Назад в библиотеку
Системы диагностики процесса качания кристаллизатора машин непрерывного литья заготовок
Автор: Цупрун А.Ю., Кубкин Д.А., Антыкуз О.В., Колоколов А.В., Пильгаев В.М.
Источник: Украинская ассоциация сталеплавильщиков - информационный портал о черной и цветной металлургии
Аннотация
Цупрун А.Ю., Кубкин Д.А., Антыкуз О.В., Колоколов А.В., Пильгаев В.М. - Системы диагностики процесса качания кристаллизатора машин непрерывного литья заготовок
Современные МНЛЗ оснащены гидравлической системой привода механизма качания кристаллизатора. Широкое использование гидравлических механизмов качания стало возможным благодаря бурному развитию систем автоматического управления в 80-90-х годах ХХ века и ввода их в производственную среду. Наиболее важным функциональным элементом машины непрерывного литья заготовок принято считать кристаллизатор. Именно его работа в значительной степени определяет качество непрерывнолитой заготовки. Кристаллизатор выполняет функцию приема жидкого металла, попадающего в него из промежуточного ковша, а также перевода части жидкой стали в твердое состояние посредством отвода тепла охлаждающей водой. В ходе пребывания металла в кристаллизаторе от заготовки отводится от 10% до 30% всего тепла, которое аккумулировано металлом. При этом образовавшаяся корочка должна на выходе из кристаллизатора выдерживать ферростатическое давление жидкой фазы. Кроме того, внутренняя форма кристаллизатора определяет форму заготовки.
Учитывая важность физических процессов, протекающих в кристаллизаторе, а также их влияние на качество отливаемых заготовок, возникает необходимость постоянного мониторинга работы системы качания кристаллизатора.
Специалистами НПО “ДОНИКС” совместно со специалистами ЗАО НКМЗ разработан ряд диагностических систем, позволяющих производить постоянный контроль работы различных узлов МНЛЗ.
Система контроля усилия вытягивания заготовки МНЛЗ (разработана для МНЛЗ НЛМК)
В процессе разливки стали на МНЛЗ кристаллизатор осуществляет возвратно-поступательное движение, что способствует упрочнению корочки непрерывнолитой заготовки. Это необходимо для предотвращения прилипания корочки заготовки к стенке кристаллизатора и отрыва верхней тонкой части корки от движущегося слитка вследствие трения о стенки кристаллизатора. В процессе разливки металла возникают ситуации когда сформированная корочка не отрывается от стенок кристаллизатора, то есть происходит «подлипание» металла. Данная ситуация может привести к формированию поверхностных дефектов заготовки, а в отдельных случаях и к прорыву металла. Своевременная диагностика подобных ситуаций позволяет избежать выпуска некачественного продукта и предотвратить создание аварийных ситуаций.
Современные МНЛЗ оснащены механизмами качания кристаллизатора с гидравлическим приводом. На рис. 1 представлена функциональная схема системы контроля усилия вытягивания заготовки.
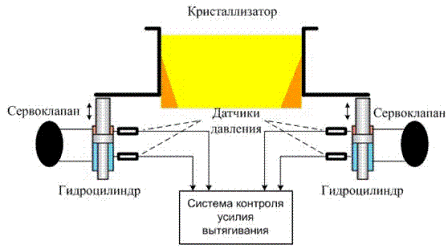
Рис. 1. Функциональная схема системы контроля усилия вытягивания заготовки
Каждая полость гидроцилиндра оснащена датчиком давления рабочей жидкости. Информация с этих датчиков поступает в систему контроля усилия вытягивания заготовки, где определяются моменты «подлипания» металла к стенкам кристаллизатора (неадекватное увеличение усилия при движении кристаллизатора). Для определения нештатных ситуаций в процессе разливки металла необходимо исключить из расчетов работу качания механизма без металла. С этой целью перед разливкой проводится обучение системы без заполнения кристаллизатора металлом. Данная процедура проводится во всем диапазоне скоростей разливки для заданного сечения отливаемой заготовки.
Во время разливки металла системой производится постоянный расчет работы, необходимой для обеспечения цикличного движения кристаллизатора с металлом. Резкое увеличения данного параметра при неизменности соответствующей работы на «холостом ходу» сигнализирует о моменте «подлипания» корочки слитка к стенкам кристаллизатора. В этой ситуации производится формирование предупреждающего сигнала об аварийной ситуации и информирование оператора о возможном прорыве металла.
Система контроля перемещения кристаллизатора МНЛЗ (разработана для МНЛЗ «Азовсталь»
Работа механизма качания кристаллизатора является наиболее важной в процессе формирования формы заготовки. Но кроме положительных аспектов, осцилляция кристаллизатора оказывает и негативное воздействие на отливаемую заготовку. Это формирование так называемых следов качания, которые представляющих собой углубления в виде поперечных канавок, которые могут являться причинами образования трещин. В таком случае к пространственному перемещению кристаллизатора предъявляются повышенные требования.
Основное перемещение кристаллизатора осуществляется в вертикальной плоскости. Кроме всего прочего существует вероятность перемещения еще и в двух горизонтальных направлениях. Перемещение кристаллизатора в горизонтальном направлении, совпадающем с технологической осью, обусловлено наличием зазоров и люфтов в элементах крепления, а также в радиальных и криволинейных МНЛЗ - движением кристаллизатора по заданному радиусу. Движение кристаллизатора в горизонтальном направлении, перпендикулярном технологической оси вызвано наличием зазоров, люфтов и т.п.
На рис. 2 представлена функциональная схема системы определения перемещения кристаллизатора.
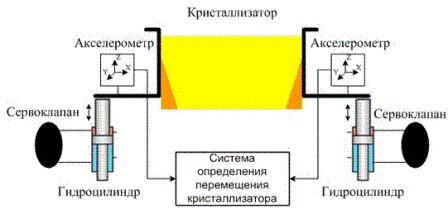
Рис. 2. Схема системы качания кристаллизатора с серво-гидравлическим приводом
С целью получения более полной информации о траектории движения кристаллизатора во время разливки, а также контроля радиуса качания, скорости движения кристаллизатора и его технического состояния, на подвижной раме устанавливается один или два (в случае слябовой МНЛЗ) трехосевых акселерометра. Сигналы ускорений по каждой оси перемещения поступают в систему определения перемещения кристаллизатора.
Математическое обеспечение системы позволяет из исходных данных получать расчетные значения скоростей движения по трем осям, перемещения кристаллизатора в вертикальном и двух горизонтальных направлениях. Кроме всего прочего, к функциям этой системы относится получение графиков перемещения кристаллизатора в горизонтальных направлениях в зависимости от его положения при движении в вертикальном направлении: X(Z) и Y(Z) (Z - перемещение кристаллизатора в вертикальном направлении, X - перемещение кристаллизатора в горизонтальном направлении, перпендикулярном технологической оси машины, Y - перемещение кристаллизатора в горизонтальном направлении вдоль технологической оси машины). Данная функция позволяет оценить продольные перемещения при вертикальном движении кристаллизатора. Выход полученных параметров за пределы допустимых значений свидетельствует об ухудшении технического состояния механизма качания кристаллизатора, что сказывается на качестве поверхности непрерывнолитой заготовки, а также ведет к повышенному износу внутреннего контура самого кристаллизатора и износу элементов его привода.
Система контроля перемещения кристаллизатора разработана на аппаратной базе промышленного персонального компьютера с использованием программного пакета LabView
LabView обладает средствами для создания виртуальных устройств различного назначения, напрмер осциллографов, анализаторов спектра, и обработки данных, полученных как в режиме реального времени от физического объекта, так и в виде набора исходных данных. Эта система разработана фирмой «National Instruments». Основным принципом построения систем сбора, обработки и управления на базе оборудования и программного обеспечения этой фирмы является возможность превращения персонального компьютера в измерительный комплекс с требуемыми метрологическими характеристиками.
С использованием программы LabView появилась возможность на основании информации от первичных датчиков и соответствующих программных средств осуществлять функции множества измерительных приборов различного назначения, а также функции обработки результатов измерений. Запись больших массивов данных позволяет запоминать результаты эксперимента, что дает возможность проводить ретроспективный анализ, статистическую обработку и т.д.
Некоторые сигналы, полученные с помощью данной системы представлены на рис. 3 и 4.

Рис. 3. Экран визуализации системы контроля перемещения кристаллизатора

Рис. 4. Визуализация перемещения кристаллизатора в направлении, перпендикулярном технологической оси в зависимости от его вертикального перемещения.
Выводы
Современную МНЛЗ невозможно представить без автоматизированных систем мониторинга механизма качания кристаллизатора, используемую в комлексе с гидравлическим приводом. Для слябовых МНЛЗ, производимых ООО «Новокраматорский машиностроительный завод», авторами были разработаны система контроля усилия вытягивания заготовки и система контроля перемещения кристаллизатора МНЛЗ, которые позволяют получать всестороннюю информацию об усилиях, возникающих при вытягивании заготовки, осуществлять контроль за перемещением кристаллизатора, техническим состоянием механизма качания, выдерживать такие технологические параметры, как время опережения, NSP в заданных диапазонах. Кроме того, эти системы позволяют выявлять такие нештатные ситуации, как подвисание заготовки. Все эти фунции выполняются в режиме реального времени в процессе разливки.
Список использованной литературы
1.Смирнов А.Н. Процессы непрерывной разливки / А.Н. Смирнов, В.Л. Пилюшенко, А.А. Минаев и др. – Донецк: ДонНТУ, 2002. – 536 с
2. Еланский Г.Н. Оптимизация режимов работы кристаллизаторов МНЛЗ / Г.Н. Еланский, И.Ф. Гончаревич // Сталь. – 2006. - №10. – С. 18-21.
3. Darle T. Hydraulic Oscillation of the CC Slab Mold at Sollac Florange: First Industrial Results, Future Developments / T. Darle, [et al] // Steelmaking Conference Proceedings. - 1993. – Warrendale: 1993. – P.209-218.
4. Смиpнов А. Н. Некотоpые подходы к выбоpу pациональных паpаметpов качания кpисталлизатоpов МНЛЗ / А. Н. Смиpнов, О. В. Антыкуз, А. Ю. Цупpун, В. М. Пильгаев // Электрометаллургия. – 2008. - №5. – С. 22-30.
5. Айхингер А. Новейшее оборудование для высокопроизводительной непрерывной разливки / А.Айхингер, К. Фрауэнхубер, Х.Хёдль [и др.] // Сталь. – 2000. - №3. – С. 25-28.
6. Hydraulic drive technology for mold oscillation in continuous castings plant / Rexroth Bosh group
7. Загидуллин Р.Ш. LabView в исследованиях и разработках / Р.Ш. Загидуллин // М.: Горячая линия - Телеком - 2005. - 352 с.: ил.