
1. Aims and objectives of the Master
3. Technique for testing of conveyor belts
3.1. Technique for determining the flammability of conveyor belts for friction on the drum
3.3. Methods of test for flammability of conveyor belts in the flames of an alcohol burner
3.4. Test methods for flammability of conveyor belts in the model (laboratory) galleries
4. Expected scientific innovation
The purpose of master's work is to assess the flammability of conveyor belts used to mine them. AF Zasyadko. Give recommendations on the use of cheaper but less flammable tapes.
Coal mines in Ukraine are characterized by complicated geological conditions of coal mining, despite the measures taken to improve the technology development, the industry remains one of the most dangerous on the appearance of emergency situations. Of particular danger is posed by underground fires. Poor state of fire safety, the use of underground synthetic materials, mineral oils, rubber and rubber parts of equipment, etc., in combination with coal and methane create a dangerous flammable environment.
The most common cause of underground fires is ignition of conveyor belts, in particular, the use of underground bands general purpose. Dangerous are the products of combustion containing toxic substances, which leads to the poisoning of workers.Therefore, all the conveyor belts used in underground conditions, must be checked for fire resistance.
In the mines are permitted to use trudnosgoaemye conveyor belts, which must meet a number of safety standards:
— must comply with safety requirements with regard to: Fire, toxic products of combustion and thermal oxidative decomposition, the tensile strength of butt joints;
— there shall be no ignition of fabric strips on the drum friction test rig. In this case, at the time of fracture belt surface temperature of the drum should be not more than 500 ° C.(For bands on polyvinyl chloride-based - no more than 325 ° C.);
— oxygen index must be at least 30%;
— after making a sample from a flame, a low-power heat source (alcohol burner) while self-extinguishing, must not exceed:
one sample with plates — 5 с;
one sample without the plates — 15 с;
total of six samples with the plates — 18 с;
total of six samples without the plates — 45 с,
this requirement applies only to tapes on PVC basis.
— the flame should not extend yourself on tape (in the absence of an external heat source) for one of the following tests:
а) in tests of fabric and rope belts after cessation of the flame of a powerful concentrated heat source (model gallery) in the presence of air flow should remain intact for at least 30% of the length of the sample tape from the plates;
b) in tests of fabric and rope belts after cessation of a powerful flame dispersed over the area of the heat source (propane grill) in the presence of air flow should remain whole and the width of the sample (intact flame) ribbon [1].
This procedure regulates the testing of mine hard inflammable fabric strips on the basis of rubber, PVC and other elastomers by friction on the drum at full belt slippage anddifferent modes of loading.
The experimental setup for determining the flammability of tapes in friction on the drumis shown in Fig. 1.

Tests are three specimens at 20 ± 5 ° C and relative humidity of 60 ± 10%.
One end of the sample tape (incoming branch) is fixed in the upper clamp stand and the other end (slack side) — in the lower clamp.
By lever and goods in the sample creates a tension that provides tight pressing of the sample surface at the site of contact with the tape drum.
After turning the engine to the sample tape is applied force 343 N to the duration of loading, 60 min. Then the load is doubled (686 H) and the test continued for another 30 minutes. If the sample is not destroyed, the load increases to 1029 N and the tests continue for another 30 minutes, and then is increased to 1372 h for another 10 min. If the sample is not destroyed, it is loaded to 1715 N and the tests continue to fracture. If in any loading tape drum temperature reaches 500 ° C (for tapes on the basis of PVC — 325 °С), then after 10 minutes test may be stopped without bringing the band to fracture.
Diagram of loading of the sample shown in Fig. 2.

In tests conducted visual observation of the flammability of the sample (flame red), anddetermine the maximum surface temperature of the drum, developed as a result of friction drum of tape. Temperature measurements carried out at the end of each stageof loading and separation of trials [2].
The technique used to test for flammability of conveyor belts and conformity conveyor belt operating conditions in coal mines.
Essentially, the method is to determine the minimum oxygen content in oxygen-nitrogen or oxygen-air gas mixture, in which a sample strip off for 180 sec.

This test is performed in a fume hood, when the ventilation, ambient temperature of 20 ± 5 ° C and relative humidity of 60 ± 10%.
A sample is placed vertically in a holder so that the upper edge of the sample separated from the upper edge of the glass vessel in height from 300 mm to not less than 100 mm.
Include the gas analyzer and heated it for at least 30 minutes. Serves to block regulation of oxygen and nitrogen, opened the valves on the unit control and regulate the flow of oxygen and nitrogen (or air) so that the flow mixture, which is controlled by rotameter, was equal to the nominal, but the oxygen concentration is controlled by gas analyzer, was close to desired. with flow-1 or 18 ± 1 l / min.Sets the speed of gas flow in the reaction vessel should be 40 ± 10 mm Sets the initial oxygen concentration of at least 26%. System was flushed with a gas mixture of at least 30. Set flame height of 50 mm.
Fix the sample in a holder fastened to the upper end of the rack, and set the reaction vessel in the neck of the adapter. System was flushed with a gas mixture of at least 30.
Produce ignition of the sample as follows. Tips and summarize the burner so that the high temperature flame zone covered the top and vertical surfaces of the sample over a length of about 6 mm.
The total duration of exposure of the flame on the sample of 30 with short breaks every 5 sec for samples with thickness up to 12 mm inclusive, and 45 samples greater thickness.
After ignition of the sample burner is removed, including a stopwatch and determine the burning time. During combustion, the concentration of oxygen should not vary by more than 0,2% by volume.
If the specimen burns more than 180 or the burnt than 50 mm, then for the next sample the oxygen concentration decrease, and if less than 180 - the increase.
Method of successive approximations determine the concentration of oxygen at which combustion of the sample continues to 30-240. In this range, oxygen index have at least three samples.
In the course of combustion capture processes accompanying the combustion (sparking the fall of the particles, uneven burning, smoldering).
Before the next test chamber is cooled to 23 ± 2 ° C [2].
To burner serves a certain amount of gas (see Table 1. - Gas flow, depending on the mode of trial). Regulate the flame so that the yellow halo of flame disappeared, and the blue cone inside the flame has a height of about 10 mm. Flame temperature measured by thermocouple. The sample tape is inserted into the holder. Gas burner for 15 minutes is the ignition feed. After 15 minutes clean the burner and watch the burning of the sample prior to its combustion or decay of the flame and smolder. Produce measurement of time during which the flame front passes benchmarks. Then the remainder of the sample removed from the gallery and were measured unburned portion of the tape up to 10 mm. Measure the full width of the interval in which no signs of damage (sintering, cracking, swelling of the strip surface, charring), obtained from exposure to flame [2].
The method is designed to test tissue samples of PVC tapes. Samples after removingthe heat source should damp out (burn out) for the standard time.

Set the temperature of the flame in 1050 ± 50 ° C at 50 ± 1 mm from the top of the burner.
The sample is fixed in the stand and introduced into the flame so that the longitudinal axis of the sample made an angle of 45 ± 5 ° from the vertical axis of the burner. The angle is determined by the pattern. The lower part of the sample should be at a distance of 50 ± 1 mm from the upper edge of the burner.
The test sample is kept in a burner flame for 45 ± 1 at off ventilation. Then clean the burner without flame extinction, and measures the attenuation of the sample prior to the disappearance of the flame. After that include ventilation and a test sample for 15serves the flow of air at speeds of 1.5 m / sec. In this case, fix the buildup of the flame [2].
The method consists in subjecting the sample tape Effects of concentrated flame of a gas burner in a model of horizontal tunnels with forced air flow, its combustion (with the spread of flame on the tape) after removal of the heat source and the measurements of the length of the unburned part of the sample. In this case, the tape must be tested to one of the following methods.
Used for the test technical propane cylinders, which is fed into the burner through the valve gear on the high-pressure hose with a minimum internal diameter of 6.3 mm. For a gallery of type B is used methane.
To measure the airflow in the combustion chamber is used vaned anemometer manual ASO-3. The gas flow rate is controlled by a rotameter type RM.
Time of ignition and combustion of the sample is recorded with stopwatch precision of the third class.
To measure the temperature of the burner used thermoelectric thermometer calibration of HA with a limit of measurement from 0 to 1100 ° C.
The sample size metal tape measure with a scale of 1 mm, thickness - caliper.
Sampling and sample preparation. From the conveyor belt cut in the longitudinal direction three samples of the total thickness dimensions (1200 ± 2) fo (120 ± 2) mm or (1200 ± 2) fo (90 ± 2) mm. The sample should not grab the edge of the sides of tapes.The maximum distance from the edges of tape 100 mm. Edges should be smooth, without notches and protruding strands of tissue framework. On one side, causing the transverse line (tag), such as chalk, through 100 mm from each other.
The samples were cut from the finished tape and the testing of the ashes kept at least 12 hours in a rectilinear state at a temperature of 20 ± 5 ° C.
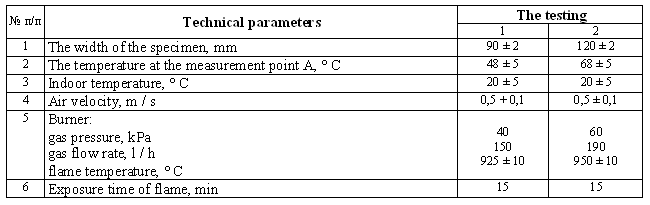
Testing. Prior to testing the model tunnel is heated so as to attain the temperature given in the Table. 1. In addition, it is necessary to measure the temperature in the room. Then, using a throttle valve installed air velocity in the tunnel, as measured by anemometer at 0,5 ± 0,1 m / s and do not modify it during the test.
To burner serves a certain amount of gas (see Table 1. - Gas flow, depending on the mode of trial). Regulate the flame so that the yellow halo of flame disappeared, and the blue cone inside the flame has a height of about 10 mm. Flame temperature measured by thermocouple. The sample tape is inserted into the holder. Gas burner for 15 minutes is the ignition feed. After 15 minutes clean the burner and watch the burning of the sample prior to its combustion or decay of the flame and smolder. Produce measurement of time during which the flame front passes benchmarks. Then the remainder of the sample removed from the gallery and were measured unburned portion of the tape up to 10 mm. Measure the full width of the interval in which no signs of damage (sintering, cracking, swelling of the strip surface, charring), obtained from exposure to flame [2].
Table 1
Comparison of the flammability of conveyor belts underground destination for European and Ukrainian standards. Certified Ribbon purchased abroad, pass input control when you receive ribbons at the coal mines, ie, their experience in the flames of an alcohol burner plates and without the plates. That represents the more stringent requirements for their flammability.
The main emphasis is on testing the gas burner, binding tape on the drum and chemical analysis.
Studying the scientific work of this direction, analyzes the current state of operatedconveyor belt at the mine named AF Zasyadko. At the end of the study will berecommendations when necessary to replace worn belts, using tapes of the Ukrainian and Russian production on the basis of their greater focus on existing conditionsextracted and economic benefits.

At the moment, Master's work is in progress. After December 2011. Full text of the paper available from the author or supervisor.