиля требуемой формы неизвестна.
Поэтому целью настоящей работы, выполненной совместно с доцентом кафедры ОМД ДонНТУ Снитко С. А., является определение принципиальной возможности прокатки НЛЗ, с большой ромбичностью с получением требуемой формы подката после ящичных калибров в первых черновых проходах.
В качестве метода исследования использовали математическое моделирование на основе метода конечных элементов. Математическое моделирование процесса прокатки НЛЗ с дефектом формы “ромбичность”, производилось по существующей технологии, применительно к условиям производства и калибровке валков на стане 500/370 ОАО «ДМПЗ». Результаты выполненного моделирования показали, что прокатка качественных профилей из заготовки с ромбичностью 14 мм возможна, то есть искажения формы заготовки не существенны (рис. 2, б), что соответствует практическим данным, полученных в условиях сортопрокатного цеха ОАО «ДМПЗ».
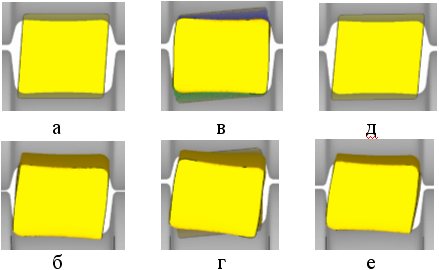
Выполнена постановка расчетного эксперимента, в котором предусмотрены различные варианты прокатки заготовок с ромбичностью 20 мм в первых 2-х ящичных калибрах с поворотом заготовки вдоль продольной оси на угол от 1 до 5? с ограничением поворота заготовки в процессе прокатки и без него. Предварительные расчеты показали, что условия прокатки, при которых верхняя и нижняя грани заготовки не параллельны дну калибра (например удерживаются привалковой арматурой или под действием силы тяжести заготовки при значительной ее длине), то имеет место существенная неравномерность обжатия по ширине заготовки, что способствует неравномерности вытяжки по поперечному сечению профиля и, как следствие, – продольное скручивание раската (рис. 2, в и г). Дальнейшая прокатка качественного профиля из такого подката невозможна.
Также установлено, что создание условий прокатки, при которых исходная заготовка самоустанавливается в калибре (рис 2, д), обеспечивает более равномерное обжатие по ширине полосы с верхней и нижней ее сторон. Это позволяет избежать продольного скручивания раската и создает предпосылки для получения требуемой формы подката из НЛЗ с большой величиной ромбичности.
На основе выполненных исследований будут разработаны практические рекомендации по прокатке сортовых профилей из НЛЗ с большой величиной ромбичности, вплоть до 20 мм.