Библиотека
Возможности комплексной переработки шихт на основе сернистых углей Донбасса
Маковский Р.В., Кулакова В.О., Бутузова Л.Ф.
Донецкий национальный технический университет
Источник: Третья Всеукраинская научная конференция студентов и аспирантов « Химия Каразинские чтения – 2011» (ХКЧ–11), 18–21 апреля 2011 года: тезисы докладов. – Х.: ХНУ имени В.Н. Каразина, 2011. – 222 с. (с.91–92).
Решение проблем усовершенствования работы коксохимических произ-водств Украины возможно, в первую очередь, за счет реформирования и развития сырьевой базы, а также повышения качества кокса. Современные условия углеобеспечения нуждаются в разработке новых подходов при составлении угольных шихт.
Цель работы – изучение влияния типа углей по восстановленности на выход и состав химических продуктов полукоксования, как основной стадии термической деструкции, с целью более рационального и эффективного использования отечественной сырьевой базы.
В качестве объектов исследования использовали слабовосстановленный уголь марки Г типа «а» (Га), пласт k7 ш. «Центральная»следующего состава: Wa=2,2 %; Adt=5,2 %; Vdaf=36,0 %; Cdaf=85,1 %; Hdaf=5,11 %; Sdt=1,22 %, и восстановленный уголь марки Ж типа «в» (Жв), пласт k8 ш. им. Засядько следующего состава: Wa=0,8%; Adt=2,7 %; Vdaf=31,7 %; Cdaf=87,3 %; Hdaf=5,23 %; Sdt=2,81 %, а также их шихты при разных соотношениях компонентов: Га/Жв = 50/50 % и Га/Жв = 30/70 %.
Процесс полукоксования проводили следующим образом: 20 г навески поместили в реторту, присоединили к ней колбу Вюрца для сбора смолы и воды, газометр для приема газа. После окончания эксперимента определяли выход полукокса, смолы, воды (табл. 1). Объем газа, образовавшегося в результате проведения процесса полукоксования, определяли по ГОСТ 3168–66. Общую плотность газа рассчитывали по плотностям отдельных компонентов. Состав газа определяли в аппарате ВТИ (рис.1).
Таблица 1 – Выход продуктов полукоксования, % daf
| Уголь, шихта | Полукокс | Пирогенетическая вода | Смола | Газ |
| Га | 69,8 | 6,2 | 10,0 | 14,0 |
| Жв | 74,5 | 2,7 | 8,5 | 14,3 |
| Га/Жв = 50/50% | 72,3 | 3,5 | 9,7 | 14,5 |
| Га/Жв = 30/70% | 72,4 | 3,3 | 9,7 | 14,6 |
Из табл.1 видно, что при использовании угля Га получаем больший объем смолы и пирогенетической воды, но наименьший выход полукокса. Получение большего количества парогазовых продуктов объясняется наличием большего числа алифатических фрагментов и кислородсодержащих функциональных групп в органической массе газового угля. Это подтверждается более низкой температурой начала деструкции органической массы образцов: для угля Жв – 350 оC, шихты Га/Жв=30/70% – 338 оC, шихты Га/Жв=50/50% – 328 оC.
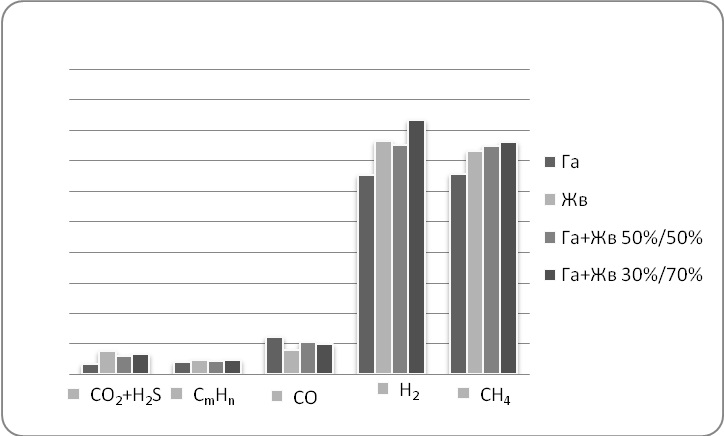
Рисунок 1 – Количественный анализ полукоксового газа, мл/гdaf
Анализируя результаты, полученные в ходе проведения процесса полукоксования (рис.1), становится очевидным, что полукоксовый газ слабовосстановленных углей Га отличается большим содержанием CO, поскольку их органическая масса содержит много различных функциональных кислородсодержащих групп, которые интенсивно разрушаются в температурном интервале полукоксования. Восстановленные угли Жв обогащены сернистыми соединениями, поэтому увеличение доли жирных углей в шихте приводит к возрастанию суммарного выхода CO2+H2S. Например, для шихты Га/Жв=30/70 % он составляет 6,54 %, что свидетельствует о более полном обессеривании твердого остатка и переходе серы в газовую фазу. Полукоксовый газ, полученный при использовании шихты данного состава, характеризуется высоким содержанием водорода, метана и непредельных углеводородов, а, следовательно, он обладает большей теплотой сгорания.
Исходя из полученных данных, можно сделать вывод, что использование высокосернистого жирного угля и малосернистого газового угля при соотношении компонентов Га/Жв=30/70 % является более предпочтительным, рациональным и эффективным для комплексного использования сырья с получением химических продуктов и полукокса. Применение данного варианта составления шихты позволяет не только сохранить спекающую способность угля, но и перевести большую часть сернистых соединений в газовую фазу.