Семенова Ирина Сергеевна

Тема выпускной работы:Разработка математической модели распределения обжатий в вертикальных валках черновой клетей ШСГП
Научный руководитель: профессор кафедры ОМД Руденко Евгений Алексеевич
ОПРЕДЕЛЕНИЕ ВЛИЯНИЯ НА ВЫНУЖДЕННОЕ УШИРЕНИЕ РАСКАТОВ ДЕФОРМАЦИИ В ВЕРТИКАЛЬНЫХ ВАЛКАХ И ПАРАМЕТРОВ ЯЩЕЧНЫХ КАЛИБРОВ.
В настоящее время широкое применение получила технология редуцирования слябов в специальной редуцирующей универсальной клети широкополосных станов. Эта технология позволяет получить полосы шириной на 200 – 250 мм меньше ширины исходного сляба. Отклонение ширины полос от заданного значения во многом обуславливает величину боковой обрези, которая составляет 1,5 – 2% от общей обрези. Точность ширины зависит от точности определения вынужденного уширения раската после обжатия в вертикальных валках.
Большинство опубликованных исследований посвящены определению вынужденного уширения после обжатия в гладких и калиброванных вертикальных валках за один проход. Процесс редуцирования при значительном уменьшении ширины осуществляется за несколько (2 – 3) последовательных проходов.
В технической литературе отсутствуют исследования по определению вынужденных уширений в литературе в этих условиях. В этой связи работа является актуальной, так как направлена на повышение точности ширины горячекатаных полос путем учета влияния дробности деформаций в вертикальных валках на вынужденное уширение металла после обжатия в вертикальных валках.
Предварительно выполнили экспериментальное исследование вынужденного уширения на лабораторных станах с вертикальными и горизонтальными валками. Масштаб моделирования 1:30, материал – свинец.
Моделировали процесс редуцирования сляба шириной 1800 мм, толщиной 240 мм с обжатиями в вертикальных валках за один, два и три прохода.
На рисунке показаны зависимости частных вынужденных уширений по трем проходам ( δbвн1 , δbвн2 , δbвн3 ) от суммарного обжатия и от показателя характеризующего размеры ящичного калибра К кал .
Значение К кал определяли по формуле:
где hр, hд, bр - ширина калибра у разъема и дна, глубина калибра соответственно;
В – ширина сляба.
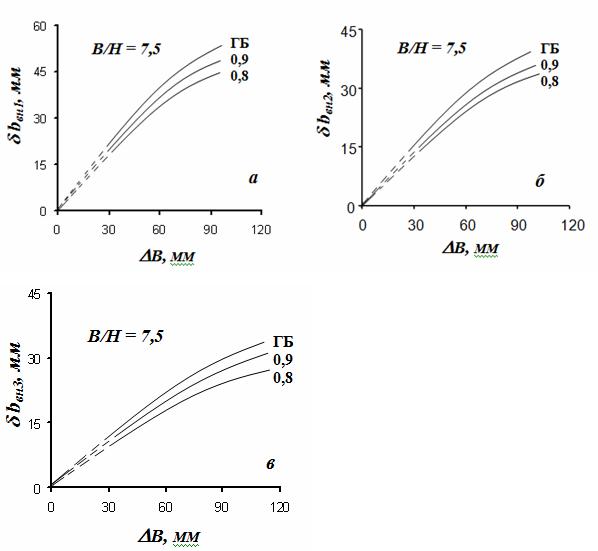
а – первый проход; б – второй проход; в – третий проход; ГБ – гладкие ВВ; цифры у кривых – значения критерия К кал калибра. Рисунок – Зависимость частных вынужденных уширений по проходам от обжатия ВВ.
Из рисунка также видно, что с увеличением обжатия в вертикальных валках вынужденное уширение возрастает. Вынужденное уширение после обжатия в калиброванных вертикальных валках меньше, чем на гладкой бочке. С увеличением значения показателя калибра, вынужденное уширение возрастает. Значение вынужденных уширений уменьшаются после последовательных обжатий в двух и трех проходах.
В дальнейшей работе будет исследовано влияние на вынужденное уширение В/Н, а также дробности обжатий.
* * Руководитель – д.т.н., профессор кафедри ОМД Руденко Е.А.