|
Печи и технологии для электрошлакового переплава
Извлечение и переработка меди
из отходов изготовления и травления печатных плат |
|
ФГОУ ВПО Чувашский государственный университет имени И.
Н.Ульянова, научно-исследовательская часть (г.
Чебоксары), совместно с группой предприятий входящих в
«Научно-промышленный технопарк» (г. Москва-Чебоксары),
разработали технологии извлечения меди из травильных
растворов производства печатных плат и выпускают
установки для дальнейшей переработки ее в товарную
продукцию.
Разработанные технологии и оборудование позволяют
извлекать ценные цветные металлы из рабочих травильных
растворов производства печатных плат, как в процессе
изготовления печатных плат, так и из отработанных
травильных растворов, а также из различных других
гальванических растворов. Извлечение меди (можно хрома,
никеля и других металлов) осуществляется путём ее
электролитического осаждения в электролизерах.
Последующий переплав извлечённых металлов в
металлические слитки осуществляется методом
электрошлакового переплава (ЭШП) в тиглях- накопителях
или медные водоохлаждаемые кристаллизаторы. Подача
извлекаемых из электролизеров материалов в плавильный
агрегат осуществляется с помощью шнекового питателя
(дозатора).
При производстве печатных плат для электронной техники
на предприятиях приборостроения, радиоэлектроники,
средств связи и других, образуется большое количество
отходов в виде травильных растворов с высокой
концентрацией меди (до 150 г/литр и выше). Из опыта
производства печатных плат, при выпуске 1,35 млн. дм2
плат в год (только от процессов их травления) можно
получить до 10 тонн высококачественных слитков с
содержанием меди до 99,96% , что соответствует марке М-0
по ГОСТ 859 – 2001. При стоимости кускового лом (по
состоянию закупочных цен товарного лома
специализированными предприятиями на июль месяц 2009
года) за 1 тонну от 150 тысяч рублей и выше, делает
предлагаемую нами разработку достаточно актуальной и
экономически выгодной. На многих других предприятиях
извлечение медьсодержащих отходов осуществляется в еще
больших объемах.
Разрабатываемые нами электролизеры позволяют извлекать
медь не только от процессов травления печатных плат, но
и от травления их обрезков, бракованных плат, а так же
из пылевидных отходов сверления печатных плат. Так
например, при сверлении некоторых многослойных плат
дополнительно извлекается до 3,5 грамм меди с 1, 0 дм2
платы. Это тоже дает дополнительные преимущества
проектируемым и выпускаемым нами электролизерам.
В настоящее время в России практически кроме наших
разработок отсутствуют оптимальные комплексные
технические решения и технологическое оборудование по
обезвреживанию и переработке отходов травления плат
печатного монтажа. Отсутствуют эффективные решения и по
использованию и регенерации травильных растворов,
извлечению из отходов стратегически ценного сырья, а
также увеличение сроков службы травильных растворов и
как следствие сокращение и образование особо опасных
отходов и их утилизации. Вероятность загрязнения
окружающей среды отходами травления печатных плат, а
также экономическая нецелесообразность в условиях
реального производства больших затрат по обеспечению
сохранности отходов во всевозрастающих масштабах, ставят
многие промышленные предприятия в достаточно
затруднительное положение, однако наши разработки
позволяют решить многие из них.
Попытки переплава вышеназванных отходов в товарную медь
на многих предприятиях завершались неудачей в связи с
применением наиболее доступных методов переплава. Так в
печах сопротивления процесс переплава сопровождается
большим выделением ядовитых газообразных продуктов
травильных растворов в окружающую среду, происходят
интенсивные реакции оксидов и сульфидов металлов
(кислотных и щелочных) с футеровкой печей, с её
загрязнением и разрушением, возникают трудности
управления электрометаллургическими процессами. Кроме
того, требуется большое время плавки, высокий расход
электроэнергии, большое количество флюсов, происходит
высокий угар меди. Качество отливок получается низким,
выход годного литья невысокий. Для переплава небольших
объемов, подходящих Отечественных и зарубежных
промышленных печей сопротивления малой емкости нет.
Индукционный метод переплава извлекаемых медных отходов
в графитовых тиглях лучше, чем переплав их в печах
сопротивления, однако так же имеет множественные
ограничения. Высокочастотное оборудование достаточно
дорогое, требует больших площадей,
высококвалифицированного обслуживающего персонала,
значительных эксплуатационных расходов, как на плавку,
так и на обслуживание установок, требует более мощных
очистных сооружений или специальной подготовки
материалов к переплаву. Применение наших
специализированных установок очистки, грануляции и офлюсовывания извлекаемых с электролизеров отходов меди,
оставляет индукционные тигельные печи актуальными для
решения данных задач и представляет для нас отдельный
интерес.
Одним из разработанных нами методов, позволяющих
получить наиболее эффективное решение по извлечению меди
из травильных растворов при производстве печатных плат и
её переработку в товарную продукцию, является
двухуровневый технологический процесс, включающий в
себя:
1- рециклинг травильного раствора на базе прямой
регенерации с получением металлической меди
с
минимальным количеством солей, как промежуточного
продукта;
2- электрошлаковый переплав металлической меди с солями
на разрабатываемых нами
установка малой
мощности, с переводом в шлак и выгоранием сопутствующих
примесей и
обеспечением
высокого
качества выплавленной меди до уровня высококачественной
товарной продукции. Дополнительной
промывки извлекаемых медных отходов при этом не
требуется.
Внедрение комплекса установок данной электротехнологической системы
позволит предприятиям:
-
расширять производство плат печатного монтажа без
необходимости увеличения мощностей очистных
сооружений;
-
повторно, наиболее полно (до 95-96,5% по весу от
количества первоначальных отходов) вовлечь
извлеченную медь в производство как ценный,
стратегический цветной металл;
-
значительно сократить площади для вынужденного
хранения гальванических отходов травления печатных
плат и вовлечь высвобождаемые площади в более
эффективное их использование;
-
улучшить экологическую обстановку как в условиях
производственного цеха, так и окружающей среды;
-
снизить вероятность техногенных катастроф при работе
с веществами 1-ого класса опасности;
-
организовать новые рабочие места;
-
повысить, в конечном итоге, окупаемость травильных
установок и эффективность всего производства.
На большинстве предприятий приборостроения,
изготавливающих печатные платы, в качестве травильных
растворов применяются кислые и щелочные электролиты
следующих составов:
|
Кислое травление: |
|
|
Кислота соляная
(33% ) |
40 – 50 мл/г |
|
Аммоний хлористый |
100 – 120 г/л |
|
Перекись водорода |
до изменения цвета |
|
Температура |
40 ± 5ºС |
|
РН |
3–5 |
|
Щелочное травление: |
|
|
Медь хлорная |
35 – 130 г/л |
|
Аммоний хлористый |
130 – 150 г/л |
|
Аммиак водный |
200 – 400 г/л |
|
Температура |
45 ± 5ºС |
|
РН |
9,3–9,7 |
|
|
При насыщении травильных растворов в
ваннах травления плат, принимаются решения о регенерации
электролита или о замене его на свежеприготовленный.
Схема дальнейших действий с отработанным электролитом
может быть следующей: - проводится электролиз электролита на нестандартном
оборудовании типа ГМ-01-206-00 нашего производства. При
этом извлекаются твердые отходы меди, а жидкие растворы
с пониженным содержанием меди после их анализа и
корректировки могут повторно использоваться для
травления печатных плат. Медьсодержащие отходы, извлеченные из травильных
растворов, в виде сульфидов и окислов меди, в реальных
условиях, при хранении более 2-3 дней под воздействием
повышенной влажности и наличия на их поверхностях
остатков химических реагентов, а также под воздействием
атмосферных условий (при временном хранении под
навесом), продолжают окисляться и через 10-12 дней
распадаются (особенно отходы щелочного травления) до
порошкообразного состояния, от светло-синего до
коричневого цвета, непригодного для дальнейшей
переработки. Под воздействием атмосферных условий медные
отходы также насыщаются влагой, окисляются и загрязняют
территорию предприятия. Требуются дополнительные затраты
по раздельному хранению кислых и щелочных медьсодержащих
материалов, большое количество воды для их промывки,
усилия по обезвреживанию участков, загрязненных
медьсодержащими отходами. Поэтому после извлечения меди
из электролизеров они должны быть переработаны в
ближайшее время. Для этих целей нами разработаны и
выпускаются различные установки малой мощности (емкости)
на базе электрошлакового переплава.
Разработанные нами электролизеры позволяют извлекать из
кислого электролита травления по 1,3 кг /час твердых
отходов, а из щелочного – по 1,6 кг/час медьсодержащих
отходов производства.
Из зарубежных аналогов конкуренцию нашим установкам
рециклинга травильных растворов и извлечения из них
меди, составляет установка типа EZ-3000 компании «ELO
CHEM» (Германия). Данная установка лишена многих
недостатков, в частности раствор регенерации в ней может
работать длительное время (до трех лет). Процесс
регенерации на установке EZ-3000 происходит в два этапа,
протекающих раздельно. На первом этапе происходит
постоянное восстановление травильного раствора в
установке. На втором этапе происходит электролитическое
восстановление меди из отработанного раствора.
Функционирование процесса травления меди и регенерации
меди на основе логической связи между собой обоих циклов
регенерации поддерживается автоматически. Однако,
стоимость установки EZ-3000 достаточно большая, дорогие
и используемые реактивы. Извлечение в ней меди из
отходов производства в виде обрезков печатных плат,
брака плат, пылевидных отходов сверления плат и других,
делает ее эксплуатацию дорогостоящей и мало
рентабельной.
Производительность установки EZ-3000 приблизительно 2,5
кг/час электролитически осажденного медьсодержащего
(97-98%) кускового материала в виде тонкостенных
металлических пластин. Медь содержащий кусковой
тонкостенный материал после извлечения, тщательной
промывки в большом количестве проточной воды и сушке на
воздухе, также окисляется, и в кратчайшее время этот
материал должен быть подвергнут дальнейшей переработке.
Полученные в установках EZ-3000 электролитически
осаженные медьсодержащие отходы (внешне такие же, как и
извлекаемые с наших электролизеров кислого травления),
также не могут быть использованы в собственном
производстве или в виде коммерческой меди в виду того,
что пластины являются хрупкими, часто не выдерживают
пластических деформаций, имеют в своем составе окислы и
сульфаты металлов (в значительно больших количествах,
чем извлекаемые из наших установок), являющиеся
результатом прошедших химических реакций при
регенерации, и также нуждаются в дальнейшей переработке.
Для переплава медьсодержащих отходов травления нами
используется метод электрошлакового переплава. В этом
случае отходы подаются в кристаллизатор через слой
флюса, активного по отношению к сульфидам и оксидам меди
и защищающего расплав меди от взаимодействия с
кислородом воздуха. Плавки ведутся в глухой
кристаллизатор, в кристаллизатор с вытяжкой слитка
цилиндрической формы, в тигли – накопители различной
конструкции. Для повышения качества переплавляемого
материала могут быть использованы управляемые
электролизные процессы.
Небольшие размеры плавильных участков, не большое
потребление электроэнергии, отсутствие специальных,
жестких требований к плавильным печам малой емкости
(до 50 кг), отсутствие жестких требованиям по
сертификации литейного участка, к высокой квалификации
обслуживающего персонала, возрастающие требования к
окружающей среде и экологии, все это обуславливает
перспективность разработки и выпуска разрабатываемых
нами печей и установок.
Выпускаемые нами электрошлаковые установки малой
мощности и тигли-накопители небольшой ёмкости (до 50 кг)
позволяют использовать их и для других целей, например
для переплава медной стружки и других порошкообразных и
гранулированных отходов.
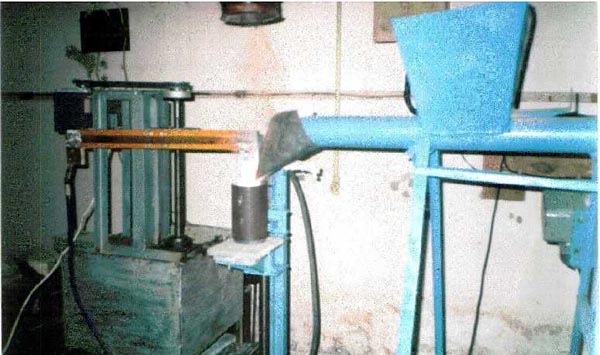
Одним из вариантов разработанных и предлагаемых нами для
реализации другим предприятиям участки, с необходимым
оборудованием для переплава извлекаемых отходов
травления печатных плат в товарную продукцию, могут быть
такими, как это показано на фотографиях рис.1, рис.2,
рис.3. |
 |
|
Рис.1. Участок ЭШП малой мощности для переплава
медьсодержащих отходов
травильных раствор печатных плат. |
 |
|
Рис.2. Переплав медьсодержащих отходов в установке ЭШП
малой мощности с вытяжкой слитка. |
 |
|
Рис.3. Установка ЭШП для переплава медьсодержащих
отходов травильных раствор печатных плат с
трансформатором типа ТДФЖ-2002. |
|
В качестве источников питания установок используются
однофазные и трехфазные сухие сварочные трансформаторы
типа ТШС-3000, ТДФЖ-1002, ТДФЖ-2002 и другие.
Характеристики некоторых приведены в таблице.
Таблица. Технические характеристики трансформаторов
ТДФЖ-1002, ТДФЖ-2002. |
|
Наименование |
ТДФЖ-1002 |
ТДФЖ-2002 |
|
Номинальный сварочный ток, А |
1000 |
2000 |
|
Диапазон регулирования сварочного тока, А |
300-1200 |
600-2200 |
|
Номинальное рабочее напряжение, В |
56 |
76 |
|
Номинальный режим работы, ПВ, % |
100 |
100 |
|
Внешняя характеристика |
пологопадающая |
пологопадающая |
|
Потребляемая мощность, кВт |
56 |
152 |
|
Коэффициент полезного действия, % |
86 |
90 |
|
Напряжение питающей сети, В |
380 |
380 |
|
Число фаз питающей сети |
3 |
3 |
|
Габаритные размеры, мм |
1400х750х1220 |
1400х750х1220 |
|
Масса, кг |
520 |
790 |
|
|
Для переработки медьсодержащих отходов могут быть
использованы и стандартные установки электрошлакового
переплава не большой и средней мощности типа А-550У и
др.
Некоторые из них, после нашей доработки, могут быть
непосредственно использованы для переплава таких отходов
в товарную продукцию (рис.4). Другие требуют доработки
или дооснащения разрабатываемыми нами необходимыми
дозирующими устройствами, плавильными агрегатами,
системами ручного и автоматического управления
процессами плавки, устройствами воздействия на структуру
и качество получаемого металла, дополнительными
установками подготовки материалов к плавке, новыми
технологиями, системами, обеспечивающими безопасность
работы для обслуживающего персонала (рис.5), системами
газопылеочистки.
Установка на тигель-накопитель специального устройства
(рис.5), обеспечивает экономичный энергетический режим
плавки за счет подачи переплавляемых материалов
непосредственно в зону максимального выделения мощности
ванны печи. Безопасность работы для обслуживающего
персонала иллюстрируется отсутствием, возможных брызг
металла и выхода газов за пределы плавильного
пространства печи. |
 |
|
Рис.4. Электрошлаковая установка с тиглем-накопителем,
производства предприятия г. Курска. |
 |
|
Рис.5. Комплектация тигеля-накопителя устройством
обеспечивающим экономичный режим плавки и безопасность
работы для обслуживающего персонала. |
|
Процесс электрошлакового переплава медьсодержащих
отходов травильных растворов печатных плат после их
извлечения и без последующей промывки в проточной воде
проводится на установке ЭШП малой мощности с
использованием флюса марки АНФ-6. Флюс АНФ-6, в отличие
от других флюсов, рекомендуемых для ЭШП меди и медных
сплавов различными другими авторами, для переплава
данных извлекаемых отходов травления печатных плат,
показал наилучшие результаты по качеству получаемого
металла.
В результате переплава отходов, извлекаемых из кислотных
и щелочных травильных растворов, посредством
электролизеров различных конструкций, были получены
медные слитки с содержанием меди 99,63% - 99,65%, что
соответствует марке меди М- 3, а на установке EZ-3000 –
с содержанием меди до 99,96% , что соответствует марке
М-0 по ГОСТ 859 – 2001 (рис.6).
Ведение электролизных процессов при ЭШП позволяет
значительно улучшить качество получаемой меди, позволяет
снизить потери меди на угар, марка получаемых слитков во
всех случаях получалась не ниже М-0.
Внешний вид медных слитков, полученных после ЭШП
медьсодержащих отходов и отходы травления, извлекаемые
из электролизеров, представлены на фотографиях (рис.6). |
 |
|
Рис.6. Фотография медных слитков, полученных после ЭШП
медьсодержащих отходов и кислотные отходы травления, извлекаемые из
электролизеров. |
|
Проведенные исследования выделения вредных веществ в
воздухе рабочей зоны, при опытных плавках медьсодержащих
отходов на установках ЭШП малой мощности, показали
отсутствие превышения предельно допустимых концентраций
(ПДК) вредных выбросов в атмосферу и окружающую среду.
Для поставки Вам требуемых печей, электролизеров, или
проектирования и монтажа литейного участка под «ключ»,
необходимо заключение договора.
Цены требуемых электролизных и плавильных установок
договорные.
Срок изготовления и поставки печей и электролизеров не
более 90 дней со дня поступления средств на расчетный
счет поставщика.
За наладкой, монтажом и эксплуатацией печей и
электролизеров в течение 2 месяцев после поставки
установок, осуществляем бесплатные консультации и
авторский надзор за внедрением, проводим обучение
заводского персонала реализации технологий и работе на
установках.
Готовы сотрудничать со всеми предприятиями и
организациями производящими печатные платы на различных
других взаимовыгодных условиях! |
|
|
|
Литература:
1. Никитин С.И., Авдеев Б.В., Булкин В.И. Проблемы
извлечения меди из травильных растворов производства
печатных плат и переработка её в товарную продукцию //
Труды Академии электротехнических наук Чувашской
Республики. №1, г. Чебоксары, 2003 г., стр.56-63.
2. Никитин С.И., Авдеев Б.В., Миронов Ю.М., Прутчиков
С.В., Корнев М.В., Кононов С.А. Разработка технологий
извлечения металлов из отходов промышленных предприятий,
обеззараживание и утилизация отходов металлургических,
гальванических, инструментальных и механических
производств // Труды Академии электротехнических наук
Чувашской Республики. №1, г. Чебоксары, 2004 г.,
стр.43-52.
3. Никитин С.И., Стрельников И.А., Авдеев Б.В., Булкин
В.И. Извлечение меди из травильных растворов
производства печатных плат и переработка её в товарную
продукцию // Актуальные проблемы вузовской науки и
промышленного производства. Сборник научных трудов.
Выпуск 2., Московский государственный открытый
университет, Москва, 2005 г., стр. 152 – 157.
4. Авдеев Б.В., Никитин С.И. «Сбор отходов меди после
сверления печатных плат и возврат их для последующего
использования // Труды Академии электротехнических наук
Чувашской Республики. №1, г. Чебоксары, 2005 г.,
стр.52-55.
5. Никитин С.И., Авдеев Б.В., Миронов Ю.М. Анализ и
выбор схем переработки медьсодержащих отходов травления
печатных плат и абразивосодержащих металлических отходов
механической обработки деталей // Труды Академии
электротехнических наук Чувашской Республики. №1, г.
Чебоксары, 2004 г., стр.56-67.
6. Авдеев Б.В., Никитин С.И., Миронов Ю.М., Владимиров
В.Г. Экологические аспекты электрошлакового переплава
медьсодержащих отходов травления печатных плат // Труды
Академии электротехнических наук Чувашской Республики.
№2, г. Чебоксары, 2005 г., стр. 36-39.
|
©2009 - 2011 Научный руководитель работ к.т.н. Никитин Сергей Иванович.
моб. телефон: 8-905-344-00-79, e-mail:
iofran@mail.ru
|
|