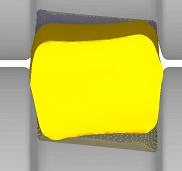
Рисунок 1 – Точки контакта заготовки с поверхностью валка на стадии установившегося процесса прокатки заготовки с величиной ромбичности 20 мм и начальным углом поворота заготовки 6°
Источник: Металлургия XXI столетия глазами молодых / Материалы Всеукраинской научно-практической конференции студентов физико-металлургического факультета ДонНТУ. - Донецк: ДонНТУ, 2011.
Для оценки максимального угла скручивания переднего конца заготовки была использована формула, которая применяется при расчете геликоидальных проводок:
Исходя из формулы, угол поворота заготовки (угол кантовки) зависит от длины проводок, расстояния между соседними клетями и угла начального поворота заготовки за время прохождения ее через проводки.
При этом для данного исследования принималось, что длина удерживающей контактной части l равняется длине очага деформации ld, а расстояние между соседними клетями L равно длине заготовки lзаг. Таким образом, формула (1) примет такой вид:
Тогда применительно к условиям сортопрокатного стана 500/370 «ОАО ДМПЗ» были проведены расчеты угла скручивания НЛЗ с разной величиной ромбичности и соответствующим углом начального поворота заготовки φ0, которые представлены в таблице 1.
| Величина ромбичности, мм | 5 | 10 | 15 | 20 |
| φ0,град | 1,5 | 3 | 4,5 | 6 |
| φ,град | 24,3 | 48,6 | 73 | 97,3 |
Также в ходе данного исследования было проведено математическое моделирование процесса прокатки заготовки в программном комплексе Deform-3D с использованием метода конечных элементов, с целью, чтобы сравнить результаты расчета угла скручивания заготовки, полученные с использованием формулы (2) и в результате постановки расчетного эксперимента на математической модели, который предусматривает процессы прокатки заготовки с разной величиной ромбичности и соответствующим углом начального поворота заготовки в первом ящичном калибре обжимной клети. Математическое моделирование процесса прокатки НЛЗ с дефектом формы “ромбичность”, производилось по существующей технологии, применительно к условиям производства и калибровке валков на стане 500/370 ОАО «ДМПЗ». Результаты, полученные при моделировании, приведены в таблице 2.
| Величина ромбичности, мм | 10 | 15 | 20 |
| φ0,град | 3 | 4,5 | 6 |
| φтеор,град | 20,8 | 31,3 | 41,7 |
| φмод,град | 12 | 20 | 25 |
Причиной продольного скручивания заготовки является то, что катающий диаметр по контуру калибра переменный и в связи с этим не обеспечивается равенство скоростей выхода металла из очага деформации по ширине калибра со стороны верхнего и нижнего валка, поэтому имеет место существенная неравномерность обжатия по ширине заготовки, что способствует неравномерности вытяжки по поперечному сечению профиля. На рисунке 1 показан контур очага деформации на стадии установившегося процесса прокатки заготовки с величиной ромбичности 20 мм.
На рисунке 2 показан последний момент процесса прокатки заготовки с величиной ромбичности 20 мм.