Для плавки литейных бронз применяют различные типы печей. У каждого типа есть свои преимущества и недостатки. Особенностью дуговых печей являются повышенный угар металла, его газонасыщение. У тигельных индукционных печей малая производительность, низкий тепловой КПД, повышенный расход электроэнергии. Для канальных индукционных печей необходимость наличия постоянного уровня так называемого «болота», что создает трудности при переходе с одной марки сплава на другую. Для отражательных печей характерны большой расход топлива, большая трудоемкость обслуживания, значительное окисление металла при плавке. Вакуумные плавильные печи имеют сложное и громоздкое оборудование. Характерной чертой шахтных печей является сложность регулировки, большой расход кокса, низкое качество металла. Многие недостатки этих методов устраняются применением электрошлаковых технологий, в частности электрошлаковой тигельной плавки (ЭШТП). Процесс электрошлакового переплава в графитовый тигель – метод специального переплава, при котором сварной расходуемый электрод расплавляется в слое жидкого шлака, или в случае применения мелкокусковой шихты (например, стружки) переплав ведут нерасходуемым графитовым электродом. Изменяя состав применяемого флюса можно в широких пределах регулировать температуру расплава, а, соответственно, и угар легкоплавких металлов (например, цинка в латунях или олова в оловянных бронзах); при переплаве сплавов на основе меди не происходит взаимодействия с углеродом футеровки, поэтому расплав не загрязняется материалом тигля; высокая теплопроводность и малый температурный коэффициент линейного расширения графита обуславливают высокие стойкость и прочность тиглей; из-за легкой обрабатываемости графита стоимость тиглей меньше чем из других материалов. Целью настоящей работы является выбор оптимального состава флюса для переплава вторичных бронз.
С одной стороны флюс должен обеспечить стабильность процесса переплава, что определяется его электросопротивлением, а, с другой стороны, он должен обеспечивать получение заданного химического состава переплавляемого металла и снизить угар и окисление компонентов сплава. В качестве флюсов при ЭШП применяют солевые, оксидные и комбинированные соле-оксидные флюсы. В связи с большой растворимостью водорода в медных сплавах и возможностью окисления компонентов сплава оксидные и комбинированные флюсы использовать не желательно. В связи с вышеизложенным, для ЭШП медных сплавов в качестве флюсов можно применить следующие компоненты: CaF2, CaCl2, NaF и их композиции. Фтористый кальций (CaF2), имеющий температуру плавления 1411°С, значительно дешевле остальных фторидов и имеет наименьшую упругость пара. Поэтому он нашел широкое применение при ЭШП как в чистом виде, так и в качестве основного компонента сложных солевых флюсов. Однако для меди и медных сплавов он неприемлем из-за высокой температуры плавления. Меньшую температуру плавления(650°С) и стоимость имеет CaCl2, однако он сильно гигроскопичен, это усложняет его хранение и загрязняет металл водородом.Фтористый натрий (NaF) (температура плавления 997°C) имеет высокую упругость паров, что приводит к обильному выделению дыма в процессе переплава, а также он очень токсичен.
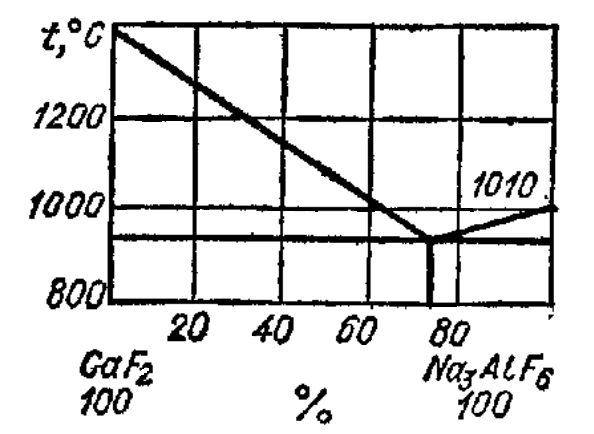
Снизить температуру плавления используемого флюса можно за счет применения двухкомпонентных солевых флюсов на базе CaF2 : CaF2- CaCl2; CaF2- NaF. Последний более предподчителен (не насыщает металла водородом), а его токсичность можно значительно уменьшить заменив NaF в его составе, например, Na3AlF6 (криолит). Исходя из диаграммы состояния (рис.1) требуемую температуру плавления (≈900°С) для переплава медных сплавов имеет флюс близкий к эвтектическому составу: 80% CaF2 + 20% криолит.
Проведенный химический анализ (см. табл) слитка выплавленного из стружки бронзы марки БрОЦС6-6-3 по технологии ЭШТП(рис.2) показал правильность выбора состава флюса, что подтверждается экспериментальными данными.
|
|
|
Рисунок 2
Внешний вид
слитка ЭКЛ |
Таблица
–
Химический состав бронзы до и
после переплава
|
Материал |
Химический
состав, мас. % |
|||||||
|
Sn |
Zn |
Pb |
Sb |
Fe |
Al |
Si |
Cu |
|
|
Исходная
шихта: БрОЦС6-6-3 |
6.85 |
6.93 |
2.71 |
н.б.
0,5 |
н.б.
0,4 |
н.б.
0,05 |
н.б.
0,05 |
82.51 |
|
Сплав
после
переплава |
6.67 |
3.25 |
2.58 |
0,4 |
0,45 |
0,05 |
0,05 |
86,55 |
