Аннотация
А.Н.Смирнов, А.С.Хобта, Е.Н.Смирнов, А.И.Серов, А.П.Верзилов - Особенности разливки стали из промежуточного ковша МНЛЗ с применением шиберного затвора
В практике непрерывной разливки стали особое функциональное значение имеет технология и оборудование дозирования металла, вытекающего из промежуточного ковша в кристаллизатор. При этом технологи стремятся обеспечить определенный удельный расход стали (в соответствии со скоростью вытягивания заготовки), максимально компактную поверхность струи, а также ее защиту от вторичного окисления.
Наибольшее распространение в современных МНЛЗ получил способ дозирования с помощью системы «стопор-моноблок» – «стакан-дозатор», обеспечивающий высокую стабильность процесса литья [1,2]. Тем не менее, такая схема разливки имеет определенные эксплуатационные недостатки, существо которых сводится к:
- возможности износа или механического разрушения головки стопора в процессе литья;
- налипанию частиц глинозема в области контакта головки стопора с поверхностью стакана-дозатора.
Данные недостатки отчасти затрудняют эффективное дозирование стали и, как следствие, приводят к сбоям в работе системы автоматического поддержания уровня металла в кристаллизаторе [3,4]. Также следует иметь в виду, что привод механизма перемещения стопора-моноблока в автоматическом режиме управления оказывается достаточно инерционным, что, в свою очередь, ограничивает достижение высокой степени точности работы этой системы. Такой эффект в наибольшей степени проявляется при производстве заготовок малых сечений с высокой скоростью разливки.
Альтернативным решением, которое получило широкое распространение на ряде металлургических заводов мира, следует считать использование трехплитного шиберного затвора (рис.1), установленного в днище промежуточного ковша. Дозирование стали осуществляется за счет частичного перекрытия разливочного канала при изменении положения средней плиты. При этом выполненные промышленные исследования позволили обосновать ряд позитивных моментов применения шиберных затворов для непрерывной разливки сортовой заготовки [5-7]. В частности, использование технологии разливки через трехплитный шиберный затвор обеспечивает широкие возможности для реализации комплексного автоматического контроля всего процесса разливки. Как правило, он включает в себя автоматический старт процесса разливки, контроль и поддержание уровня металла в кристаллизаторе, автоматическое регулирование скорости разливки и окончания процесса разливки, в том числе и при временном перекрытии шибера (например, при замене погружного стакана) и т.д. Благодаря этому достигается функциональная стабильность работы МНЛЗ, в том числе ее высокая степень готовности к корректировке режимов литья непосредственно в ходе разливки. Кроме того, требуемая высокая точность в поддержании уровня металла в кристаллизаторе обеспечивает также повышение качества поверхности заготовки, а комплексная автоматизация дает снижение объема трудовых затрат, предполагая разливку «без участия человека». При этом значительно уменьшается количество прорывов металла и переполнений кристаллизатора.
Целью настоящих исследований являлось изучение особенностей движения струи металла в разливочном канале промежуточного ковша и оценка влияния различных положений средней плиты шибера на стабильность процесса литья применительно к разливке на сортовой МНЛЗ.
Электросталеплавильный комплекс ООО «Электросталь» имеет в своем составе 50-тонную высокопроизводительную ДСП, установку ковш-печь и 3-х ручьевую сортовую МНЛЗ [8]. Первоначально согласно проекта предусматривалась разливка стали в кристаллизатор сечением 125x125 мм и 135x135 мм открытой струей. Между тем сформировавшаяся в последнее время потребность в расширении марочного сортамента качественных углеродистых и легированных марок стали (преимущественно для потребностей машиностроения), обусловила необходимость как в дальнейшем повышении стабильности процесса литья за счет более качественного дозирования металла вытекающего из промковша в кристаллизатор, так и в реализации технологии полной защиты струи метала от вторичного окисления на участке «стальковш – кристаллизатор».
Представленная на рис.1 схема разливки через трехплитный шиберный затвор была реализована при модернизации сортовой МНЛЗ в ЭСПЦ ООО «Электросталь» (г.Курахово). Следует особо подчеркнуть, что применительно к условиям отливки сортовой заготовки в условиях высокоскоростной МНЛЗ подобная модернизация была выполнена в Украине впервые.
Первичное опробование системы подачи стали из промковша через трехплитный шиберный затвор в условиях сортовой МНЛЗ ООО «Электросталь» показало, что он в функциональном плане обеспечивает эффективное дозирование металла в течение всего цикла разливки. При этом затягивания разливочного канала не наблюдалось. Между тем при разливке углеродистых сталей с повышенным содержанием кремния достаточно часто имело место постепенное (в течение нескольких десятков минут) затягивание отверстия разливочного стакана, что в дальнейшем приводило к прекращению процесса подачи стали в кристаллизатор. При этом весьма характерным моментом являлось то, что эффект затягивания наблюдался даже при достаточно высоких значениях перегрева металла в промковше над температурой ликвидус (45-50оС и выше).
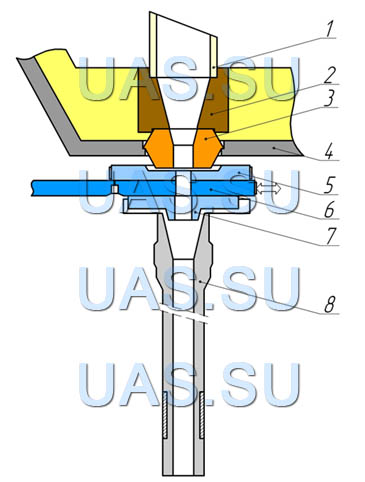
Рисунок 1 – Схема подачи стали из промковша через трехплитный шиберный затвор: 1 – стартовая труба; 2 – гнездовой блок; 3 – стакан-дозатор; 4 - кожух промковша; 5 – верхняя плита шиберного затвора; 6 – средняя плита шиберного затвора; 7 – нижняя плита шиберного затвора; 8 – погружной стакан
Для определения возможных причин затягивания разливочного канала, в качестве базовой была взята сталь 55С2, при разливке которой наблюдалось наибольшее число случаев затягивания (остаточное содержание алюминия в стали составляло 0,009-0,015%). Для исследования было отобрано 10 стаканов-дозаторов с остатками металла, образовавшимися после остановки процесса разливки. В дальнейшем стаканы механически разрушались и выполнялась комплексная оценка состояния рабочей поверхности разливочного канала.
На первом этапе в ходе визуального осмотра внутренней поверхности гнездовых стаканов установлено, что значительных отложений частиц глинозема, которые характерны для разливки стали раскисленной алюминием, не наблюдается. В тоже время, обращает на себя внимание факт образования шлакометаллического граничного слоя между огнеупорным материалом и жидкой сталью (рис.2). В большинстве случаев толщина слоя находилась в пределах 1,5-3,0 мм. По всей видимости, образование этого слоя следует связывать с пропиткой сталью пограничного слоя рабочей поверхности стакана-дозатора.
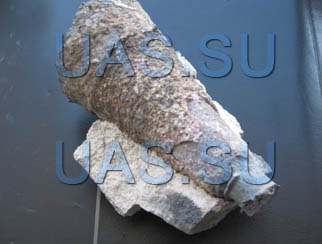
Рисунок 2 – Внешний вид гнездового стакана с застывшей сталью после его разрушения
На втором этапе исследований, извлеченные из стакана-дозатора так называемые «корни» застывшей стали разрезались в продольном направлении и шлифовались. Макроструктура стали в отобранных образцах выявлялась методом глубокого травления в 50% растворе соляной кислоты при температуре +70oС в течение 50 мин по ГОСТ 10243 – 73.
Установлено, что все отобранные темплеты можно условно разделить на две группы:
- образцы с плотной макроструктурой без видимых следов осевой рыхлости или усадочной пористости (рис.3а);
- образцы с большим количеством инородных включений, которые имеют четко позиционируемый характер залегания в местах уменьшения проходного сечения (рис.3б).
Для первой группы образцов, затягивание разливочного канала следует связывать с тем, что температура разливаемого металла в гнездовом стакане-дозаторе приближалась к значению температуры ликвидус в момент его попадания в разливочный канал. Это подтверждается плотной равноосной структурой во всем сечении и отсутствием признаков усадочной пористости, характерной для затвердевания замкнутых объемов. Более того, характерные светлотравимые области, расположенные по периферии темплета, следует рассматривать как участки, где происходили повышенный отвод тепла через стенки стакана и постепенное «намораживание» стали.

Рисунок 3 – Макроструктура продольных темплетов из различных гнездовых стаканов
Для образцов второй группы характерным является то, что их макроструктура характеризуется ярко выраженными зонами налипания макровключений вдоль боковой поверхности гнездового стакана, которые имеют вид конусных заострений. Данный факт хорошо согласуется с результатами работы [9] и, в свою очередь, свидетельствует о высокой интенсивности протекания диффузионных процессов. Величина и взаимное расположение конусных заострений обусловливают изменение направления течения металла (показано стрелками), сопровождающегося образованием застойных зон при уменьшении «живого» сечения разливочного канала. Отсутствие на темплете светлотравимых областей позволяет предположить, что затягивание разливочного канала происходит, в первую очередь, вследствие его перекрытия отложениями неметаллических включений в так называемых «мертвых» областях, формирующихся при смещении средней плиты шиберного затвора.
В ходе выполнения третьего этапа исследований основное внимание было сконцентрировано на изучении особенностей гидродинамических явлений, происходящих внутри разливочного канала стакана-дозатора и трехплитного шиберного затвора на математической модели. Подобный подход к исследованию гидродинамических явлений в рассматриваемом процессе хорошо себя зарекомендовал в металлургической практике [10]. Разработанная математическая модель была реализована с помощью метода конечных элементов в прикладном пакете ANSYS [11,12]. Результатами расчетов являлись значения векторов скорости и суммарной скорости движения стали.
Для всей области вычислений применили следующие граничные условия:
- скорость потока на входе в стакан-дозатор задается соответственно массовому расходу металла на выходе из шиберного затвора; давление жидкости внутри разливочного канала остается постоянным;
- в вертикальной плоскости симметрии приняли нормальный градиент всех переменных, кроме скорости, перпендикулярной поверхности гнездового стакана;
- скорость, перпендикулярная поверхности гнездового стакана принималось равной нулю.
Расчеты выполнены для 5 положений средней шиберной плиты, при которых открытая площадь поперечного сечения разливочного канала составляла 1,0; 0,90; 0,80; 0,70 и 0,60 от площади сечения отверстия средней плиты соответственно. Количество итераций для сходимости решения в каждом из рассмотренных случаев составило 90.
Результирующие изображения характера истечения стали через стакан-дозатор при различных положениях средней плиты шиберного затвора представлены на рис.4.
Моделирование показало, что по мере смещения отверстия средней плиты относительно отверстий в верхней и нижней плитах наблюдается появление и развитие в движущейся струе вихрей и областей с меньшей скоростью движения (рис. 4а). Видно, что благоприятная картина истечения металла из промковша через шиберный затвор в основном сохраняется при уменьшении величины открытой площади поперечного сечения отверстия средней плиты до 0,9 от ее номинального значения. При этом ниже средней шиберной плиты поток жидкости заполняет весь свободный объем разливочного канала и движется вниз, что обеспечивает равномерное и симметричное истечение.
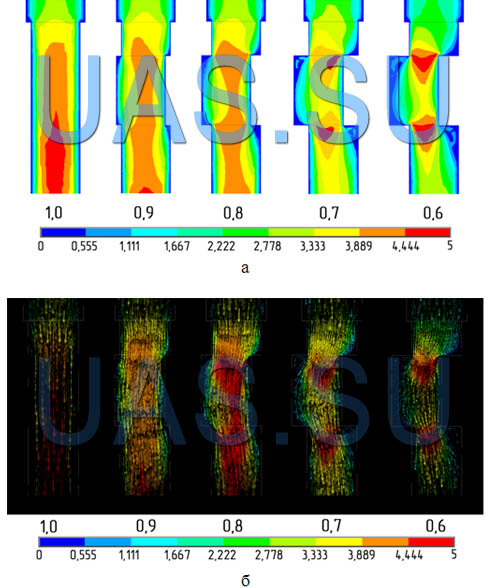
Рисунок 4 – Распределение полей (а) и векторов (б) скоростей (м/с) в струе стали разливочного канала при различных положениях средней шиберной плиты
При уменьшении величины открытой площади поперечного сечения отверстия средней плиты до 0,7…0,8 от ее номинального значения гидродинамическая картина движения струи характеризуется меньшей стабильностью. Вследствие того, что средняя шиберная плита перекрывает значительную часть поперечного сечения разливочного канала, в этой зоне образуется выступ, обусловливающий появление застойной зоны непосредственно в области отверстия средней плиты, а жидкостный поток смещается преимущественно к противоположной стенке средней плиты.
При этом в верхней и нижних плитах формируются ярко выраженные зоны со слабым движением металла, а в нижней плите поток стали не всегда может заполнить полностью все сечение отверстия. Можно предположить, что именно такое положение средней плиты является причиной появления отложений неметаллических включений, хорошо видных на рис.3б.
При еще бoльшем перекрытии разливочного канала (менее 0,7) стабильность течения металла в шиберном затворе полностью нарушается, поскольку вследствие выступа средней плиты формируются зоны движения металла с малой скоростью («застойные» зоны). В этих зонах происходит отложение неметаллических включений, а также намерзание капель металла на стенки огнеупоров. Между тем в дальнейшем даже при возвращении средней плиты в номинальное положение образовавшиеся твердые наросты будут препятствовать нормальному процессу литья.
Вышеизложенные результаты хорошо согласуются с выполненными на МНЛЗ промышленными наблюдениями, согласно которым интенсивность развития процессов затягивания отверстия шиберного затвора также возрастала при увеличении величины перекрытия разливочного канала средней шиберной плитой. Это следует связывать возрастанием роли таких факторов как загрязненность стали неметаллическими включениями, температура разливаемой стали, величина теплопроводности огнеупорных материалов шиберных плит и стакана-дозатора и т.п. Все эти обстоятельства могут значительно снижать эксплуатационный ресурс работы шиберного затвора.
На основании рассмотренных исследований предложено выбор диаметра отверстия в плитах шиберного затвора осуществлять из условия, чтобы расход жидкой стали при разливке с номинальными режимами обеспечивался при положении средней плиты, соответствующем открытой площади поперечного сечения отверстия на уровне 0,95-0,90. При этом перекрытие отверстия разливочного канала до уровня 0,85-0,80 допускается в качестве штатного режима литья в случае производственной необходимости.
Применительно к условиям разливки на сортовой МНЛЗ ООО «Электросталь» рекомендуемый диаметр внутреннего отверстия шиберных плит составляет 25-28 мм в зависимости от сечения заготовки и скорости ее вытягивания. Увеличение диаметра отверстия от первоначально опробованного на 10-20% , в определенной степени, будет способствовать снижению скорости затягивания разливочного канала, поскольку отложения глинозема, формирующиеся в виде различного рода перемычек и наростов, постоянно разрушаются и смываются движущимся потоком металла. Соответственно, вероятность процесса затягивания внутренней полости разливочного канала в некоторой степени снижается.
В качестве дополнительного мероприятия для снижения эффекта затягивания разливочного канала на сортовой МНЛЗ также рекомендовано использовать огнеупорные изделия с низким содержанием Al2O3 (на уровне 35-40%), что повышает теплоизолирующую способность материала разливочного стакана в сравнении с высокоглиноземистым материалом.
Заключение
- Применение трехплитного шиберного затвора для дозирования стали, вытекающей из промковша сортовой МНЛЗ, в целом обеспечивает высокую стабильность и автоматизацию процесса литья. Высокая точность в поддержании уровня металла в кристаллизаторе обеспечивает также повышение качества поверхности заготовки, а высокая степень автоматизации обеспечивает снижение объема трудовых затрат, предполагая разливку «без участия человека».
- По мере смещения отверстия средней плиты шиберного затвора относительно отверстий в верхней и нижней плитах наблюдается появление и развитие в движущейся струе вихрей и областей с меньшей скоростью движения, что препятствует поддержанию стабильности процесса литья. Благоприятная картина истечения металла из промковша через шиберный затвор в основном сохраняется при уменьшении величины открытой площади поперечного сечения отверстия средней плиты до 0,9 от ее номинального значения. При большем перекрытии отверстия разливочного канала образуются так называемые «мертвые» зоны, в которых течение металла замедляется и начинается образование отложений, которые изменяют характер истечения потока и приводят к досрочной замене шиберного затвора.
- Применительно к условиям разливки на сортовой МНЛЗ ООО «Электросталь» (сечение заготовки 125x125 мм и 135x135 мм) рекомендуемый диаметр внутреннего отверстия шиберных плит составляет 25-28 мм в зависимости от сечения заготовки и скорости ее вытяжки. Вероятность процесса затягивания внутренней полости разливочного канала с увеличением диаметра отверстия в некоторой степени снижается.
Список использованной литературы
- Смирнов А.Н., Куберский С.В., Штепан Е.В. Непрерывная разливка стали // Алчевск: ДонДТУ, 2010. – 520 с.
- Sahai Y., Emi T. Tundish Technology for Clean Steel Production. – New Jersey: World Scientific, 2008. – 316 p.
- Гаук Ф., Петшке Ю. Износ погружных стаканов и образование отложений глинозема при непрерывной разливке стали// Огнеупоры для МНЛЗ: Труды конференции. – М.: Металлургия, 1986. – С.62-75.
- Flow Dynamics and Inclusion Transport in Continuous Casting of Steel / B.G.Thomas, Q.Yuan, L.Zhang, S.P.Vanka // Proceedings of NSF Conference “Design, Service, and Manufacturing Grantees and Research” , Birmingham, Al, January 6-9, 2003. – University of Alabama: R.G.Reddy, ed., 2003. -P.2328 - 2362.
- Тиннес Б. Опыт эксплуатации шиберных затворов промежуточных ковшей // Огнеупоры МНЛЗ. Труды конференции. – М.: Металлургия, 1988. – С.121-130.
- Pfyl A., Fernandez J., Nieto J. Operation of a 3-plate tundish gate for slab casters with non-stop SN-change at ISPAT Mexicana in Lazaro Cardenas, Mexico // Proceedings 3rd European Conference of Continuous Casting. Madrid-Spain, October 20-23, 1998. – Madrid: 1998. – P.667-667.
- Havenga F., Botes S. Changeover from a 2-plate tundish sliding gate (T70) to a plate tundish sliding gate (33QC-SNS) at the continuous casters V1&V2 of ISCOR’s Vanderbijlperk Works in South Africa // Proceedings 4rd European Continuous Casting Conference. Birmingham, UK, 14-16 October, 2002. – Birmingham: IOM Communication, 2002. – P.112-121.
- Развитие металлургического мини-завода ООО «Электросталь» и повышение его производительности / А.Н.Смирнов, А.С.Хобта, А.И.Смирнов и др. // Сталь. 2011. №1. – С.34-37.
- Inclusions and nozzle clogging during steel continuous casting process / Li Shusen, Jin Wei, Zhang Lifeng e.a. // The Iron and Steel Technology Conference and Exposition (AISTech 2008), Pittsburgh, Pa, May 5-8, 2008. - Warrendale (Pa): AIST. 2008. – P.1247-1261.
- Numerical simulation of Al[2]O[3] deposition at a nozzle during continuous casting / Yuan Fangming, Wang Xinghua, Zhang Jiongming, Zhang Lifeng. // Univ. Sci. and Technol. Beijing. 2008. 15. No.3. - P.227-235.
- Каплун А.Б., Морозов Е.М., Олферьева М.А. ANSYS в руках инженера. – М.: Едиториал УРСС, 2003. – 272 с.
- Mazumdar D., Guthrie R.I.L. The Physical and Mathematical Modelling of Continuous Casting Systems // ISIJ International. 1999. Vol.39. No.3. – P.525-548.